修磨方法及装置与流程
- 国知局
- 2024-11-25 15:00:18
本发明涉及表面缺陷确定,尤其涉及一种修磨方法及装置。
背景技术:
1、在带钢生产时,带钢表面通常会存在一些缺陷:氧化皮、异物压入、边裂或其他缺陷,这些缺陷在轧制过程中可能会被拉伸或加深,导致最终产品的表面质量出现问题。为避免带钢表面产品质量出现问题,需要对带钢表面缺陷进行打磨处理。人工打磨存在陷检测困难、缺陷定位不准、产线速度受限、生产效率低、人费时费力等困难。
技术实现思路
1、鉴于上述问题,提出了本技术以便提供一种克服上述问题或者至少部分地解决上述问题的修磨方法及装置。
2、第一方面,提供一种修磨方法,包括:
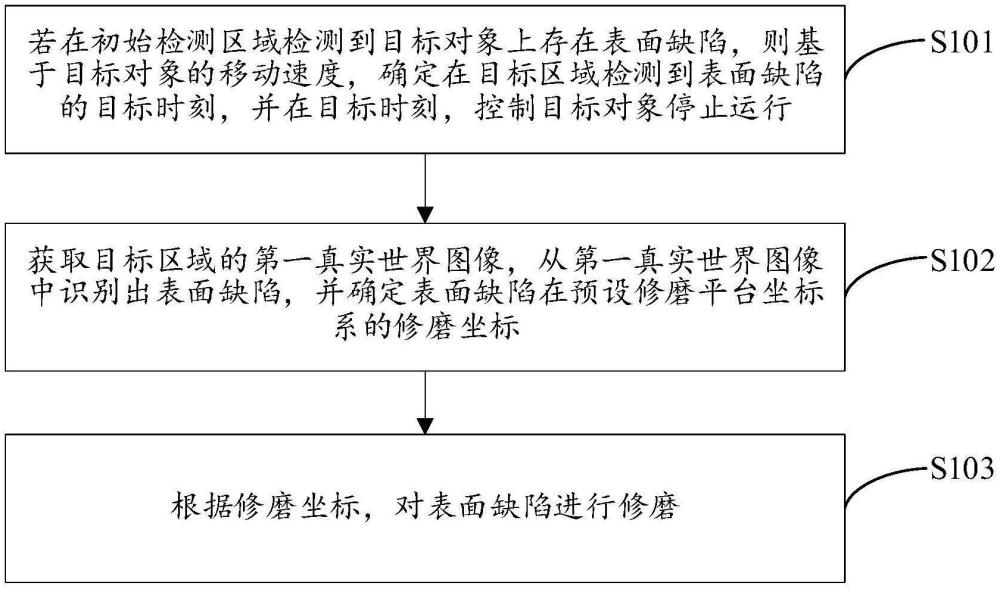
3、若在初始检测区域检测到目标对象上存在表面缺陷,则基于目标对象的移动速度,确定在目标区域检测到表面缺陷的目标时刻,并在目标时刻,控制目标对象停止运行;
4、获取目标区域的第一真实世界图像,从第一真实世界图像中识别出表面缺陷,并确定表面缺陷在预设修磨平台坐标系的修磨坐标;
5、根据修磨坐标,对表面缺陷进行修磨。
6、可选的,在根据修磨坐标,对表面缺陷进行修磨之后,还包括:
7、获取修磨后的目标区域的图像,从修磨后的目标区域的图像中识别出修磨后的目标对象是否合格,若是,则根据修磨坐标,对修磨后的目标对象进行抛光;若否,则根据修磨坐标,对修磨后的目标对象的表面缺陷进行修磨。
8、可选的,获取目标区域的第一真实世界图像,包括:
9、通过多个相机中的每个相机,对目标对象位于目标区域的部分进行图像采集,共得到多个第一图像,多个相机的视角不同;
10、基于设定的透视变换参数、移动拼接参数对多个第一图像进行透视变换和移动拼接,得到第一真实世界图像。
11、可选的,透视变换参数和移动拼接参数通过以下步骤得到:
12、通过多个相机中的每个相机,对位于目标区域的标定板进行图像采集,共得到多个第二图像;
13、针对多个第二图像中的每个第二图像,对该第二图像进行透视变换,得到对应的第三图像,并根据该第二图像与对应的第三图像之间像素的位移信息,确定与该第二图像对应的透视变换子参数;
14、基于每个第二图像对应的透视变换子参数,得到透视变换参数;
15、将多个第三图像进行移动拼接,得到第二真实世界图像,并根据多个第三图像中的每个第三个图与第二真实世界图像之间像素的位移信息,确定与该第三图像对应的移动拼接子参数。
16、基于每个第三图像对应的移动拼接子参数,得到移动拼接参数。
17、可选的,针对多个第二图像中的每个第二图像,对该第二图像进行透视变换,得到对应的第三图像,并根据该第二图像与对应的第三图像之间像素的位移信息,确定与该第二图像对应的透视变换子参数,包括:
18、针对每个第二图像,根据该第二图像的所有角点,创建三维世界坐标系,根据该第二图像对应的标定板区域的边界,在三维世界坐标中对该第二图像的像素进行移动,得到与第二图像对应的第三图像。
19、根据第二图像与第三图像之间对应像素的移动信息,得到透视变换矩阵,以透视变换矩阵,作为透视变换子参数。
20、可选的,将多个第三图像进行移动拼接,得到第二真实世界图像,并根据多个第三图像中的每个第三个图与第二真实世界图像之间像素的位移信息,确定与该第三图像对应的移动拼接子参数,包括:
21、将多个第三图像按照设定的位置排列,针对每个第三图像,确定该第三图像在标定板真实世界图像坐标系中的初始坐标;
22、将每个第三图像进行移动,以拼接出第二真实世界图像,确定每个第三图像在标定板真实世界图像坐标系中的的最终坐标;
