一种叶片缘板锁板槽修理方法与流程
- 国知局
- 2024-11-18 18:30:15
本发明属于涡轮叶片修理,涉及一种叶片缘板锁板槽修理方法。
背景技术:
1、叶片作为发动机的关键部件,在航机或者燃机上都有着举足轻重的作用,叶片各装配尺寸作为关键特性在加工、装配、试车以及发动机返厂中一直备受关注。
2、作为叶片装配的重要特性之一,叶片缘板尺寸则显得尤为关键。发动机装配过程中叶片缘板问题主要表现为两种情况:一种是尺寸超出设计要求直接造成无法进行装配,另一种是缘板表面缺陷,如裂纹等。有些叶片进行涡轮转子装配时发现锁板无法正常安装到锁板槽中,由于叶片数量较多,此种情况不仅经济损失严重,也严重影响发动机制造时间。同时在发动机大修返厂时最常出现的情况是叶片缘板裂纹,裂纹的部位属于随机出现并无规律,严重影响了发动机使用安全。
3、然而,目前针对叶片缘板锁板槽的尺寸超差并没有精准的修理方式,出现该情况后通常采用更换叶片的方式,来得到稳定合格的叶片装配要求。但是,采用更换整体叶片的方式会极大提升制造成本,并造成一定的资源浪费。
技术实现思路
1、本发明的目的在于克服上述现有技术的缺点,提供一种叶片缘板锁板槽修理方法。
2、为达到上述目的,本发明采用以下技术方案予以实现:
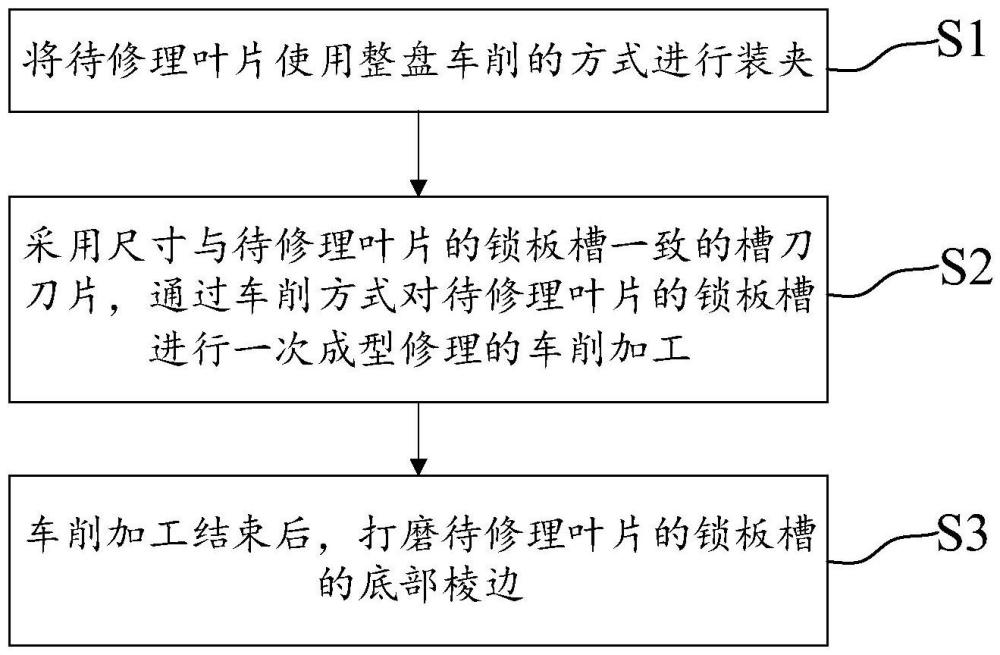
3、本发明提供一种叶片缘板锁板槽修理方法,包括:将待修理叶片使用整盘车削的方式进行装夹;采用尺寸与待修理叶片的锁板槽一致的槽刀刀片,通过车削方式对待修理叶片的锁板槽进行一次成型修理的车削加工;其中,车削加工时槽刀刀片沿待修理叶片的叶片榫齿侧面进入并紧贴叶片榫齿侧面;且当车削加工部位为待修理叶片的叶片榫齿侧面时,采用持续进给不停顿的加工方式;当车削加工部位为待修理叶片的锁板槽时,采用每进给0.1~0.3mm便停止进给1~3min的加工方式;车削加工结束后,打磨待修理叶片的锁板槽的底部接刀棱。
4、可选的,所述将待修理叶片使用整盘车削的方式进行装夹包括:将至少15个待修理叶片使用整盘车削的方式进行装夹;其中,当待修理叶片不足15个时,采用同规格的废叶片作为待修理叶片。
5、可选的,所述通过车削方式对待修理叶片的锁板槽进行一次成型修理的车削加工时,主轴转速为6r/min,进给量为0.01mm/r,磨削深度为0.05mm。
6、可选的,所述通过车削方式对待修理叶片的锁板槽进行一次成型修理的车削加工时,槽刀刀片的刀柄与待修理叶片的待修理表面垂直,并采用在槽刀刀片侧边开槽开刃的方式消除槽刀刀片与待修理叶片之间的干涉。
7、可选的,所述通过车削方式对待修理叶片的锁板槽进行一次成型修理的车削加工时,在保证0±0.05mm尺寸合格内对待修理叶片的锁板槽进行车削加工。
8、可选的,所述槽刀刀片的宽度为待修理叶片的锁板槽的最小宽度;所述槽刀刀片的r角尺寸为待修理叶片的锁板槽的最小r角尺寸。
9、可选的,所述槽刀刀片采用硬质合金刀片或硬质合金加涂层处理刀片;所述槽刀刀片的槽刀刀杆采用材质硬度在洛氏硬度100以上的金属刀杆。
10、可选的,所述打磨待修理叶片的锁板槽的底部接刀棱包括:将待修理叶片使用包裹厚度不小于1mm的纱布包裹,并采用砂带打磨待修理叶片的锁板槽的底部接刀棱。
11、可选的,所述砂带的尺寸与待修理叶片的锁板槽的槽底尺寸一致,且为240~320目的砂带。
12、可选的,还包括:打磨完成后,对待修理叶片的锁板槽的尺寸进行检验。
13、与现有技术相比,本发明具有以下有益效果:
