一种自适应铣削过程信号噪声智能抑制方法
- 国知局
- 2024-11-18 18:29:35
本发明属于铣削信号处理,具体地讲,是涉及一种自适应铣削过程信号噪声智能抑制方法。
背景技术:
1、机械制造业正朝着自动化和智能化的方向发展,对生产效率、产品质量和成本控制提出了更高的标准。在这一过程中,机床作为机械加工的核心设备,扮演着至关重要的角色,它持续为制造流程提供必要的动力。刀具作为机床的关键组成部分,负责从工件上去除多余的材料。然而,刀具在使用过程中不可避免地会遭受磨损,甚至可能发生断裂,这直接关系到加工的质量和生产效率。
2、目前,刀具磨损的检测主要依赖于操作者的经验和切削过程中产生的物理信号来判断刀具状态,并据此进行不定期的刀具更换。这种做法虽然能够防止因刀具问题导致的加工缺陷,但为了保证产品质量,往往会导致刀具的过早更换,这不仅增加了生产成本,还造成了资源的浪费,与绿色制造的理念相悖。相反,如果刀具更换不及时,可能会影响产品质量,带来潜在的经济风险。为了解决这一问题,刀具监测预警系统应运而生。该系统通过实时监控刀具状态,能够提前识别并预警刀具的异常情况,从而避免因刀具损坏而引发的产品质量问题或生产事故。因此,在系统开发的早期阶段,对刀具铣削信号进行有效的预处理显得尤为关键,这直接关系到监测系统的准确性和响应速度。
3、然而,刀具的有效信息主要来源于稳定铣削过程中,因此需要对铣削信号进行预处理,以筛选出稳定的铣削信号段,并去除空走刀、切入和切出这些噪声阶段。目前,铣削信号的预处理通常依赖于手工绘图和操作人员的主观判断来识别稳定铣削阶段,这种方法不仅增加了操作人员的负担,而且容易出错。此外,操作人员在判断时通常使用固定的阈值,这只能适用于特定的铣削信号,导致准确度不高。不同的铣削信号需要手动调整阈值,而无法实现阈值的自动适应。
技术实现思路
1、为解决现有技术中存在的不足,本发明提出了一种自适应铣削过程信号噪声智能抑制方法,该方法不仅能自动进行刀具铣削信号的预处理,还通过动态调整阈值来提高信号处理的准确性,从而增强了整个系统的适应性和可靠性。
2、为了实现上述目的,本发明采用的技术方案如下:
3、一种自适应铣削过程信号噪声智能抑制方法,包括以下步骤:
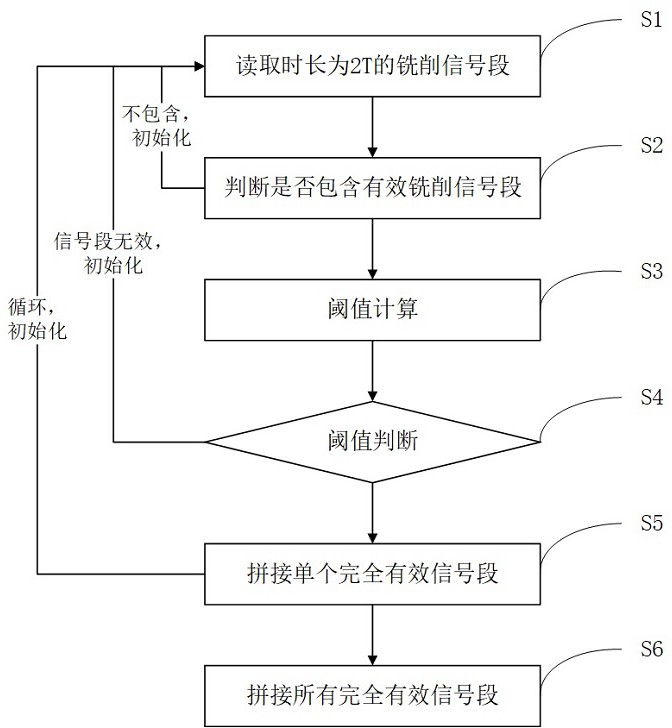
4、s1: 读取持续时间为2t的铣削信号段;
5、s2: 利用信号段的分割和均方根(rms)分析来识别步骤s1中的铣削信号段是否含有有效的铣削信号。如果未检测到有效信号,则进行重置,并返回步骤s1以读取新的铣削信号段;如果检测到有效信号,则进入下一步骤;
6、s3: 对步骤s2中确认包含有效铣削信号的2t时长信号段进行自适应阈值计算;
7、s4: 利用步骤s3计算得到的阈值对信号段进行筛选,以识别准有效信号段。然后,通过信号段的持续时间和均方根值进一步验证准有效信号段的有效性。如果验证结果为无效,则进行重置,并返回步骤s1以读取新的铣削信号段;如果验证结果为有效,则将该信号段标记为完全有效信号段;
8、s5: 将步骤s4中识别的完全有效信号段进行合并,随后进行重置,然后返回步骤s1以读取新的铣削信号段;
9、s6: 通过循环执行步骤s1至s5,完成对整个铣削信号序列的连续读取和评估,并将所有识别的完全有效信号段进行合并,以实现铣削信号的智能预处理;
10、其中,在步骤s1中,t定义为铣削加工单次行程的周期;步骤s2和s4中的重置操作指的是清除步骤s1中的2t时长的铣削信号段;步骤s5中的重置操作指的是清除步骤s1中的从起始点到步骤s4中准有效信号段结束点后a秒的铣削信号段。
11、进一步地,所述a秒被设定为5秒,步骤s1中的2t时长信号段的总时长为100秒。
12、进一步地,在步骤s2中,进一步包括以下子步骤:
13、s201: 将步骤s1中的铣削信号段进行时间分割,每个子信号段的时长为t;
14、s202: 计算每个子信号段的均方根值,并将结果存储在一个数组中,随后将该数组从小到大排序;
15、s203: 从排序后的数组中选择位于x%和y%位置的值作为z1和z2,其中x%设为15%,y%设为85%,z1代表可能的噪声阶段,而z2代表可能的稳定铣削阶段;
16、s204: 通过判断条件z1<0.02*z2是否成立来确定步骤s1中的铣削信号段是否包含有效铣削信号。如果条件成立,则存在有效信号,进入下一步骤;如果不成立,则不存在有效信号,进行重置,并返回步骤s1以读取新的铣削信号段。
