一种马氏体耐热钢加工工艺及设备的制作方法
- 国知局
- 2024-11-25 15:02:10
本技术涉及钢材加工设备,尤其是涉及一种马氏体耐热钢加工工艺及设备。
背景技术:
1、高氮9cr马氏体耐热钢是一种具有优异高温强度和抗氧化性的特种钢材,它主要通过添加铬(cr)元素和适量的氮(n)元素来提高其耐热性能和机械强度。这种钢材在高温环境下具有良好的稳定性和耐久性,因此被广泛应用于能源、化工等领域的高温设备中,如燃气轮机、石油化工装置等。此外,马氏体耐热钢还具有良好的耐腐蚀性能,可以在恶劣环境下长期使用。
2、为了提高材料的抗疲劳强度和抗应力腐蚀能力,一般会对材料进行喷丸强化,现有技术中公开了一种用于法兰均匀喷砂的装置,其包括喷砂机本体,喷砂机本体包括操作室,操作室的底部设置有螺纹杆,螺纹杆的一侧端设置有第一电机,螺纹杆贯穿第一移动块和第二移动块,并且第一移动块和第二移动块与螺纹杆螺纹连接,螺纹杆水平方向的两侧设置有卡块,第一移动块和第二移动块位于卡块之间,并与卡块滑动连接,第一移动块和第二移动块的顶部分别设置有第一伸缩杆和第二伸缩杆,伸缩杆的顶部设置有支撑板,第一伸缩杆顶部的支撑板上部设置有第二电机,第二电机的输出端固定连接有夹持装置,第二伸缩杆的支撑板上部设置有夹持装置,操作室的顶部设置有喷砂管。
3、针对上述中的相关技术,通过夹持装置将钢锭夹持后通过喷砂管对钢锭的表面进行喷丸强化处理,在钢锭的露出区域喷丸强化完成后,需要更换夹持装置固定钢锭的区域,以便于实现钢锭的全面强化,但是,二次装夹如法兰盘、矩形块等工件的操作繁琐,对钢锭的喷丸强化效率造成了一定的影响。
技术实现思路
1、为了提高工件的喷丸强化效率,本技术提供一种马氏体耐热钢加工工艺及设备。
2、本技术提供的一种马氏体耐热钢加工工艺及设备采用如下的技术方案:
3、第一方面,本技术提供一种马氏体耐热钢加工设备。
4、一种马氏体耐热钢加工设备,包括:
5、中空设置的加工箱;
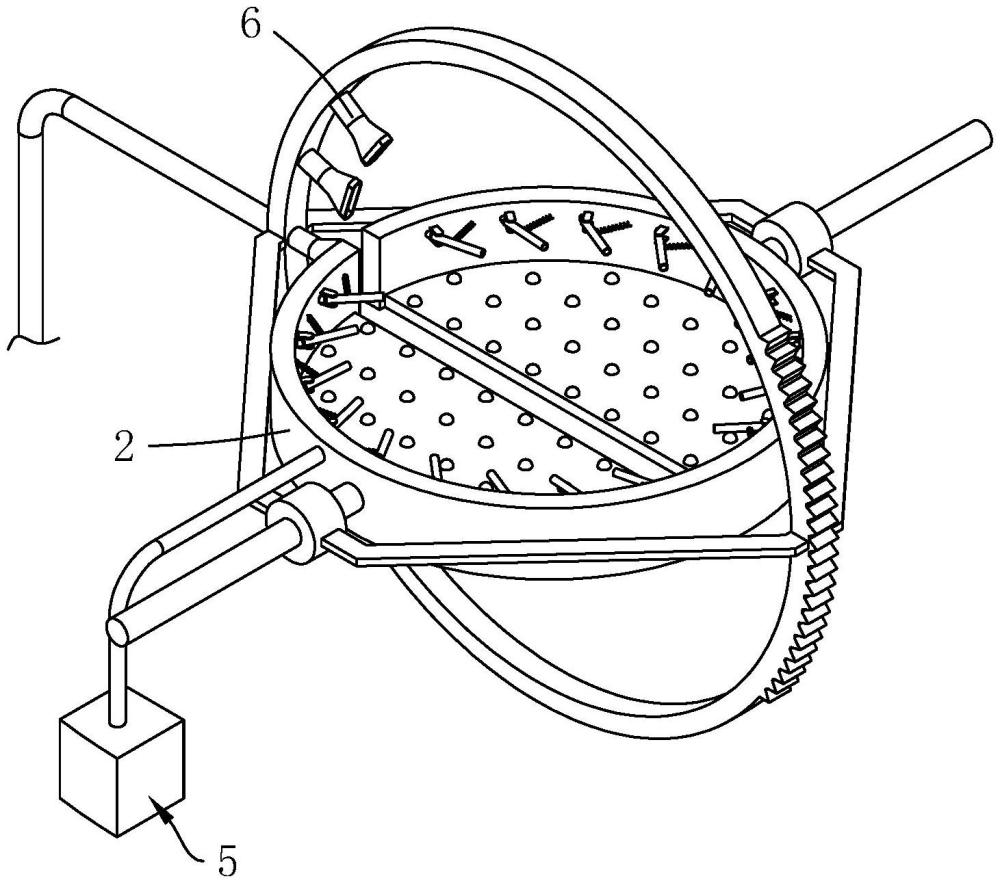
6、安装环,所述安装环与所述加工箱连接,且所述安装环上同轴连接有两个半圆盘,两个所述半圆盘之间留有喷丸间隙,且所述半圆盘上滚动嵌设有多颗支撑滚珠,多颗所述支撑滚珠形成水平的支撑平面;
7、多个出气嘴,多个所述出气嘴圆周均布连接于所述安装环内壁侧上,且多个所述出气嘴向工件吹出气体以实现工件的单向转动;
8、用于向出气嘴内送入气体的供气单元,所述供气单元连接于所述加工箱上,且所述供气单元与所述出气嘴连接;
9、多个喷砂管,所述喷砂管位于所述加工箱内,多个所述喷砂管形成弧形喷丸面,且弧形喷丸面穿过喷丸间隙设置。
