用于固体火箭发动机自动化试验线的压强传感器转接装置的制作方法
- 国知局
- 2024-11-19 10:04:47
本发明属于固体火箭发动机测试,具体涉及用于固体火箭发动机自动化试验线的压强传感器转接装置。
背景技术:
1、推进剂燃速是影响固体火箭发动机内弹道性能的重要因素之一,目前通常采用某固体标准发动机进行动态燃速测试表征,而燃速测量主要依据发动机燃烧室压强进行计算。因此,在标准发动机地面点火试验中必须保证压强数据的获取率。
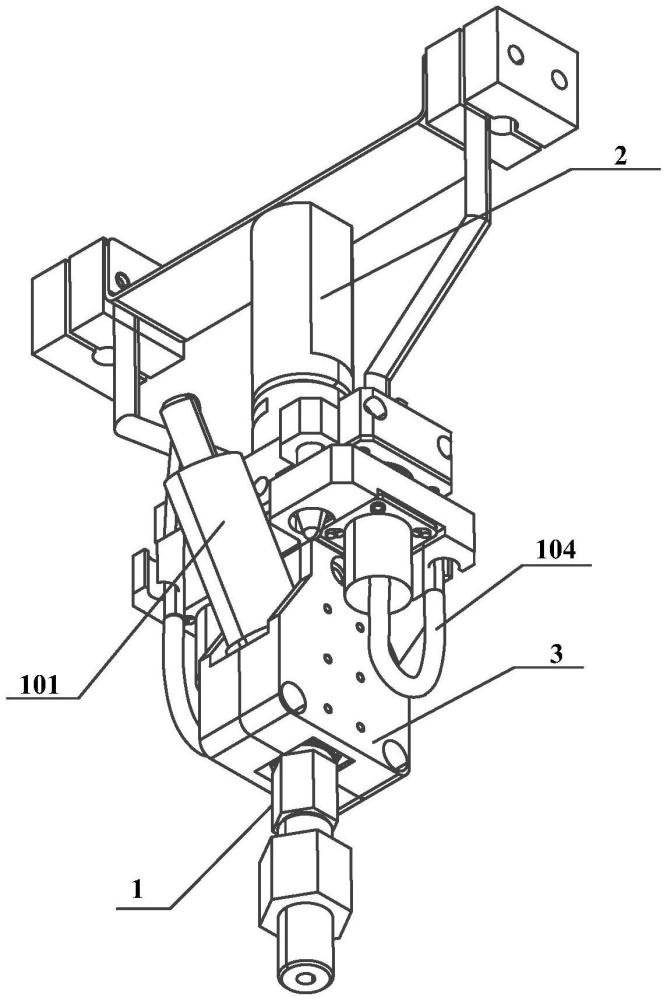
2、如图1所示为传统压强传感器三通组件,标准发动机测试通常利用压强传感器三通装置实现压强信号的冗余测试,即从发动机1个测压孔分出2路,分别由2个压强传感器进行独立测试。每个压强传感器与测试设备之间由一根对应测试电缆连接,独立进行压强信号的采集。为确保在试验过程中连接可靠,连接方式采用七芯旋转卡口式航空插头。采用传统的三通转接装置试验过程中,压强传感器通过长缆与信号采集系统连接,由于传感器尾部带有一段短线缆,若将压强传感器通过该三通转接装置直接应用于自动化安装试验,首先,在安装置发动机时会导致两段短线缆缠绕,使得自动安装过程存在风险,同时自动接线过程中,受限于现场环境,无法实现高精度定位,因此会导致接插件公头无法安全可靠地通过机械爪自动对接至传感器的接插件母头上,因此该装置只能满足现有人工操作,无法满足标准发动机自动化线的测试需求。
技术实现思路
1、本发明的目的在于解决标准发动机地面点火试验中采用传统压强传感器三通装置不能满足自动化试验线需求的问题,而提供用于固体火箭发动机自动化试验线的压强传感器转接装置。本发明通过在传统三通结构上下两端设计对接结构,使2个传感器传感器输出线缆通过焊接航插件母头固定在本发明底部的第二对接结构上,将测试线缆通过焊接航插件公头固定在本发明顶部的第一对接结构上,安装时将公头与母头对插,配合机械臂抓手,通过机械臂自动旋入发动机压力测试孔,实现自动化试验线的自动接线及试后自动拆除。
2、为实现上述目的,本发明所提供的技术解决方案是:
3、用于固体火箭发动机自动化试验线的压强传感器转接装置,其特殊之处在于:包括三通测压组件、三通测压组件夹持装置、第一对接装置和第二对接装置;
4、第一对接装置包括固定座、测试线缆夹持组件、快速插拔锁紧组件、标准顶珠螺钉以及两个航插插座;两个所述航插插座固设在固定座两端;
5、所述测试线缆夹持组件用于夹持所述测试线缆,测试线缆两端分别与测试设备和航插插座相接;
6、所述固定座底部中心设有柱状凸台,固定座中部沿轴线开有中心安装孔;所述柱状凸台侧壁设有径向通孔,用于安装所述标准顶珠螺钉;
