一种差速器壳体自动化生产线的制作方法
- 国知局
- 2024-11-21 11:49:33
本发明涉及自动化控制,具体为一种差速器壳体自动化生产线。
背景技术:
1、差速器是汽车传动系统中的重要部件,它的作用是在汽车转弯时,使左右车轮以不同的转速旋转,从而保证汽车的平稳行驶,差速器壳体是差速器的重要组成部分,它的质量和性能直接影响到差速器的工作效率和可靠性,随着汽车工业的不断发展,差速器壳体的需求量也在不断增加,传统的差速器壳体生产方式主要采用人工加工和装配,这种生产方式不仅效率低下,而且质量难以保证。为了提高差速器壳体的生产效率和质量,自动化生产线应运而生。
2、当前设备使用过程中,仍具有许多不便之处;
3、具体缺陷如下:
4、其一,将差速器壳体从一个工位输送到另一个工位的过程中,差速器壳体由于自身形状和尺寸限制,会导致其在输送过程中易受到传送带传动过程自身的震动从而导致差速器壳体易从放置平台上掉落,且输送过程中会发生差速器壳体偏移,例如由于输送带的张力不均匀、电机的转速不稳定等原因,传送带停止时差速器壳体由于自身惯性从而导致差速器壳体在输送过程中发生位置偏移,导致后续加工设备机械臂抓取困难。
5、其二,输送带经过长时间的使用,动力履带长时间使用皮带易产生磨损或变形等问题,从而导致平台在输送过程中位置发生偏差,并且控制系统存在故障或误差,导致输送带和机器臂的运动不准确,从而影响抓取位置的准确性,差速器壳体放置平台位置不准确,需要花费更多的时间来调整加工设备机械臂抓取位置,从而导致差速器壳体生产效率降低,并且机器臂抓取位置不准确,会导致机器臂与其他设备发生碰撞,从而增加设备故障的风险。
6、因此,本发明提出一种差速器壳体自动化生产线,以弥补和改善现有技术的欠缺之处。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种差速器壳体自动化生产线,解决了上述背景技术中提出的差速器壳体在平台在输送过程中位置易发生偏差以及差速器壳体放置平台定位不准确的问题。
3、(二)技术方案
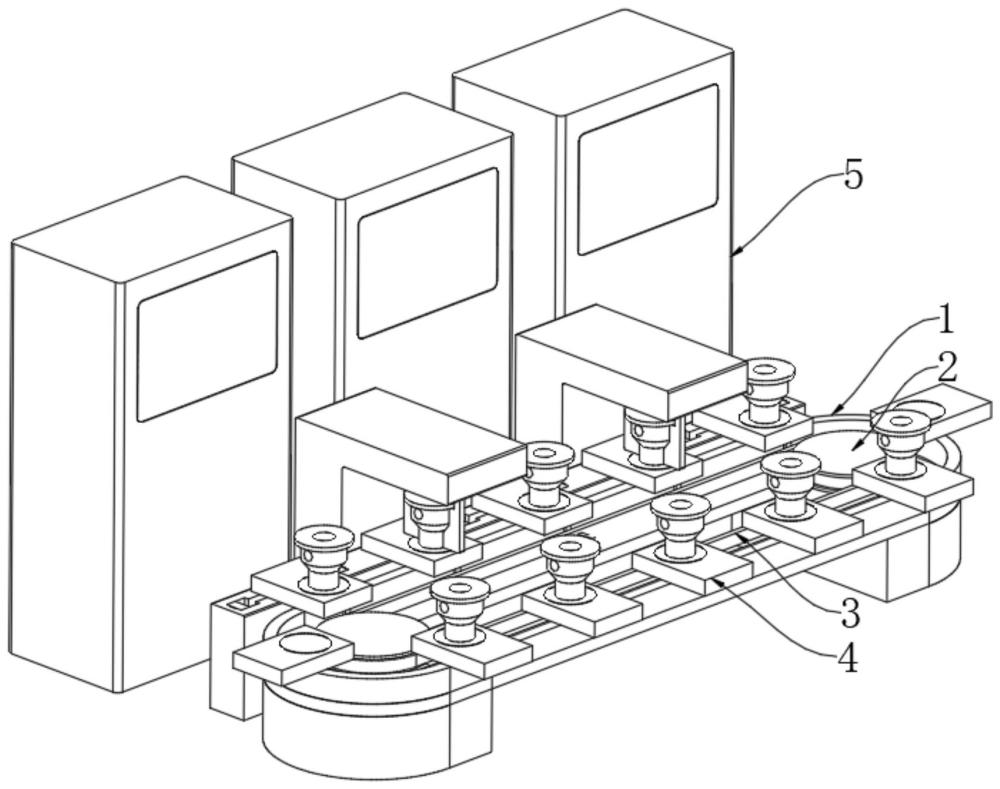
4、为实现以上目的,本发明通过以下技术方案予以实现:一种差速器壳体自动化生产线,包括滑轨底座,所述滑轨底座两端上表面均转动连接有主体传动轮,两个所述主体传动轮的表面传动连接有传动皮带,所述滑轨底座的上表面滑动连接有放置平台,所述放置平台的一端固定连接于传动皮带的上表面,所述滑轨底座的一侧设置有多个加工装置,所述放置平台的内部设置有对加速器壳体进行限位的限位机构,所述滑轨底座的侧面设置有对放置平台位置进行定位的定位机构,所述定位机构的侧面设置有对放置平台表面加速器壳体尺寸进行检测的检查机构。
5、优选的,所述限位机构包括有壳体构件,所述放置平台的内部滑动连接有动力滑板,所述动力滑板的上表面设置有壳体构件,所述放置平台的内部滑动连接有中心推轴,所述中心推轴滑动连接于动力滑板的内部,所述动力滑板的内部固定连接有一号弹簧,所述一号弹簧与中心推轴之间固定连接,所述放置平台的内部固定连接有二号弹簧,所述二号弹簧与中心推轴之间固定连接,所述中心推轴的表面固定连接有多个二号推板,所述动力滑板的上表面滑动连接有抵面板,所述抵面板的表面固定连接有一号推板,所述二号推板的两端均转动连接有收缩推杆,所述收缩推杆的一端均转动连接于一号推板的表面。
6、优选的,所述二号弹簧的劲度系数大于一号弹簧的劲度系数。
7、优选的,多个所述二号推板均匀分布在中心推轴的表面,所述抵面板外表面均固定连接有橡胶垫。
