一种氧化皮易去除的大盘卷的控制冷却工艺的制作方法
- 国知局
- 2024-10-09 15:20:54
本发明属于线材控制冷却,具体涉及一种氧化皮易去除的大盘卷控制冷却工艺。
背景技术:
1、目前行业中能吐丝生产的中小规格盘条规格范围为φ4.5~26.0mm,使用吐丝机+斯太尔摩控冷线生产,其中涉及较多氧化皮去除问题的研究。而对于大盘卷则采用热卷曲线+保温隧道生产。大盘卷是线材产品重要的组成部分之一,也是规格最大的产品,规格组距通常在φ16.0~42.0mm之间,行业中一些生产线最大规格可达φ50.0mm左右,大盘卷轧线可生产的钢种包括冷镦钢、易切削钢、轴承钢、弹簧钢、工具钢、结构钢等。随着大盘卷产品规格的增加和覆盖钢种的完善,下游加工行业对大盘卷的需求不断增加。大盘卷特殊的产品形态,使它相对于棒材和吐丝生产的线材具有明显的加工优势:一方面,一件大盘卷仅由一根组成,可以连续加工,而同重量的棒材则由几十根甚至上百根组成,因此大盘卷相较同规格的棒材具有更高的成材率和更高的加工效率,目前取代棒材的趋势增加;另一方面,大盘卷相对于吐丝生产的线材,具有更紧密的层绕结构,进而卷长仅有同规格吐丝生产线材的60%左右,这样大幅度提升了下游深加工时退火设备的空间利用率,通过增大装炉量,显著降低退火成本。
2、大盘卷的特殊产品形态在具备紧密结构、更小外形尺寸的同时,也带来了氧化皮难去除的问题。行业中生产大盘卷轧后主流收集方式为热卷曲,轧后控制冷却的主流方式是保温隧道,带来的好处是盘卷圈与圈之间层绕结构紧密,获得了更小的卷长,更好的保温缓冷能力,但造成盘条氧化皮过厚(厚度>25μm),采用喷砂方式难以去除干净,下游加工必须要增加酸洗方式去除氧化皮。盘条氧化皮去除不净,最终导致经过拉拔、断料后生产的的钢棒表面残留氧化皮,导致钢棒无法正常使用。
3、在不改变大盘卷轧后热卷曲、保温隧道控冷的前提下,开发一种合适的控制冷却工艺,使大盘卷氧化皮易去除,满足下游加工企业不酸洗,采用喷砂去除大盘卷氧化皮的需求,是行业目前亟需解决的问题。
技术实现思路
1、为解决上述问题,本发明采用热卷曲线+保温隧道生产的大盘卷盘条,通过分阶段控制大盘卷的冷却速率和温度,由于氧化皮和钢基体热膨胀系数不同,控制氧化皮和钢基体在冷却过程中产生不同的体积收缩,降低氧化皮与钢基体的附着力,获得易去除的氧化皮,实现了无需酸洗,采用喷砂即可去除大盘卷氧化皮的工业应用。
2、为了实现上述目的,本发明采用的技术方案为:
3、一种氧化皮易去除的大盘卷控制冷却工艺,具体涉及控制冷却工艺、化学成分及适用规格,下面对本发明的大盘卷控制冷却工艺和大盘卷化学成分做详细叙述。
4、控制冷却工艺:
5、大盘卷制造工艺流程为连铸坯—加热炉加热—线材热连轧机组轧制—保温隧道控制冷却—步进梁控制冷却—pf线控制冷却;其中加热炉为蓄热式加热炉,线材热连轧机组为高速线材轧制机组,轧后控制冷却要求装备热卷曲机、密封良好的保温隧道,步进梁上装备风机,pf线需放置小风筒。其中连铸坯断面为160mm*160mm;大盘卷适用规格为φ26.0~42.0mm。
6、具体步骤为:
7、大盘卷完轧后采用热卷曲机收集,热卷曲温度880±10℃;卷曲收集后分阶段控制大盘卷的冷却速率和温度:首先,大盘卷以连续下线的方式进入保温隧道封闭冷却,保温隧道保温罩全部关闭,大盘卷在保温隧道内冷却速率0.10±0.01℃/s,冷却时间30min,出保温隧道温度700±20℃;随后,大盘卷出保温隧道后进入步进梁风冷,开启4台步进梁风机,大盘卷冷却速率9.5±0.5℃/s,风冷时间40s,风冷结束温度320±20℃;最后,步进梁风冷后的大盘卷进入pf线流转,流转路线上采用小风筒以2.0±0.5℃/s风冷至常温,大盘卷氧化皮厚度控制在15~25μm。
