一种钓鱼竿钓线导线器的制作方法
- 国知局
- 2024-11-19 09:29:02
本发明涉及渔具配件,具体为一种钓鱼竿钓线导线器。
背景技术:
1、钓鱼作为一项户外休闲运动,随着钓鱼爱好者的增多,钓鱼用具种类也越来越多,人们对钓鱼用具的要求也越来越高,钓鱼用具与垂钓者的垂钓水平和垂钓效率相关。
2、如公开号为cn208739938u的一种钓鱼用具用导线器及钓鱼用具,涉及渔具配件的技术领域,解决了现有技术中存在的钓鱼用具出线和收线使用不方便的技术问题。该装置包括导线器本体,其中,导线器本体与钓鱼用具的线杯转动连接,导线器本体上设置有出线口和导向槽,导线器本体存在出线状态和收线状态,当导向器本体处于出线状态时,鱼线能经过出线口向钓鱼用具的外部出线;当导线器本体在钓鱼用具的驱动装置驱动下转动至收线状态时,鱼线能经过导向槽绕设在线杯上。
3、但是在实际使用过程中,鱼上钩后,会四处逃窜,从而导致鱼线会与导线器发生小于90度折角,此时收线,鱼线始终在导线器上来回刮动,不仅增加收线的难度,还容易造成与鱼线磨损,甚至断裂,使用寿命短。
4、所以我们提出了一种钓鱼竿钓线导线器,以便于解决上述中提出的问题。
技术实现思路
1、本发明的目的在于提供一种钓鱼竿钓线导线器,以解决上述背景技术提出鱼上钩后,会四处逃窜,不仅增加收线的难度,还容易造成与鱼线磨损的问题。
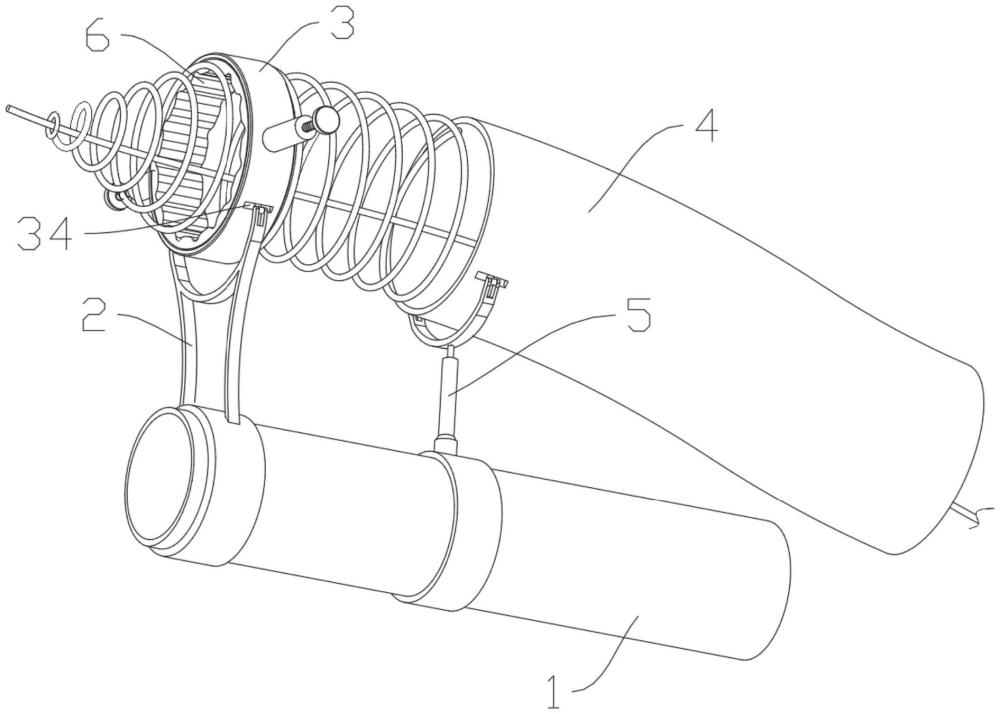
2、为实现上述目的,本发明提供如下技术方案:一种钓鱼竿钓线导线器,包括固定套筒和安装在所述固定套筒上端的第一支撑机构,所述第一支撑机构的上端安装有第一导线机构;
3、所述第一导线机构包括第一导线环,所述第一导线环的内壁上固定安装有滑轨;
4、所述第一导线机构的一侧安装有第二导线机构,所述第二导线机构和所述固定套筒之间共同连接有第二支撑机构;
5、所述第一导线机构的内部设置有第三导线机构,所述第三导线机构包括设置在所述第一导线环内部的橡胶套环,所述橡胶套环的外周开设有第一滑槽,所述滑轨滑动安装在所述第一滑槽中;
6、所述橡胶套环的内壁上安装有内导线环;
7、所述橡胶套环的一端固定安装有锥形弹簧,所述锥形弹簧的一端固定安装有出线环体;
8、内导线环包括凹槽板,所述凹槽板两端固定安装有凸起板,多个所述凹槽板和所述凸起板共同组合成环形结构,所述凹槽板上开设有出油孔,所述橡胶套环的内部设置有海绵内芯,所述橡胶套环的外周等距开设有多个第二通孔;
9、第一导线环由所述内导线环和外导线环组成,其中所述内导线环为陶瓷件,其外径与所述外导线环的内径相等,所述内导线环固定安装在外导线环内;
10、所述第一支撑机构包括固定安装在所述固定套筒上的第一固定环,所述第一固定环上端的两侧固定安装有两个第一支撑杆,相邻两个第一支撑杆之间共同安装有稳固杆,两个所述第一支撑杆的上端共同转动有第一球形关节;
11、所述第一支撑机构材质为纤维增强热塑性材料,并与所述外导线环一体成型;
