一种钢板冷却方法与流程
- 国知局
- 2024-11-06 15:00:50
本申请涉及冶金领域,尤其涉及一种钢板冷却方法。
背景技术:
1、热处理车间需要处理不同尺寸的钢板。为了满足处理需求,热处理冷却设备宽度会建造的很大以满足大尺寸钢板的冷却需求。而实际使用中,多数钢板宽度不足热处理冷却设备宽度的一半,单排连续生产设备利用率低,能耗损失较大。
技术实现思路
1、有鉴于此,有必要提供一种钢板冷却方法以充分利用热处理冷却设备,提高冷却速度。
2、本发明提出一种钢板冷却方法,包括步骤:
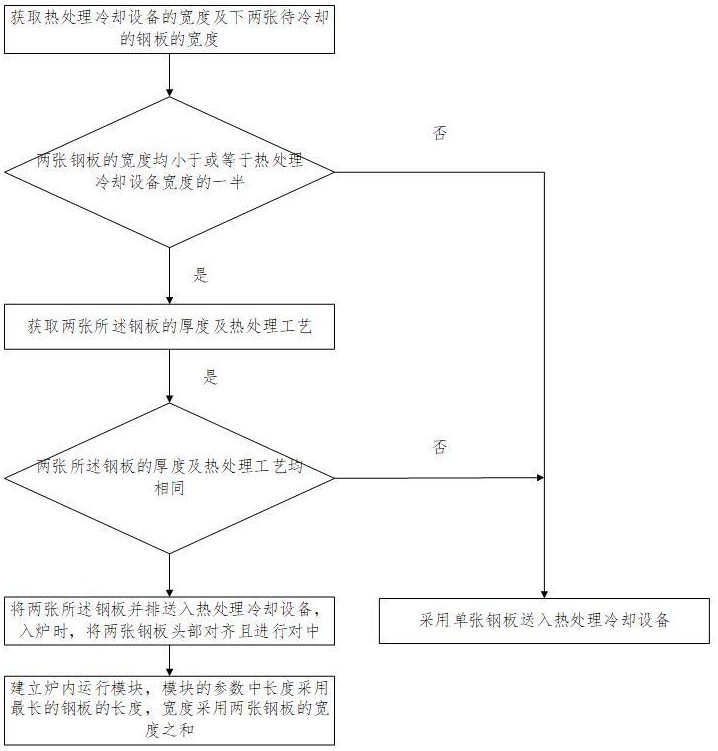
3、s1:获取热处理冷却设备的宽度及下两张待冷却的钢板的宽度,若两张钢板的宽度均小于或等于热处理冷却设备宽度的一半,则执行s2;
4、s2: 获取两张所述钢板的厚度及热处理工艺,若两张所述钢板的厚度及热处理工艺均相同,则执行s3;
5、s3:将两张所述钢板并排送入热处理冷却设备,入炉时,将两张钢板头部对齐且进行对中;
6、s4:建立炉内运行模块,模块的参数中长度采用最长的钢板的长度,宽度采用两张钢板的宽度之和。
7、进一步地,在步骤s1中,若任一钢板的宽度大于热处理冷却设备宽度的一半,则采用单张钢板送入热处理冷却设备。
8、进一步地,在步骤s2中,若两张所述钢板的厚度或热处理工艺存在不同,则采用单张钢板送入热处理冷却设备。
9、进一步地,若热处理冷却设备在宽度方向分为多段,且两张钢板的宽度之和小于或等于热处理冷却设备中间段的宽度,在步骤s3中将两张钢板送入热处理冷却设备中间段。
10、进一步地,两张钢板均为60mm厚的dh36钢板,s4建立的炉内运行模块为加热温度890±10℃,加热系数1.6min/mm+20-30min,终冷温度620±20℃。
11、有益效果
12、(1)通过对满足条件的钢板进行双排进料,同时进行快冷工艺可以提高生产效率。
技术特征:1.一种钢板冷却方法,其特征在于,包括步骤:
2.根据权利要求1所述的钢板冷却方法,其特征在于,在步骤s1中,若任一钢板的宽度大于热处理冷却设备宽度的一半,则采用单张钢板送入热处理冷却设备。
3.根据权利要求1所述的钢板冷却方法,其特征在于,在步骤s2中,若两张所述钢板的厚度或热处理工艺存在不同,则采用单张钢板送入热处理冷却设备。
4.根据权利要求1所述的钢板冷却方法,其特征在于,若热处理冷却设备在宽度方向分为多段,且两张钢板的宽度之和小于或等于热处理冷却设备中间段的宽度,在步骤s3中将两张钢板送入热处理冷却设备中间段。
5.根据权利要求1所述的钢板冷却方法,其特征在于,两张钢板均为60mm厚的dh36钢板,s4建立的炉内运行模块为加热温度890±10℃,加热系数1.6min/mm+20-30min,终冷温度620±20℃。
技术总结发明提供一种钢板冷却方法,包括步骤:S1:获取热处理炉的宽度及下两张待冷却的钢板的宽度,若两张钢板的宽度均小于或等于热处理冷却设备宽度的一半,则执行S2;S2:获取两张所述钢板的厚度及热处理工艺,若两张所述钢板的厚度及热处理工艺均相同,则执行S3;S3:将两张所述钢板并排送入热处理冷却设备,入炉时,将两张钢板头部对齐且进行对中;S4:建立炉内运行模块,模块的参数中长度采用最长的钢板的长度,宽度采用两张钢板的宽度之和。本发明能够提供冷却效率。技术研发人员:郭春,尚建雄,孙宗猛受保护的技术使用者:江苏沙钢钢铁有限公司技术研发日:技术公布日:2024/11/4本文地址:https://www.jishuxx.com/zhuanli/20241106/324924.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表