7、所述快速插拔锁紧组件竖直设置在中心安装孔上端,且快速插拔锁紧组件两端分别与固定座和测试线缆夹持组件固定连接;快速插拔锁紧组件用于与外部机器人的机械爪配合,实现机器人与第一对接装置的快速连接;所述机器人用于夹持转运所述第一对接装置;
8、所述第二对接装置包括固定盖板、快速锁紧安装座以及两个航插插头;
9、两个所述航插插头固设在固定盖板两端,所述航插插头能够与所述航插插座对接;
10、所述快速锁紧安装座固定安装在固定盖板中部,能够与所述固定座底部柱状凸台的中心安装孔配合;所述快速锁紧安装座外壁上设有环形凹槽,所述标准顶珠螺钉的钢珠顶在所述环形凹槽中;通过调节标准顶珠螺钉与环形凹槽的配合深度,能够调节第一对接装置与第二对接装置的卡紧程度;
11、所述三通测压组件包括两个压强传感器、以及用于将压强传感器输入端与发动机测压孔旋接的螺纹转接头;三通测压组件被夹持在所述三通测压组件夹持装置内;
12、所述三通测压组件夹持装置的顶部固定在第二对接装置固定盖板的底部,且传感器输出线缆接在所述航插插头内。
13、进一步地,所述第一对接装置的固定座上设有两个竖直向下的定位销;
14、所述第二对接装置的固定盖板上设有定位销导引孔;
15、所述定位销用于与所述定位销导引孔配合;
16、两个所述定位销为非对称设置。
17、进一步地,所述快速插拔锁紧组件包括轴套、弹簧卡扣、弹簧和支撑件;所述轴套顶部与测试线缆夹持组件固定,轴套侧壁上设有若干沿轴套长度方向排布的机械爪抓持孔,外部机器人的机械爪能够夹持在所述机械爪夹持孔内;
18、所述轴套中心沿轴向设有台阶孔,弹簧卡扣位于轴套的台阶孔内,能够沿台阶孔上下滑动,且所述弹簧卡扣的头部能够卡在所述机械爪夹持孔中;
19、所述弹簧卡扣包括同轴连接的头部和本体,头部位于台阶孔的上段孔中;
20、所述弹簧套装在弹簧卡扣本体上,且位于台阶孔的下段孔中;
21、所述弹簧卡扣本体底部固定连接有支撑件,所述弹簧沿轴套轴向限位在轴套台阶孔的下台阶面与支撑件之间。
22、进一步地,所述弹簧卡扣的头部为锥形,锥形头部大端与轴套台阶孔的上段孔小间隙配合,锥形头部大端直径大于弹簧卡扣本体的直径。
23、进一步地,所述支撑件包括螺杆和支撑板,所述螺杆垂直连接在支撑板中部;
24、所述弹簧卡扣本体底部沿轴向设有中心螺纹孔,所述螺杆与所述中心螺纹孔配合连接;
25、所述支撑板的尺寸小于所述轴套台阶孔的下段孔的孔径;
26、所述弹簧沿轴套轴向限位在轴套台阶孔的下台阶面与支撑板之间。
27、进一步地,所述第一对接装置的固定座两端中部设有弧形安装槽,所述航插插座竖直位于弧形安装槽内;
28、还包括插座压紧盖板,所述插座压紧盖板中部设有与固定座上弧形安装槽相同弧形安装槽;所述插座压紧盖板压紧固定在固定座端部后,两个弧形安装槽对接形成与航插插座外壁匹配通孔。
29、进一步地,所述测试线缆夹持组件包括一u型支架和两个固定在所述u型支架两端的夹持件;
