一种提升传热性能的超薄热导管及制作工艺的制作方法
- 国知局
- 2024-11-06 14:49:10
本发明涉及超薄热管,特别涉及一种一种提升传热性能的超薄热导管及制作工艺。
背景技术:
1、芯片等电子器件运行时产生的热量如果无法及时散去将影响其工作稳定性,减少平均无故障时间,严重时将会烧毁芯片。因此,有效地传导和处理这部分热耗,对于保证器件的工作稳定性和寿命至关重要。
2、热导管目前被广泛应用于元件的散热,其由金属管和管内壁的毛细结构层组成,其内部包含散热流体,当热导管一端受热时,流体吸收热量气化形成高温气体,热导管另一端由于温度较低使高温气体冷凝成液态流体,液态流体在毛细结构层的毛细力作用下返回受热端,如此反复,形成连续的相变传热系统。例如专利cn101634532a公开的热导管及其制造方法、专利cn102331205a公开的一种复合式热导管结构、专利cn102410765a公开的一种复合结构的超薄型热导管及其制作方法等。
3、由于现有的超薄热导管使用的毛细结构改良加工的工艺方式,因外形尺寸的限制,其内部空间非常狭小,故而能使用的毛细结构尺寸有限,无法采用粉末烧结式相关的毛细结构,故而目前采用较多的毛细结构为编织线结构在狭小的超薄热管空间内架设,但其孔隙率、比表面积仍不够高,传热效率仍需进一步提高。且在传热效率提高的同时,还需兼顾其力学性能和耐温性能,以保证其使用寿命。专利cn113701535a公开的一种用于超薄热导管管内喷砂增加毛细结构的制作工艺,通过对在铜管内表面喷砂加工形成凹凸不平的形状,增加了铜管内表面比表面积,提高了超薄热导管的热传递效率。但其毛细结构的增加程度有限,且不可避免的会对铜管的力学强度等性能造成损害,容易导致其使用寿命缩短。
4、所以,现在有必要对现有技术进行改进,以提供更可靠的方案。
技术实现思路
1、本发明所要解决的技术问题在于针对上述现有技术中的不足,提供一种提升传热性能的超薄热导管及制作工艺。
2、为解决上述技术问题,本发明采用的技术方案是:本发明的第一方面,提供一种提升传热性能的超薄热导管的制作工艺,包括以下步骤:
3、1)将高导热铜网置于盐溶液中浸泡,取出后在空气气氛中下加热进行氧化处理,处理完成后冷却至室温;
4、2)将步骤1)得到的铜网用去离子水洗涤后浸入酸溶液中,超声处理;
5、3)将步骤2)得到的铜网用去离子水洗涤后,在空气与氧气的混合气体环境下加热氧化;
6、4)将步骤3)得到的铜网插入到铜管内,然后将铜管置于烧结炉中,在含氢气的气体环境下烧结处理,处理完成后随炉冷却至室温,铜管尾部封口,然后向铜管中注入作动液,抽真空,铜管端部封口后打扁,得到超薄热导管。
7、优选的是,所述的提升传热性能的超薄热导管的制作工艺包括以下步骤:
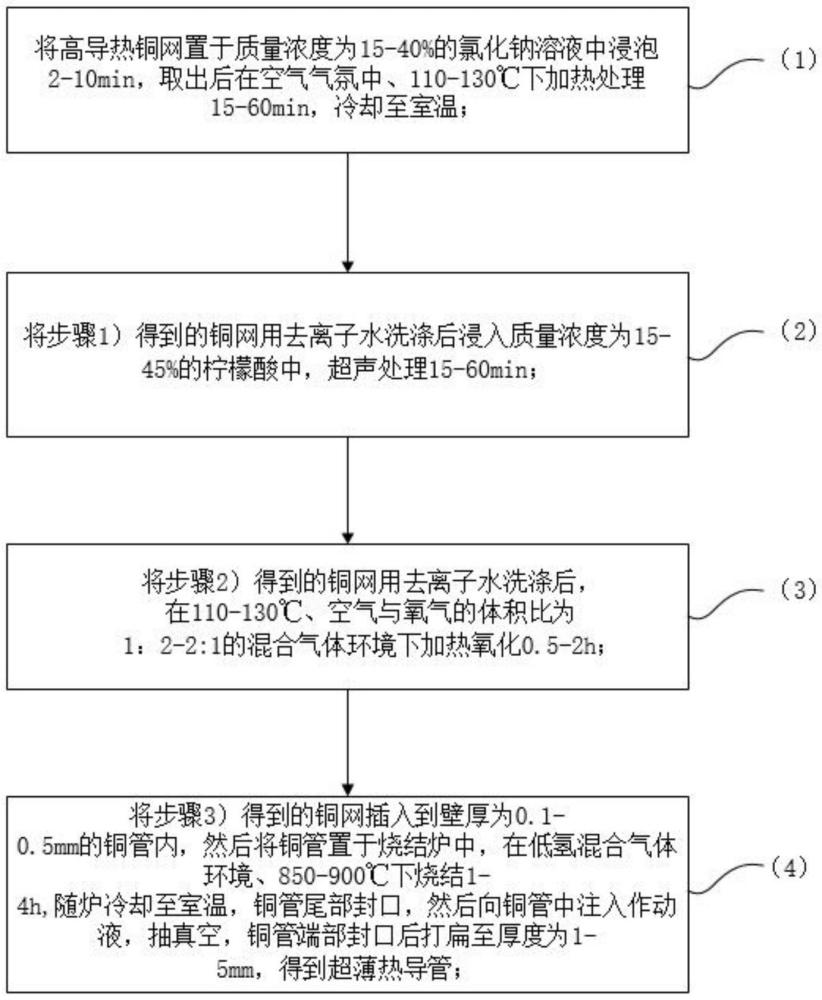
8、1)将高导热铜网置于质量浓度为15-40%的氯化钠溶液中浸泡2-10min,取出后在空气气氛中、110-130℃下加热处理15-60min,冷却至室温;
9、2)将步骤1)得到的铜网用去离子水洗涤后浸入质量浓度为15-45%的柠檬酸中,超声处理15-60min;