8、优选的,所述定位机构包括有定位侧框,所述定位侧框固定连接于滑轨底座的侧面,所述定位侧框的内部滑动连接有横向滑块,所述定位侧框的内部滑动连接有动力滑块,所述动力滑块的两端均转动连接有动力拉杆,所述动力拉杆一端均转动连接于横向滑块的内部,所述横向滑块的内部固定连接有固定滑轴,所述固定滑轴的表面滑动连接有调节滑杆,所述调节滑杆为l字形,所述调节滑杆的上表面固定连接有滑动夹块,所述定位侧框的内部开设有调节槽,所述定位侧框调节槽的内部滑动连接有调节卡轴,所述调节卡轴固定连接于调节滑杆的内部。
9、优选的,所述调节滑杆的滑动距离大于滑动夹块的厚度,所述滑动夹块靠近放置平台的一面均固定连接有橡胶垫。
10、优选的,所述横向滑块设置有两个,两个所述横向滑块以动力滑块为轴对称设置。
11、优选的,所述检查机构包括有检查框,所述检查框固定连接于定位侧框的表面,所述定位侧框的内部滑动连接有蓄力拉杆,所述蓄力拉杆与定位侧框之间固定连接,所述定位侧框的内部滑动连接有外滑块,所述蓄力拉杆滑动连接与外滑块的内部,所述外滑块的内部固定连接有五号弹簧,所述五号弹簧与蓄力拉杆之间固定连接,所述定位侧框的内部滑动连接有限位推杆,所述定位侧框的内部固定连接有三号弹簧,所述三号弹簧与限位推杆之间固定连接,所述限位推杆的远离蓄力拉杆的一端内部滑动连接有连接卡块,所述限位推杆的远离蓄力拉杆的一端内部固定连接有四号弹簧,所述四号弹簧与连接卡块之间固定连接,所述外滑块的表面固定连接有蓄力卡块,所述蓄力拉杆的表面固定连接有动力卡块,所述外滑块的表面固定连接有齿块,所述定位侧框的表面转动连接有动力齿轮,所述检查框的内部转动连接有三号转动轮,所述三号转动轮与动力齿轮的表面传动连接有动力皮带,所述外滑块表面齿块与动力齿轮之间相啮合,所述检查框的内部转动连接有一号转动轮与二号传动轮,所述一号转动轮与二号传动轮之间传动连接有带动皮带,所述一号转动轮的下表面转动连接有检查卡框,所述二号传动轮与三号转动轮之间固定连接有连接中轴。
12、优选的,所述限位推杆靠近横向滑块一端与连接卡块的表面均设置为斜面,所述连接卡块位于蓄力卡块的滑动路径内部。
13、(三)有益效果
14、本发明所提供的差速器壳体自动化生产线,具备以下有益效果:
15、1、通过放置平台与限位机构的配合使用,通过抵面板推动壳体构件到达放置平台表面检查区域且对其进行限位,解决了差速器壳体在平台在输送过程中位置易发生偏差的问题,限位机构可以将壳体构件快速、准确地限位在放置平台表面,减少了人工调整的时间和工作量,提高了生产效率,并且限位机构可以确保差主体传动轮在放置平台表面的位置准确无误,避免了因位置偏差而导致的产品质量问题,并且避免了输送过程中壳体构件受到传动皮带传动过程自身的震动从而导致主体传动轮从放置平台上掉落的问题。
16、2、通过放置平台与定位机构的配合使用,通过两侧的滑动夹块向放置平台靠拢,进而推动放置平台在滑轨底座表面滑动,使放置平台表面的壳体构件位于机械爪的抓取位置,并对放置平台进行固定,解决了主体传动轮定位不准确的问题,确保放置平台在加工装置内部机械爪的抓取位置,减少了因加工装置内部机械爪抓取位置不准确而导致的生产线停机或故障的可能性,提高了生产线的稳定性,并且配合限位机构的使用确保壳体构件在机械爪的抓取位置,减少了因机械爪抓取位置不准确而导致的壳体构件损坏或变形的可能性,提高了产品质量。
17、3、通过定位机构与检查机构的配合使用,通过检查卡框内侧的传感器对壳体构件进行环绕一周的检测,从而对主体传动轮表面瑕疵进行检测报警,主体传动轮从一个工位输送到另一个工位的过程,通过对主体传动轮尺寸进行检测,可以及时发现尺寸不符合要求的产品,避免不合格产品流入下一道工序,从而保证产品质量,并且通过对主体传动轮尺寸进行检测,可以及时发现尺寸不符合要求的产品,避免不合格产品流入下一道工序,从而减少返工和报废的数量,降低生产成本。
本文地址:https://www.jishuxx.com/zhuanli/20241120/332889.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表