30、所述u型支架底部中心与所述快速插拔锁紧组件的轴套顶部固定连接;
31、所述测试线缆被夹持在所述夹持件的夹持孔内。
32、进一步地,所述第二对接装置的固定盖板上对称的两边缘中心位置设有大缺口,避免安装三通测压组件时固定盖板与压强传感器发生干涉。
33、进一步地,所述固定盖板对角边缘还设有卡槽,用于将传感器传感器输出线缆本体卡在所述卡槽中;
34、所述卡槽包括位于固定盖板边缘处的开口和与开口连接的圆形槽,开口尺寸小于传感器输出线缆的直径,防止传感器输出线缆进入圆形槽之后从卡槽中脱出。
35、进一步地,所述快速锁紧安装座内沿轴向设有六棱柱孔,所述六棱柱孔的六角位置沿轴向设有弧形槽;所述六棱柱孔用于与外部自动旋拧装置的卡接端配合,便于通过外部自动旋拧装置快速将第二对接装置安装在发动机上。
36、本发明的优点是:
37、1、本发明在传统三通测压组件基础上设计可相互对接连接的第一对接装置和第二对接装置,测试线缆一端焊接在第一对接装置上的航插插座上,测试线缆另一端接在测试设备上;三通测压组件固定在第二对接装置上,且三通测压组件的两个传感器输出线缆焊接固定在第二对接装置上的航插插头上,在自动化试验过程中,通过机器人机械爪夹持第二对接装置将三通测压组件自动旋入发动机的测压孔中,再通过机械爪夹持第一对接装置,将航插插座与航插插头对接,实现发动机、三通测压组件及测试设备的快速接线及试后拆线,自动化程度高,满足发动机自动化试验线的需求。
38、2、本发明中通过在第一对接装置中设置两个定位销,且定位销位置为非对称设计,保证机械爪将第一对接装置插接在第二堆接装置上时不会出现左右接反的问题,实现传感器测试信号与测试设备接线关系一一对应。
39、3、本发明中第一对接装置上设计有快速插拔锁紧组件,快速插拔锁紧组件外壁上设有机器人机械爪抓持孔,机械爪与快速插拔锁紧组件中弹簧和弹簧卡扣配合,实现机械爪与第一对接装置的快速夹持,进一步提供试验线的自动化程度。
40、4、本发明中第一对接装置底部与第二对接装置顶部通过轴孔插接配合,并在第一对接装置底部圆柱结构上安装一对标准顶珠螺钉,第二对接装置顶部顶部圆柱结构外壁设有与标准顶珠螺钉的钢珠相配合的环形凹槽,通过调节标准顶珠螺钉旋入环形凹槽的深度,实现第一对接装置和第二对接装置卡紧程度的调节,使得两者可靠连接,确保试验过程中不会产生因发动机点火带来的冲击强振导致测试线缆断开而引起关键推压力测试参数未采集的风险。
41、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
本文地址:https://www.jishuxx.com/zhuanli/20241118/331440.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
层叠陶瓷电容器的制作方法
下一篇
返回列表