10、3)将步骤2)得到的铜网用去离子水洗涤后,在110-130℃、空气与氧气的体积比为1:2-2:1的混合气体环境下加热氧化0.5-2h;
11、4)将步骤3)得到的铜网插入到壁厚为0.1-0.5mm的铜管内,然后将铜管置于烧结炉中,在低氢混合气体环境、850-900℃下烧结1-4h,随炉冷却至室温,铜管尾部封口,然后向铜管中注入作动液,抽真空,铜管端部封口后打扁至厚度为1-5mm,得到超薄热导管;
12、其中,铜网的宽度d与铜管的内径r满足以下关系:
13、
14、其中,作动液为超纯水或乙醇。
15、优选的是,所述的提升传热性能的超薄热导管的制作工艺包括以下步骤:
16、1)将高导热铜网置于质量浓度为30%的氯化钠溶液中浸泡5min,取出后在空气气氛中、120℃下加热处理30min,冷却至室温;
17、2)将步骤1)得到的铜网用去离子水洗涤后浸入质量浓度为30%的柠檬酸中,超声处理30min;
18、3)将步骤2)得到的铜网用去离子水洗涤后,在120℃、空气与氧气的体积比为1:1的混合气体环境下加热氧化1h;
19、4)将步骤3)得到的铜网插入到壁厚为0.2mm的铜管内,然后将铜管置于烧结炉中,在低氢混合气体环境、880℃下烧结2h,随炉冷却至室温,铜管尾部封口,然后向铜管中注入作动液,抽真空,铜管端部封口后打扁至厚度为3mm,得到超薄热导管;
20、其中,低氢混合气体由体积占比为95%的n2和5%的h2组成;
21、其中,铜网的长度不小于铜管的长,铜网的宽度d与铜管的内径r满足以下关系:
22、
23、其中,作动液为超纯水。
24、优选的是,所述高导热铜网通过高导热铜合金制备得到,所述高导热铜合金的制备原料按质量百分比计包括:
25、mn:0.22-0.67%;co:0.19-0.74%;ag:0.05-0.17%;cr:0.85-1.33%;zr:0.20-0.45%;ni@swcnt@fe:2.50-4.00%;表面改性tic:2.20-3.50%以及余量的铜;
26、所述ni@swcnt@fe为含牺牲元素组分的包覆填充改性碳纳米管,其中的牺牲元素组分为fe。
27、优选的是,所述高导热铜合金的制备原料按质量百分比计包括:
28、mn:0.35%;co:0.41%;ag:0.09%;cr:1.10%;zr:0.29%;ni@swcnt@fe:3.75%;表面改性tic:2.80%以及余量的铜。
29、优选的是,所述高导热铜网通过以下方法制备得到:
30、1-1)按质量配比将所有原料加入球磨机中,氩气保护下球磨1-4h,球料比为9:1-6:1,转速200-500rpm;
31、1-2)将球磨后原料加入真空熔炼炉中,抽真空至0.1-0.3pa,然后在氩气保护下升温至1250-1500℃,熔炼10-30min,真空浇铸得到铸锭;
32、1-3)850-950℃下保温1-4h,进行均匀化处理;然后在600-800℃下旋锻加工,制成直径为5-20mm的棒材,冷却至室温后进行常温拉拔,制成直径2-5mm的粗铜丝;
33、1-4)将粗铜丝在氩气保护、550-750℃下热处理1-5min,然后通过拉丝模拉丝得到直径为0.02-0.2mm的细铜丝;