14、本发明叶片缘板锁板槽修理方法,首先将待修理叶片使用整盘车削的方式进行装夹,确保了加工过程中的稳定性和一致性,从而大幅提高了修理的效率和精度,然后采用尺寸与待修理叶片的锁板槽一致的槽刀刀片,通过车削方式对待修理叶片的锁板槽进行一次成型修理的车削加工,避免了多次加工可能带来的累积误差,保证了锁板槽尺寸的高精度恢复。同时,车削加工时槽刀刀片沿待修理叶片的叶片榫齿侧面进入并紧贴叶片榫齿侧面,通过精确控制槽刀刀片的尺寸与加工路径,保证修复效果和效率。并且,当车削加工部位为待修理叶片的叶片榫齿侧面时,采用持续进给不停顿的加工方式;当车削加工部位为待修理叶片的锁板槽时,采用每进给0.1~0.3mm便停止进给1~3min的加工方式,根据加工部位的不同采用不同的进给策略,特别是在锁板槽加工时通过间歇进给的方式,有效控制了切削热和切削力,减少了对叶片基体材料的热影响和机械应力,有助于保持叶片的完整性和延长其使用寿命,并且锁板槽尺寸较小,通过这种加工方式也可有效防止槽刀刀片断裂。最终,在车削加工结束后打磨待修理叶片的锁板槽的底部接刀棱,不仅去除了加工过程中可能产生的毛刺和锐边,还进一步提升了锁板槽的表面质量,有利于后续装配的顺利进行和密封性能的提升。采用本发明叶片缘板锁板槽修理方法修理后的叶片能够有效通过试车性能验证,相较于目前的更换叶片方式,可以极大程度的降低制造成本并节约资源。
技术特征:1.一种叶片缘板锁板槽修理方法,其特征在于,包括:
2.根据权利要求1所述的叶片缘板锁板槽修理方法,其特征在于,所述将待修理叶片使用整盘车削的方式进行装夹包括:
3.根据权利要求1所述的叶片缘板锁板槽修理方法,其特征在于,所述通过车削方式对待修理叶片的锁板槽进行一次成型修理的车削加工时,主轴转速为6r/min,进给量为0.01mm/r,磨削深度为0.05mm。
4.根据权利要求1所述的叶片缘板锁板槽修理方法,其特征在于,所述通过车削方式对待修理叶片的锁板槽进行一次成型修理的车削加工时,槽刀刀片的刀柄与待修理叶片的待修理表面垂直,并采用在槽刀刀片侧边开槽开刃的方式消除槽刀刀片与待修理叶片之间的干涉。
5.根据权利要求1所述的叶片缘板锁板槽修理方法,其特征在于,所述通过车削方式对待修理叶片的锁板槽进行一次成型修理的车削加工时,在保证0±0.05mm尺寸合格内对待修理叶片的锁板槽进行车削加工。
6.根据权利要求1所述的叶片缘板锁板槽修理方法,其特征在于,所述槽刀刀片的宽度为待修理叶片的锁板槽的最小宽度;所述槽刀刀片的r角尺寸为待修理叶片的锁板槽的最小r角尺寸。
7.根据权利要求1所述的叶片缘板锁板槽修理方法,其特征在于,所述槽刀刀片采用硬质合金刀片或硬质合金加涂层处理刀片;所述槽刀刀片的槽刀刀杆采用材质硬度在洛氏硬度100以上的金属刀杆。
8.根据权利要求1所述的叶片缘板锁板槽修理方法,其特征在于,所述打磨待修理叶片的锁板槽的底部接刀棱包括:
9.根据权利要求8所述的叶片缘板锁板槽修理方法,其特征在于,所述砂带的尺寸与待修理叶片的锁板槽的槽底尺寸一致,且为240~320目的砂带。
10.根据权利要求1所述的叶片缘板锁板槽修理方法,其特征在于,还包括:
技术总结本发明属于涡轮叶片修理技术领域,公开了一种叶片缘板锁板槽修理方法,包括:将待修理叶片使用整盘车削的方式进行装夹;采用尺寸与待修理叶片的锁板槽一致的槽刀刀片,通过车削方式对待修理叶片的锁板槽进行一次成型修理的车削加工;其中,车削加工时槽刀刀片沿待修理叶片的叶片榫齿侧面进入并紧贴叶片榫齿侧面;且当车削加工部位为待修理叶片的叶片榫齿侧面时,采用持续进给不停顿的加工方式;当车削加工部位为待修理叶片的锁板槽时,采用每进给0.1~0.3mm便停止进给1~3min的加工方式;车削加工结束后,打磨待修理叶片的锁板槽的底部接刀棱。可以有效对叶片缘板锁板槽尺寸超差缺陷进行修复,相较于目前的更换叶片方式,可以极大程度的降低制造成本并节约资源。技术研发人员:肖红,赵彦辉,王瑞科,方通,曾庆川,刘会明受保护的技术使用者:中国航发动力股份有限公司技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/328933.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表