12、所述第一导线环与所述第一支撑机构构成第一导向器,第二导线机构与第二支撑机构构成第二导向器。
13、优选的,所述第一导向器的制造工艺,包括以下步骤:
14、s1、制备纤维增强热塑性材料;
15、s2、根据外导线环和第一支撑机构的形状制作模具;
16、s3、将所述纤维增强热塑性材料注入所述模具中注塑成型,脱模后进行磁力清洗,分别得到第一支撑机构和一体成型的加固套筒、外导线环;
17、s4、制备内导线环,再将内导线环、海绵内芯、橡胶套环由内到外装配在一起,最后将成品安装在外导线环内;
18、s5:重复上述步骤,制作第二导线机构与第二支撑机构,并进行装配;
19、其中,步骤s1中,先将热塑性塑料原料加热至熔融状态,再将热塑性塑料原料浸润纤维材料,得到混合材料;将混合材料冷却并牵拉和裁切,得到所述纤维增强热塑性材料;
20、热塑性塑料原料为pa、para、ppo、ppa、pps、pom中的一种;纤维材料为碳纤维、玻璃纤维、金属纤维、芳纶纤维中的一种;
21、步骤s3中,将纤维增强热塑性材料进行烘干、加热至熔融状态,再将其注入模具并冷却定型;
22、烘干的温度为50℃-100℃,烘干时间为2-4小时;
23、将烘干后的所述纤维增强热塑性材料加热至300℃-350℃;
24、在将所述纤维增强热塑性材料注入模具前,先将模具加热至50℃-160℃。
25、优选的,步骤s4中,还包括以下步骤:
26、s401:首先制作内导线环的胚胎,选取以下重量份物料:氧化锆56-60份、氧化铝25-28份、氧化铈7-8份、氧化镧5份、硼砂4-5份和氮化硼2-3份制成混合粉末,过200目筛后加入海藻酸钠、木质素磺酸钠、六偏磷酸钠、聚乙二醇和去离子水制得混合物;
27、s402:投入行星式高能球磨机中,采用乙醇作为球磨介质,其中混合料、乙醇、研磨球的添加质量比为1:(0.8~1.2):(1.8~2.5),经高能球磨4h~12h,得出泥料,将球磨好的泥料进行除气,除去泥料中的气泡,后于45-50℃下陈腐25-30天,得泥浆,所得浆料经干燥研磨后,过200目~300目筛,得到陶瓷原料粉体;
28、s403:将得到的复合粉体添加其自身重量的0.5%~1%的粘结剂,进行造粒处理,过60目~100目筛,造粒品经模压成型后得出内壁呈凹凸状的环形结构,喷雾干燥后,得到成型品;
29、s404:将坯体送入窑炉中,在氮气的氛围下,将预烧体分为三个阶段进行煅烧,煅烧结束后自然冷却至室温,即得;
30、s405:利用雕刻机在第一导线环的外周开设出第一通孔和适配第一球形关节的第二滑槽;
31、s406:利用多个振动送料盘分别将第一导线环和一体结构的第一固定环、第一支撑杆、稳固杆,以及第一球形关节输送到装配工作台;
32、s407:由装配机将第一球形关节的一端安装在稳固杆的一端,并将第一球形关节卡接在第二滑槽中;
33、s408:将导线器放到工作台的黏结治具上,在第一导线环内涂抹树脂胶,将内导线环压入外导线环中,所得产品即为成品钓线导向器的第一导线器;