34、1-5)将细铜丝在氩气保护、550-700℃下保温0.5-1h,冷却至室温得到编织铜丝,将编织铜丝通过金属丝网编织机编织成铜网,将铜网用乙醇和去离子水依次清洗,70-100℃真空干燥至恒重,得到网孔尺寸为100-300目的高导热铜网。
35、优选的是,所述包覆填充改性碳纳米管ni@swcnt@fe通过以下方法制备得到:
36、s1、单臂碳纳米管预处理;
37、将单臂碳纳米管加入由浓度95wt%的浓硫酸和浓度65wt%的浓硝酸的混合酸中,超声分散15-60min,然后加热至80-100℃,搅拌回流2-10h,冷却,过滤,去离子水洗涤至中性,70-100℃下真空干燥至恒重,得到预处理后单臂碳纳米管;
38、混合酸中浓硫酸:浓硝酸的体积比为1:2-2:1;
39、s2、制备内填充碳纳米管:
40、取0.5-2g预处理后单臂碳纳米管、0.12-0.35g聚乙二醇加入50-200ml去离子水中,然后加入0.241-0.966g硝酸铁,超声分散30-90min后滴加10-30ml质量浓度为15-25%的氨水,滴加完成后搅拌5-30min,所得分散混合物1转移至聚四氟乙烯内衬的反应釜中,190-200℃下反应1-4h,过滤,固体产物用去离子水洗涤,80-100℃下真空干燥4-12h,得到内填充碳纳米管;
41、s3、制备ni@swcnt@fe:
42、取0.5-2g内填充碳纳米管加入100-400ml去离子水中,50-65℃下超声分散0.5-2h,然后加入0.27-1.1g硝酸镍,超声分散1-4h,所得分散混合物2转移至聚四氟乙烯内衬的反应釜中,190-220℃下反应1.5-6h,过滤,固体产物用去离子水洗涤,90-110℃下真空干燥2-8h,最后在还原气体的气氛、1000-1150℃下煅烧1.5-6h,得到ni@swcnt@fe。
43、其中,还原气体为h2或co。
44、优选的是,所述包覆填充改性碳纳米管ni@swcnt@fe通过以下方法制备得到:
45、s1-1、单臂碳纳米管预处理;
46、将2g单臂碳纳米管加入200ml由浓度95wt%的浓硫酸和浓度65wt%的浓硝酸按体积比1:1构成的混合液中,超声分散30min,然后加热至90℃,搅拌回流4h,冷却,过滤,去离子水洗涤至中性,80℃下真空干燥至恒重,得到预处理后单臂碳纳米管;
47、s1-2、制备内填充碳纳米管:
48、取1g预处理后单臂碳纳米管、0.2g聚乙二醇加入100ml去离子水中,然后加入0.483g硝酸铁,超声分散45min后滴加15ml质量浓度为20%的氨水,滴加完成后搅拌10min,所得分散混合物1转移至聚四氟乙烯内衬的反应釜中,195℃下反应2h,过滤,固体产物用去离子水洗涤,90℃下真空干燥6h,得到内填充碳纳米管;
49、s1-3、制备ni@swcnt@fe:
50、取1g内填充碳纳米管加入200ml去离子水中,60℃下超声分散1h,然后加入0.55g硝酸镍,超声分散2h,所得分散混合物2转移至聚四氟乙烯内衬的反应釜中,200℃下反应3h,过滤,固体产物用去离子水洗涤,100℃下真空干燥4h,最后在h2气氛、1050℃下煅烧3h,得到ni@swcnt@fe。
