一种基于机器视觉的焊接机器控制方法与流程
- 国知局
- 2024-10-21 15:05:59
本发明涉及焊接机器控制,具体为一种基于机器视觉的焊接机器控制方法。
背景技术:
1、机器视觉检测系统采用图像采集硬件将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号,图像处理系统对这些信号进行各种运算来抽取目标的特征,如面积、数量、位置、长度,再根据预设的允许度和其他条件输出结果,包括尺寸、角度、个数等,实现自动识别功能。机器视觉不知疲劳,具有很高的跟踪速度和分辨精度,在一些不适合人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉,大大提高生产效率和生产的自动化程度,因此,机器视觉技术已在许多领域得到广泛应用。
2、自动化生产要求减少人力,提高产品一致性,提高产品质量,更适合大批量生产,降低生产成本,提高生产效率。而人工焊接时,由于受到技术水平、疲劳程度、责任心、生理极限等客观和主观因素的应影响,难以较长时间保持焊接工作的稳定性和一致性,焊接机器能够解决上述问题,在很大程度上满足了焊接自动化的要求,因此焊接机器已广泛使用在各种焊接生产过程中。
3、目前较为常见的焊接机器在焊接的过程中,遇到焊接工件的焊线上存在形变时,一般是直接停止对此工件的焊接,等待人工介入对形变调整后,再对该工件进行焊接,在焊接过程中,不涉及对形变的调整操作,在一定程度上增大了焊接一个工件的总时长,提高了生产时间成本。
技术实现思路
1、本发明提供了一种基于机器视觉的焊接机器控制方法,促进解决了上述背景技术中所提到在焊接过程中,不涉及对形变的调整操作,提高了生产时间成本的问题。
2、本发明提供如下技术方案:一种基于机器视觉的焊接机器控制方法,包括:
3、焊接前进行模拟实验,获取形变的长度和高度;
4、获取形变的长度与高度的比值,记为跨高比;
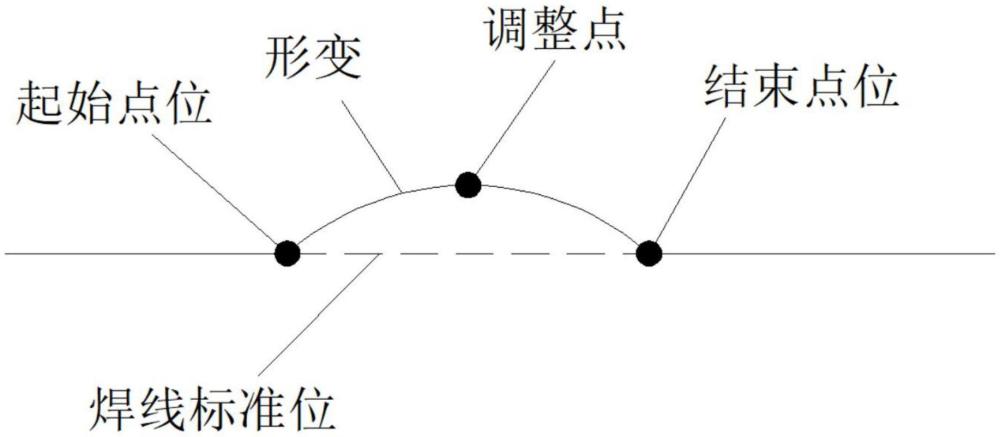
5、获取形变的最高点,记为调整点,于调整点施加压力,使调整点复位到焊线标准位上;
6、当调整点复位到焊线标准位时,通过视觉传感器分别获取左形变和右形变与焊线标准位之间的最长距离;
7、设置距离阈值,将最长距离与距离阈值比较,根据比较结果判断是否执行二次调整;
8、记录模拟实验中形变的跨高比,确定不同跨高比的形变是否需要进行二次调整;
9、完成调整后进行焊接,获取焊接后保压点所在位置;
10、对保压点进行保压操作,并根据焊缝在不同的自然冷却时长下所能承载的最大拉力,获取保压操作总时长;
11、将保压操作的总时长与形变的跨高比进行比较,获取不同跨高比的形变所需的保压操作总时长;
12、对需要进行焊接的工件进行焊接,获取焊接过程中所遇到的形变,并根据形变的跨高比确定调整策略;
13、对调整后的形变执行保压操作,并根据形变的跨高比确定保压操作总时长;
14、通过调整策略和保压操作,辅助完成工件焊接。
15、可选的,所述获取形变的长度与高度的比值,记为跨高比,具体为:
16、对于焊接过程中所遇到的形变,将该形变记为一号形变;
17、获取一号形变的起始点位与结束点位,连接一号形变的起始点位与结束点位,得到一条线段,记为一号线段;
18、获取一号线段的长度,作为一号形变的长度;
19、获取一号形变的最高点所在点位,获取该点位到一号线段的垂直距离,作为一号形变的高度;
20、计算一号形变的长度与高度的比值,作为一号形变的跨高比。
21、可选的,所述获取形变的最高点,记为调整点,于调整点施加压力,使调整点复位到焊线标准位上,具体包括:
22、通过视觉传感器,获取形变的最高点所在位置,将该位置命名为调整点;
23、获取形变的起始点位与结束点位,过起始点位和结束点位作平行于焊线的直线,将直线所在位置作为焊线标准位;
24、将过调整点垂直指向焊线标准位的方向,作为调整方向;
25、于调整点所在位置,向调整方向施加压力,使调整点与焊线标准位重合。
26、可选的,所述当调整点复位到焊线标准位时,通过视觉传感器分别获取左形变和右形变与焊线标准位之间的最长距离,具体为:
27、当调整点与焊线标准位重合时,于调整点两侧分别产生一个形变,按照焊接进行的方向,将调整点两侧的形变依次记为左形变和右形变;
28、通过视觉传感器分别获取左形变和右形变的最高点;
29、获取左形变最高点到焊线标准位的垂直距离,记为左距离;
30、获取右形变最高点到焊线标准位的垂直距离,记为右距离。
31、可选的,所述设置距离阈值,将最长距离与距离阈值比较,根据比较结果判断是否执行二次调整,具体为:
32、设置距离阈值为a;
33、将左距离和右距离分别与距离阈值a比较;
34、若左距离小于等于a,且右距离小于等于a,则认定满足焊接要求,不做二次调整;
35、若存在左距离或右距离大于a,则对左形变或右形变进行二次调整;
