一种3D打印机热床调平方法、装置、存储介质及3D打印机与流程
- 国知局
- 2024-11-18 18:22:04
本发明涉及增材制造,具体涉及一种3d打印机热床调平方法、装置、存储介质及3d打印机。
背景技术:
1、3d打印技术即快速成型技术的一种,是采用材料逐渐累加的方法制造实体的技术,又称增材制造。随着科技的发展,3d打印机在我们生产生活中扮演着越来越重要的角色,3d打印机的热床调平可以保证打印机的效果和精度。因此,在3d打印机在工作之前需要对打印机进行热床调节,即保证打印喷嘴距离热床任何一点的距离都相等。
2、目前,对于热床调平技术可以选择半自动调平,自动检测热床安装结构存在的高度误差,操作员通过依次旋转热床四角调平螺母,逐一调整热床各支撑点与喷嘴的相对距离,以达到精确的调平效果。但手动调整方式不仅费时费力,且热床四周或中心不被支撑的部分因螺母松紧受力不均作用,可能会导致热床平面部分位置产生翘曲和微小形变,很难保证调平的精度和稳定性。对于打印精度要求较高的企业会选择通过分析并计算热床平面的高度差进行打印补偿进而创建一个水平基底,如公告号为cn107379530a的发明专利所公开的fdm式3d打印机平台倾斜时的斜路补偿装置及方法,但如果探寻到热床倾斜的角度后不对3d打印机做出调整,仍然在热床上打印产品模型,结果产品模型的底部也必然存在和热床相同的倾斜,仍然无法满足打印精度。
3、此外,3d打印机的热床调平的检测方式大多为将压力传感器直接与喷嘴连接,进行压力的测量,进而进行热床调平,调平过程中随着喷嘴的不断移动,会使压力传感器所受压力产生一定的波动,从而导致压力值测量的不够准确;或者热床上存在局部位置的凹凸不平,若不及时调整3d打印机喷嘴的打印高度,也会对喷嘴造成磨损,进而导致打印质量较差。因此,有必要解决上述现有技术方案中存在的问题。
技术实现思路
1、为了克服现有技术中的问题,本发明的目的在于提供一种3d打印机热床调平方法,能够有效解决3d打印机热床表面同时存在倾斜和凹凸不平的问题,实现3d打印机热床的自动检测和调平,提高3d打印产品质量。
2、为实现上述目的,本发明提供一种3d打印机热床调平方法,包括:
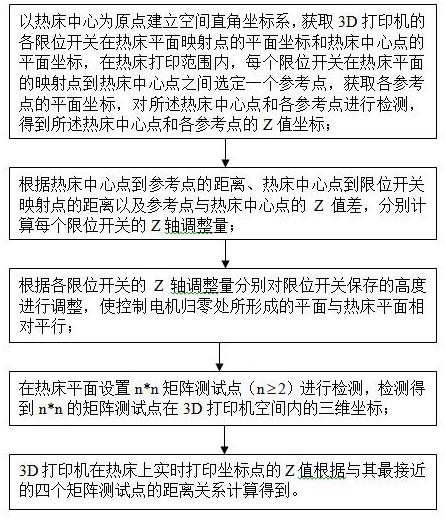
3、以热床中心为原点建立空间直角坐标系,获取3d打印机的各限位开关在热床平面映射点的平面坐标和热床中心点的平面坐标,在热床打印范围内,每个限位开关在热床平面的映射点到热床中心点之间选定一个参考点,获取各参考点的平面坐标,对所述热床中心点和各参考点进行检测,得到所述热床中心点和各参考点的z值坐标;
4、根据热床中心点到参考点的距离、热床中心点到限位开关映射点的距离以及参考点与热床中心点的z值差,分别计算每个限位开关的z轴调整量;
5、根据各限位开关的z轴调整量分别对限位开关的高度值进行调整,使控制电机归零处所形成的平面与热床平面相对平行;
6、在热床平面设置n*n矩阵测试点(n≥2)进行检测,检测得到n*n的矩阵测试点在3d打印机空间内的三维坐标;
7、3d打印机在热床上实时打印坐标点的z值根据与其最接近的四个矩阵测试点的距离关系计算得到。
8、优选的,所述热床中心点、参考点和矩阵测试点为待测试点,检测方法为:在热床下安装压力传感器,打印喷嘴根据待测试点的平面坐标先平行移动至xy坐标交叉点,最后沿z轴方向垂直向下移动,直至打印喷嘴移动至接触到热床平面,压力传感器的压力信号发生变化,在压力信号变化瞬间记录打印喷嘴的z轴移动距离,将打印喷嘴z轴移动距离转换为待测试点z值坐标,得到待测试点的三维坐标。
9、优选的,设置待测试点连续两次检测z值差值的允许误差范围,进行第一次检测后记录该待测试点z值,再次对同一待测试点进行第二次检测,计算连续两次测得z值的差值,判断该待测试点z值的差值是否在误差范围内;若所述待测试点z值的差值在误差范围内,则进行下一个待测试点的检测;若所述待测试点z值的差值超出误差范围,则继续触发对所述待测试点进行检测,直至所述待测试点连续两次测得的z值的差值在误差范围内;以连续两次在误差范围内的z值平均值作为所述待测试点的z值。
10、优选的,所述计算每个限位开关的z轴调整量的方法为:
11、获取检测后得到的热床中心点o的坐标(xo,yo,zo)、限位开关映射点的坐标(xi,yi)、所述限位开关映射点到热床中心点之间的参考点的坐标(xi,yi,zi),设所述限位开关z轴调整量为zi;
12、计算得到热床中心点o到所述参考点的距离为热床中心点o到所述限位开关映射点的距离为
13、所述限位开关z轴调整量为:
14、优选的,在热床上设置n*n矩阵测试点(n≥2)的方法具体为:
15、所述n*n矩阵测试点(n≥2)所组成的矩形为圆形热床的外接矩形;
16、超出热床打印范围的矩阵测试点将热床打印范围内与其最接近的点作为替代点进行检测。
17、优选的,所述打印机在热床上实时打印坐标点的z值的计算方法具体为:设热床上实时打印坐标点为p5,最接近p5的四个矩阵测试点为p1、p2、p3、p4;
18、获取热床上实时打印坐标点p5的xy坐标,根据p5的xy坐标获取与其最接近的四个矩阵测试点p1、p2、p3、p4与p5的距离;
19、根据p5到p1、p2、p3、p4的距离越接近则点p1、p2、p3、p4的z值所占影响因数越大的原则计算各点的影响因数q1、q2、q3、q4;
20、将p1、p2、p3、p4的z值与影响因数的乘积和赋值给p5的z值。
21、优选的,所述各点的影响因数q1、q2、q3、q4的计算方法为:
22、根据点p1、p2、p3、p4与p5的距离比值越小,p1、p2、p3、p4的z值相乘影响因数越大,根据点p1、p2、p3、p4与p5的距离比值越大,p1、p2、p3、p4的z值相乘影响因数越小。
23、本发明还在于提供一种3d打印机热床调平装置,所述3d打印机的热床调平装置用于实现上述的3d打印机热床调平方法,所述热床调平装置包括:
24、获取模块,用于获取限位开关映射点坐标和检测测试点的坐标;
25、存储模块,用于存储3d打印机参数、检测测试点的坐标和限位开关z轴调整量;
26、控制模块,用于驱动打印喷嘴;
27、检测模块,包括压力传感器,用于反馈热床上所受压力值变化的信号;
28、处理模块,用于根据矩阵测试点坐标值计算实时坐标点的z值及计算限位开关z轴调整量。
29、本发明还在于提供一种计算机可读存储介质,用于存储计算机程序,所述计算机程序使得计算机执行如权利要求上述中任一项所述的3d打印机热床调平方法。
30、本发明还在于提供一种3d打印设备,其特征在于,包括上述的3d打印机热床调平装置。
31、相比现有技术,本发明通过将压力传感器设在热床下方,由于热床上的质量较为稳定,在检测过程中更能够精确的反馈压力传感器所受压力的变化,进而快速反馈测试点的z轴坐标。本发明通过计算并调整3d打印机限位开关的高度值,使控制电机归零处所形成的平面与热床平面相对平行,确保打印喷嘴距离热床距离都相等,保证打印精度。本发明通过对热床矩阵测试点进行检测,既能够对3d打印机空间内热床全局坐标再次精确检测,同时又避免热床表面部分凸凹影响打印精度。本发明针对热床倾斜且存在凸凹的问题,实现了3d打印机热床的自动检测和调平,提高3d打印制品质量。
32、附图说明
33、图1为本发明实施例1提供的一种3d打印机的热床调平方法流程图;
34、图2为本发明实施例2提供的一种3d打印机的热床调平方法流程图;
35、图3为本发明实施例3提供的一种3d打印机的热床调平方法流程图;
36、图4为本发明提供的一种3d打印机的热床调平方法中立柱、参考点及热床中心点示意图;
37、图5为本发明提供的一种3d打印机的热床调平方法中限位开关调整后与热床位置示意图;
38、图6为本发明提供的一种3d打印机的热床调平方法中矩阵测试点示意图;
39、图7为本发明提供的一种3d打印机的热床调平方法中圆形热床的矩阵测试点示意图;
40、图8为本发明提供的一种3d打印机的热床调平方法中矩阵测试点p1、p2、p3、p4、p5的坐标示意图;
41、图9为本发明实施例1提供一种3d打印机的热床调平装置的结构示意图;
本文地址:https://www.jishuxx.com/zhuanli/20241118/328449.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表