51、优选的是,所述表面改性tic通过以下方法制备得到:
52、s2-1、预处理:
53、将粒径为1-10μm的tic颗粒清洗后依次进行粗化、敏化处理和活化处理,得到预处理后tic;
54、s2-2、将硝酸铜、硝酸铈加入去离子水中,搅拌至完全溶解后加入柠檬酸、硼酸,搅拌至完全溶解后用氢氧化钠调节ph为10.5-11.5,加入预处理后tic,再加入次亚磷酸钠,通过所得镀液对预处理后tic进行化学镀处理;
55、所得镀液中各组分浓度为:硝酸铜14.5-21g/l、硝酸铈3.5-4.5g/l、柠檬酸11-18g/l、次亚磷酸钠15-25g/l、硼酸10-24g/l;
56、施镀工艺条件为:ph为10.5-11.5、机械搅拌300-650r/min、温度:80-90℃、时间:1-3h;
57、化学镀结束后过滤,固体颗粒用去离子水洗涤,90-100℃真空干燥4-12h,得到表面改性tic。
58、本发明的第二方面,提供一种超薄热导管,其特征在于,其通过如上所述的工艺制作得到。
59、本发明的有益效果是:
60、本发明提供了一种提升传热性能的超薄热导管的制作工艺,本发明通过对热导管制作工艺的改进、用于热导管制作的铜网的合金材料的改进以及铜网与热导管制作工艺间的配合,能够显著提升最终制备得到的超薄热导管的传热效率,同时该铜网还具有优异的机械性能、热稳定性,能够利于保证长效的高导热能力,可保证超薄热导管的使用效果,并延长其使用寿命。
61、本发明对铜网先利用盐水浸泡,然后在空气下加热氧化,形成一定的腐蚀层,初形成微孔;再通过酸浸泡腐蚀,进一步扩大微孔;然后在一氧气气氛下加热,实现深度氧化,这一过程使铜网中原本光滑的铜线表面会形成类似山丘的毛刺状氧化层突起结构;最后将铜网插入铜管,一并放入含氢气氛的烧结炉中进行烧结,此过程中,还原性的氢气会将铜网表面的氧化层去掉,铜网上的微孔结构和毛刺状突起基本都会被保留,高温作用下,金属分子扩散定型,形成稳定的微孔及毛刺突起结构,从而能够提高毛细结构数量,增强管内毛细力,显著增大热导管内壁上的铜网的比表面积,增加有效孔隙比,能够提高热导管与内部工作介质的接触换热面积,最终可以大幅度提升得到的热导管的传热效率,提高解热功率。
62、本发明通过对铜网基材合金配方进行改进,一方面能够进一步提升铜合金的导热性能,并且还能够有效改善其机械性能、耐磨性能和热稳定性;另一方面,通过设计含牺牲元素组分的包覆填充改性碳纳米管:ni@swcnt@fe作为掺杂组分,配合超薄热导管的制作工艺中对铜网的酸浸工序,能够通过牺牲元素组分的优先溶剂解,形成大量纳米级的微孔道结构(即毛细结构),从而能够进一步增加热管内部的毛细力,增大铜网的有效孔隙比,增加铜网与工作介质的换热面积,从而进一步改善其传热性能,最终能够提升制得的超薄热导管的传热效率,提高热管的解热功率。
本文地址:https://www.jishuxx.com/zhuanli/20241106/324294.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表