36、若左距离大于a,则获取左形变的最高点,记为左调整点;
37、将过左调整点垂直指向焊线标准位的方向,作为左调整方向;
38、于左调整点,向左调整方向施加压力,使左调整点与焊线标准位重合,完成对左形变的调整;
39、若右距离大于a,则获取右形变的最高点,记为右调整点;
40、将过右调整点垂直指向焊线标准位的方向,作为右调整方向;
41、于右调整点,向右调整方向施加压力,使右调整点与焊线标准位重合,完成对右形变的调整;
42、通过完成对左形变和右形变的调整,完成对形变的二次调整。
43、可选的,所述完成调整后进行焊接,获取焊接后保压点所在位置,包括:
44、当不需要进行二次调整,则存在一个保压点;
45、获取形变的起始点位和结束点位;
46、获取从调整点到形变起始点位的焊线轨迹总长度,记为b;
47、于焊线标准位上,以形变起始点位指向形变结束点位的方向,获取到形变起始点距离为b的点位,记为中保压点;
48、将中保压点作为焊接后的一个保压点。
49、可选的,所述完成调整后进行焊接,获取焊接后保压点所在位置,还包括:
50、若需要进行二次调整,于调整点施加压力,使调整点复位到焊线标准位,形成左形变和右形变;
51、其中,左形变起始于形变的起始点位,结束于形变的调整点,右形变起始于形变的调整点,结束于形变的结束点位;
52、获取从左调整点到起始点位的焊线轨迹总长度,记为c;
53、获取从右调整点到调整点的焊线轨迹总长度,记为d;
54、当需要进行二次调整,且需要对左形变和右形变进行调整,则存在三个保压点;
55、于焊线标准位上,以起始点位指向调整点的方向,获取到起始点位距离为c的点位,记为左保压点;
56、于焊线标准位上,以起始点位指向结束点位的方向,获取到起始点位距离为b+c的点位,记为中保压点;
57、于焊线标准位上,以调整点指向结束点位的方向,获取到起始点位距离为b+c+d的点位,记为右保压点;
58、将左保压点、中保压点和右保压点作为焊接后的三个保压点;
59、当需要进行二次调整,但仅需要对左形变进行调整,则存在两个保压点;
60、于焊线标准位上,以起始点位指向调整点的方向,获取到起始点位距离为c的点位,记为左保压点;
61、于焊线标准位上,以起始点位指向结束点位的方向,获取到起始点位距离为b+c的点位,记为中保压点;
62、将左保压点和中保压点作为焊接后的两个保压点;
63、当需要进行二次调整,但仅需要对右形变进行调整,则存在两个保压点;
64、于焊线标准位上,以起始点位指向结束点位的方向,获取到起始点位距离为b的点位,记为中保压点;
65、于焊线标准位上,以调整点指向结束点位的方向,获取到起始点位距离为b+d的点位,记为右保压点
66、将中保压点和右保压点作为焊接后的两个保压点。
67、可选的,所述对保压点进行保压操作,并根据焊缝在不同的自然冷却时长下所能承载的最大拉力,获取保压操作的总时长,具体为:
68、焊接完成后,每隔1s测试焊接完成的焊缝所能承受的最大拉力,获取焊缝在不同的自然冷却时长下所能承载的最大拉力;
69、完成焊接后,获取形变的跨高比,并对形变的保压点施加压力;
70、当保压点与焊线标准位之间的距离达到距离阈值时,获取当前保压装置所承受的压力值,记为f;
71、将形变的跨高比与形变的f比较,获取不同跨高比下形变的f值;
72、根据焊缝在不同的自然冷却时长下所能承载的最大拉力,获取焊缝所能承受的最大拉力为f时,焊缝自然冷却时长,将该时长作为对形变的保压操作总时长。
73、本发明具备以下有益效果:
74、1、使用视觉传感器能够较为精确地获取到形变的最高点的位置,从而能够以高精度获取形变和焊线标准位之间的距离,以确保对形变是否进行二次调整的判断经过准确。
75、2、距离阈值的设定,允许焊线与焊线标准位之间存在一定的误差,避免实际生产过程中,因过高但不必要的精度要求,耗费过多的调整时间,增加生产成本。
76、3、通过保压操作,对形变施加压力并保持一定的时间,使形变尽量复位并固定,减少形变在停止施加压力后出现反弹情况;同时通过保压操作,防止焊接完成后,焊缝因形变的反弹而被撕裂。
77、4、通过模拟实验,确定出形变的跨高比与需要调整的次数和进行保压操作的时长之间的关系,从而在后续焊接过程中,遇到形变时,快速确定合适的调整策略以及充足的保压时间,做到对形变快速且有效的调整,提高焊接质量和焊接效率。
78、5、通过对形变的调整策略和保压操作,对焊接过程中所遇到的形变进行快速有效的调整,减少焊接时因形变所耗费的时间,使焊接过程更加顺利,同时对形变的保压操作,使焊接后的焊缝不会因形变的反弹而撕裂,从而提高整体的焊接质量。
本文地址:https://www.jishuxx.com/zhuanli/20241021/320498.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。