17、进一步地,所述步骤s3中,根据阈值公式(z1+z2)/2计算存在有效铣削信号段的2t时长信号段的自适应阈值。
18、进一步地,所述步骤s4中,包括以下子步骤:
19、s401: 利用均方根值和阈值的比较来识别信号的起始点和结束点,以确定准有效信号段;
20、s402: 判断准有效信号段的时长是否在预估的稳定铣削时长±5秒的范围内。如果在范围内,则对准有效信号段的首尾各进行b秒的删减,然后进入下一步;如果不在范围内,则进行重置,并返回步骤s1以读取新的铣削信号段;
21、s403: 利用均方根值来验证经过s402步骤删减后的准有效信号段是否为完全有效信号段。如果验证通过,则进入下一步;如果没有通过,则进行重置,并返回步骤s1以读取新的铣削信号段。其中,步骤s402和步骤s403中的初始化是指删除步骤s1中的时长为2t的铣削信号段。
22、进一步地,在步骤s401中,包含以下子步骤:
23、s401a:将步骤s1中的铣削信号段进行时间分割,每个子信号段的时长为t;
24、s401b:遍历每个子信号段,计算其均方根值;
25、s401c:通过比较前20个子信号段和后20个子信号段的均方根值与阈值的大小,来识别信号的起始点和结束点,从而确定准有效信号段。
26、进一步地,在步骤s401c中,起始点信号段判断条件为:前20个子信号段中至少75%的均方根值小于阈值,而后20个子信号段中至少75%的均方根值大于阈值;结束点信号段的判断条件为:前20个子信号段中至少75%的均方根值大于阈值,而后20个子信号段中至少75%的均方根值小于阈值。
27、进一步地,在步骤s402中,如果准有效信号段的时长在预估的稳定铣削时长25秒至35秒的范围内,则b秒被设定为5秒。
28、进一步地,在步骤s403中,准有效信号段被判断为完全有效信号段的条件为:信号段前5%的均方根值的5倍小于最后5%的均方根值,或者最后5%的均方根值的5倍小于前5%的均方根值。
29、进一步地,均方根计算公式如下:
30、
31、式中: 表示均方根, 表示数据的总数, 表示第 个数据的值。
32、与现有技术相比,本发明具有以下显著优势:
33、(1)本发明通过自动信号段分割和均方根(rms)分析,判断2t时长的铣削信号段中是否存在有效信号,并进行动态阈值计算。利用这些阈值,进一步筛选出准有效信号段,并通过信号段的持续时间和rms值来验证其有效性。有效信号段随后被拼接,并通过循环执行这一过程,实现整个信号序列的自动读取和判断。本发明自动筛选出稳定铣削的信号段,并抑制了空走刀、切入和切出这些噪声阶段。这一全自动化过程减少了操作人员的手动操作需求,降低了工作负担。同时,通过不断初始化和循环执行,本发明实现了阈值的自适应调整,提高了铣削信号处理的准确性,且无需操作人员手动调整阈值,节约了人力成本。
34、(2)本发明特别将2t时长的铣削信号段设置为100秒,并在步骤s5的初始化过程中,将a秒设置为5秒,即从步骤s1的起始点到步骤s4中准有效信号段结束点后删除5秒的信号段。这些具体设置进一步提高了铣削信号处理的准确性。
35、(3)本发明在步骤s2中,本发明通过将铣削信号段分割成t时长的子段,并对rms值进行排序,选择特定百分比位置的值,通过条件z1<0.02*z2来判断信号段中是否含有有效铣削信号。这种方法通过精确的信号段分割和阈值计算,实现了对有效信号段的准确识别。
36、(4)本发明在步骤s4中,本发明通过逐步判断准有效信号段的首尾端点、时长,并在步骤s402中对信号段进行b秒的删减,最终确认完全有效信号段。在步骤s401中,通过为信号段前后20个子段设置具体的判断条件,有效识别了起始点和结束点信号段。
37、(5)本发明将预估的稳定铣削时长设定在25秒至35秒的范围内,这是一个经过实践优化的时长选择,为信号有效性判断提供了更准确的时间依据。同时,将步骤s402中的b秒设为5秒,进一步提高了对有效铣削信号划分的精度。步骤s403中的判断条件确保了对完全有效信号段的准确判断。此外,本发明采用的均方根计算方法简单、灵敏,能够准确反映数据分布的特征。
本文地址:https://www.jishuxx.com/zhuanli/20241118/328887.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表