23、根据初始坐标和最终坐标,确定移动拼接子参数。
24、可选的,基于设定的透视变换参数、移动拼接参数,对多个第一图像进行透视变换和移动拼接,得到第一真实世界图像,包括:
25、根据透视变换参数,对多个第一图像中的每个第一图像进行透视变换,得到与该第一图像对应的第四图像;
26、根据初始坐标,将多个第四图排列在第一真实世界图像坐标系中;
27、根据最终坐标,将每个第四图像进行移动和拼接,得到第一真实世界图像。
28、可选的,从第一真实世界图像中识别出表面缺陷,并确定表面缺陷在预设修磨平台坐标系的修磨坐标,包括:
29、从第一真实世界图像中识别出表面缺陷,并确定表面缺陷在第一真实世界图像坐标系中的第一坐标;
30、确定第一真实世界图像坐标系与预设修磨平台坐标系之间的坐标转换关系,并基于坐标转换关系,将第一坐标转换到预设修磨平台坐标系,得到修磨坐标。
31、可选的,确定第一真实世界图像坐标系与预设修磨平台坐标系之间的坐标转换关系,并基于坐标转换关系,将第一坐标转换到预设修磨平台坐标系,得到修磨坐标,包括:
32、确定第一真实世界图像坐标系与目标区域坐标系之间的第一坐标转换关系,并基于第一坐标转换关系,将第一坐标转换到目标区域坐标系,得到第二坐标;
33、确定目标区域坐标系与预设修磨平台坐标系之间的第二坐标转换关系,并基于第二坐标转换关系,将第二坐标转换到预设修磨平台坐标系,得到修磨坐标。
34、第二方面,提供一种修磨装置,包括:
35、运行控制单元,用于若在初始检测区域检测到目标对象上存在表面缺陷,则基于目标对象的移动速度,确定在目标区域检测到表面缺陷的目标时刻,并在目标时刻,控制目标对象停止运行;
36、坐标确定单元,用于获取目标区域的第一真实世界图像,从第一真实世界图像中识别出表面缺陷,并确定表面缺陷在预设修磨平台坐标系的修磨坐标;
37、修磨单元,用于根据修磨坐标,对表面缺陷进行修磨。
38、第三方面,本技术还提供了一种服务器,包括存储器、处理器以及存储在存储器中并可在处理器上运行的计算机程序,处理器执行计算机程序时,使得服务器执行如第一方面提供的方法。
39、第四方面,本技术还提供了一种计算机可读存储介质,计算机可读存储介质存储有计算机程序,计算机程序被处理器执行时,使得计算机执行如第一方面提供的方法。
40、第五方面,本技术还提供了一种计算机程序产品,包括计算机程序,当计算机程序被运行时,使得计算机执行如第一方面提供的方法。
41、本技术提供的技术方案,至少具有如下技术效果或优点:
42、本技术提供的修磨方法及装置,在初始检测区域检测目标对象是否存在表面缺陷,当确定存在表面缺陷时,由于初始检测区域和目标区域的距离是固定的,因此在目标对象运行过程中,根据目标对象移动的速度,即可实时跟踪目标对象的表面缺陷的实时位置,以将目标对象在目标时刻停止移动,以使表面缺陷位于目标区域。在目标区域的第一真实世界图像中识别出表面缺陷并确定其修磨坐标,即可根据该修磨坐标,控制表面修磨系统打磨抛光表面缺陷。如此实现带钢生产过程中,表面缺陷的粗定位、表面缺陷的跟踪定位、表面缺陷的精定位,最终实现带钢表面缺陷的精准坐标和高效修磨。
43、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
本文地址:https://www.jishuxx.com/zhuanli/20241125/335667.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表