8、化学成分及适用规格:
9、本发明所述氧化皮易去除的大盘卷的主要化学成分范围按重量百分数计为氧化皮易去除的大盘卷的主要化学成分范围按重量百分数计为c:≤0.48%,si:≤0.30%,mn:1.10~1.65%,p≤0.09%,s:0.33~0.42%,cr:≤0.20%,ni:≤0.20%,cu≤0.20%,其余为铁和不可避免的杂质,大盘卷适用规格为φ26.0~42.0mm。
10、本发明的大盘卷s含量高达0.33~0.42%,属于硫系易切削钢,为抑制热轧中存在的热脆问题,行业中普遍采用较高的轧制温度,通常全程轧制温度在1000℃以上。高轧制温度会促进轧后盘条氧化皮的生成,特别在生产大盘卷时,轧后采用常规的控制冷却工艺,氧化皮厚度大,与基体的附着力高,产生造成使用喷砂、抛丸、折弯等机械除鳞方式氧化皮难以去除的问题,需要通过增加酸洗去除氧化皮。
11、本发明通过分阶段控制大盘卷的冷却速率和温度,如控制出保温隧道温度680~720℃,这个温度区间离开保温隧道,可以保证已经生成了特定厚度的氧化皮,在此温度下吹风冷却,利用氧化皮和钢基体热膨胀系数不同,控制氧化皮和钢基体在冷却过程中产生不同的体积收缩,降低氧化皮与钢基体的附着力,获得易去除的氧化皮,满足了下游加工企业不酸洗,采用喷砂去除大盘卷氧化皮的需求。
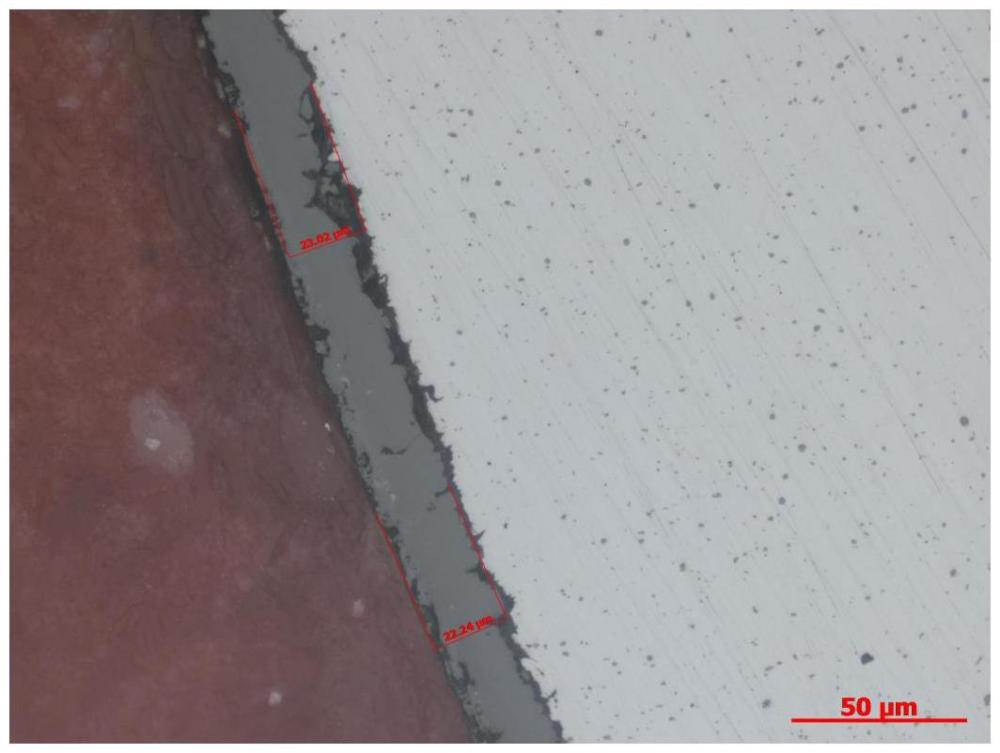
12、本发明控制大盘卷氧化皮厚度范围为15~25μm,若氧化皮很厚,即高于25μm,依靠喷砂产生的力量很难轻易打碎氧化皮,如果很薄,低于15μm,被喷砂粒子打碎的氧化皮又很容易黏着在钢基体上,不容易脱落。因此氧化皮厚度在15~25μm是适合下游长期采用喷砂去除含硫钢氧化皮的优选厚度。
技术特征:1.一种氧化皮易去除的大盘卷的控制冷却工艺,其特征在于:工艺流程为:大盘卷完轧后保温隧道控制冷却—步进梁控制冷却—pf线控制冷却;
2.根据权利要求1所述的氧化皮易去除的大盘卷的控制冷却工艺,其特征在于:氧化皮易去除的大盘卷的主要化学成分范围按重量百分数计为c:≤0.48%,si:≤0.30%,mn:1.10~1.65%,p≤0.09%,s:0.33~0.42%,cr:≤0.20%,ni:≤0.20%,cu≤0.20%,其余为铁和不可避免的杂质,大盘卷适用规格为φ26.0~42.0mm。
3.根据权利要求1所述的氧化皮易去除的大盘卷的控制冷却工艺,其特征在于:流转路线上采用风筒风冷的冷却速率为1.5~2.5℃/s。
4.根据权利要求1所述的氧化皮易去除的大盘卷的控制冷却工艺,其特征在于:冷却工艺完成后大盘卷氧化皮厚度在15~25μm。
5.根据权利要求1-4任一项所述冷却工艺得到氧化皮易去除的大盘卷中的应用,其特征在于,所述大盘卷无需酸洗,采用喷砂方式去除氧化皮。
技术总结本发明属于线材控制冷却技术领域,具体涉及一种氧化皮易去除的大盘卷的控制冷却工艺。氧化皮易去除的大盘卷制造工艺流程为:连铸坯—加热炉加热—线材热连轧机组轧制—保温隧道控制冷却—步进梁控制冷却—PF线控制冷却。本发明通过分阶段控制大盘卷的冷却速率和温度,利用氧化皮和钢基体热膨胀系数不同,控制氧化皮和钢基体在冷却过程中产生不同的体积收缩,降低氧化皮与钢基体的附着力,获得易去除的氧化皮,满足了下游加工企业不酸洗,采用喷砂去除大盘卷氧化皮的需求。技术研发人员:苏振伟,李辉成,高协清,沈艳,林俊,王礼银受保护的技术使用者:常州中天特钢有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/308441.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表