34、s409:在成品第一导线器的两端分别焊接第一弹簧和锥形弹簧。
35、优选的,所述第一导向器的制造工艺,在步骤s409中,锥形弹簧和第一弹簧均采用钢丝制成,其中锥形弹簧的制作工艺包括以下步骤:
36、s4091:将穿出的钢丝收卷在收卷机上,利用收卷机转动拉动钢丝运动;
37、s4092:在收卷机出口的一侧安装加热器,对钢丝进行加热,以消除钢丝应力,清除钢丝表面的氧化层和异物,将磷化液喷淋在钢丝表面,进行磷化并冲洗掉钢丝表面的异物;
38、s4093:将酸洗磷化后的钢丝放到主动放线装置中,矫直后的钢丝经放线导轮放出;放线后的钢丝再依次经若干道拉拔模具拉拔成所需形状及尺寸规格的成型钢丝;
39、s4094:经拉拔后的成型钢丝从喷丸机内腔中贯穿,对成型钢丝的外延表层进行喷丸造孔,喷丸处理后的成型钢丝外延表层会布满微孔;
40、s4095:准备润滑油桶,润滑油渗入涂覆刷上,利用两个涂覆刷对弹簧钢丝的表面进行润滑油的涂覆处理,润滑油渗入微孔中,弹簧钢丝的表面还形成一层润滑膜,最后弹簧钢丝穿过烘干槽的内部;
41、s4096:对弹簧钢丝进行淬火——回火处理,热处理后的弹簧钢丝的外围形成一层外表面氧化层,并伴随着钢丝的变形具有脆性的外表面氧化层逐渐脱落而失效;而与此同时,内含润滑的次表面自润滑层受到变形应力及变形热影响,固态润滑相会自发形成连续的润滑相膜,接替外表面氧化层来继续润滑弹簧钢丝表面,确保在卷制弹簧过程中弹簧钢丝的表面始终处于自润滑状态;
42、s4097:锥形弹簧的一端焊接在第一导线环上,另一端与其自身焊接,形成环形结构。
43、制作第二导向器,其制造工艺包括以下步骤:
44、第二导向器的材质同样为玻璃纤维增强热塑材料,制备该材料的设备包括纤维卷群组、拉挤树脂槽、湿式浸洗槽、牵引装置、裁断机、包装机。与上述第一导向器操作方法一致:
45、重复上述步骤,制作第二导线机构与第二支撑机构。
46、优选的,所述第一导线环上开设有第一通孔,所述第一导线环外周的两侧均开设有第二滑槽,所述第一球形关节滑动安装在所述第二滑槽中。
47、优选的,所述第二导线机构包括第二导线环,所述第二导线环和所述第一导线环之间共同安装有第一弹簧,所述第二导线环外周的两侧开设有第三滑槽。
48、优选的,所述第二支撑机构包括固定安装在所述固定套筒上的第二固定环,所述第二固定环的上端固定安装有连接块,所述连接块的上端转动安装有第三球形关节,所述第三球形关节的上端固定安装有伸缩套筒。
49、优选的,所述第二导线机构还包括滑动安装在所述第三滑槽中的第二球形关节,两个所述第二球形关节之间共同转动安装有第二支撑杆,所述第二支撑杆的下端固定安装有滑杆,所述滑杆的下端固定安装有滑块,所述滑块滑动安装在所述伸缩套筒中,所述滑块和所述伸缩套筒之间共同连接有第二弹簧;
50、优选的,所述第一导向器的制造工艺,其中第二导线机构的工艺如下:
51、s1、支架制作:通过模具浇筑出第二支撑杆、滑杆、滑块、第二固定环、连接块、伸缩套筒的形状,将第二弹簧装配在滑杆上,并将第二支撑杆、滑杆焊接固定在一起,并将滑杆穿入伸缩套筒中;
52、s2、关节装配:在第二支撑杆的上端开设出槽体,与第二球形关节48进行装配;
53、s3、回火处理:将上述装配好的组件进行回火处理,使第二弹簧的钢丝直径增大,从而使第二弹簧紧密包裹在滑杆上;
54、s4、精加工:将上述组件进行磁力抛光、钝化和收口处理。
55、在步骤s1中,第二弹簧与滑杆之间为间隙配合,且间隙值为0.04~0.05mm。
56、第二弹簧采用的钢丝材料均选用1cr18n i9,热处理回火温度为350±10℃,且热处理前第二弹簧外径尺寸控制在0~0.1mm。
57、优选的,所述第一导线机构的外周还设置有注油机构,所述注油机构包括固定安装在所述第一导线环外周的加固套筒,所述加固套筒的内部设置有储油筒,所述储油筒的一端与所述第一通孔相互连通,所述储油筒的一侧开设有第三通孔,所述储油筒的内部滑动安装有活塞头,所述活塞头的一端固定安装有螺纹杆,所述螺纹杆与所述加固套筒螺纹连接,所述螺纹杆的一端固定安装有把手。
58、与现有技术相比,本发明的有益效果是:
59、1、鱼线延长后,依次穿过多个第二导线机构、内导线环、锥形弹簧和出线环体,当有鱼上钩后,鱼类拖拽鱼线,并游至与鱼竿距离较远的位置时,锥形弹簧发生弯折,并与鱼线的一侧抵触,极大程度上增加了鱼线因拖拽而产生的弧度,便于收线,解决了背景技术中提出的鱼上钩后,会四处逃窜,不仅增加收线的难度,还容易造成与鱼线磨损的问题。
60、2、第一导线环和第二导线环的角度可调节,当第一导线环发生角度变化时,第一弹簧发生形变,还带动第二导线环发生形变,滑杆、滑块向上运动,第二弹簧被压缩,进一步地起到了缓冲、防护的作用,当鱼线停止受力后,在第二弹簧、第一弹簧的共同配合下,第一导线环和第二导线环均可复位,可重复地进行多次使用。
61、3、多个凹槽板和凸起板共同组合成环形结构,当鱼线贴合内导线环时,会卡在凹槽板中,随着鱼的四处游窜,驱动内导线环在第一导线环中摆动,减少了磨损,当鱼线贴合于凹槽板中时,相对应的海绵内芯受到挤压,进一步地起到缓冲的作用。
62、4、当鱼线贴合于凹槽板中时,相对应的海绵内芯受到挤压,润滑油即可从出油孔流出,并浸湿鱼线,因此,在收线的过程中,鱼线得到润滑,进一步地减少了鱼线的磨损。
63、5、随着上钩后鱼类的摆动,内导线环不停地摆动,当其再次与第三通孔、第二通孔相连通,即可为海绵内芯内部的润滑油进行补充。
64、6、第一导线器安装在钓竿上时,能够具有良好的导线效果,鱼线与第一导线器之间的阻力小,钓竿在使用时不受第一导线器的影响,本实施例的导线器质量轻,强度好,使用寿命长。
本文地址:https://www.jishuxx.com/zhuanli/20241118/328963.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表