10、通过采用上述技术方案,将加工箱上一侧的箱门打开,然后将工件放置于支撑平面上,然后通过供气单元向出气嘴供气,气体经由出气嘴喷出至工件上,由于多个出气嘴均与安装环的圆心点错开,且多个出气嘴吹出的气体共同作用于工件上,使得工件于支撑平面上转动,此时,外接的喷砂设备经由喷砂管喷出钢珠,多根喷砂管内喷出的钢珠形成弧形喷丸面,弧形喷丸面,由于弧形喷丸面穿过喷丸间隙,钢珠经由喷丸间隙作用于工件上,再通过配合出气嘴实现工件的转动,可以实现工件的表面全覆盖,无需进行二次装夹;设计的马氏体耐热钢加工设备,通过加工箱便于提供一个封闭的加工环境,避免喷丸强化使用的钢珠四处飞溅,通过安装环和两个半圆盘以及多颗支撑滚珠可以配合形成用于放置工件的支撑平面,通过供气单元和出气嘴配合可以使工件于支撑平面上转动,并且转动的工件还能将停留在半圆盘上的钢珠经由喷丸间隙推落至加工箱的底壁,通过喷砂管和喷丸间隙可以实现对工件表面的全覆盖喷丸强化,避免了需要二次装夹工件的繁琐操作,提高了工件的喷丸强化效率。
11、在一个具体的可实施方案中,所述加工箱内连接有顶壁开口的锥状集料斗,所述锥状集料斗下端穿出所述加工箱设置,且所述锥状集料斗下端开口处设置有封堵件。
12、通过采用上述技术方案,设计的锥状集料斗,可以快速全面的实现已喷出钢珠的收集。
13、在一个具体的可实施方案中,所述加工箱内转动连接有摆动环,所述摆动环的转动轴线水平设置,且所述摆动环与所述安装环同心设置,所述喷砂管连接于所述摆动环上,且所述加工箱内设置有驱动件,所述驱动件与所述摆动环连接,用于使所述摆动环转动以实现弧形喷丸面的摆动。
14、通过采用上述技术方案,设计的摆动环,可以作为喷砂管的安装基础,并且实现弧形喷丸面的摆动,以实现对工件上下两面的全面喷丸强化覆盖,通过驱动件可以驱动摆动环摆动。
15、在一个具体的可实施方案中,所述驱动件包括:
16、顶升弹簧,所述顶升弹簧一端与所述加工箱底壁连接,另一端与所述锥状集料斗连接,且所述锥状集料斗与所述加工箱滑动连接;
17、竖向齿条,所述竖向齿条与所述锥状集料斗连接,且所述竖向齿条的长边方向与所述锥状集料斗的滑动方向一致;
18、传动齿轮,所述传动齿轮与所述加工箱转动连接,且所述传动齿轮同时与所述摆动环和竖向齿条啮合。
19、通过采用上述技术方案,设计的驱动件,通过顶升弹簧和钢珠自身重力配合可以实现锥状集料斗的升降变化,可以随着喷丸强化时间的推移,锥状集料斗内堆积的钢珠质量增加,锥状集料斗下降的同时带动竖向齿条下降,进而通过传动齿轮带动摆动环摆动。
20、在一个具体的可实施方案中,所述安装环中空设置,所述安装环内腔同时与所述出气嘴和供气单元的出气端连通。
21、通过采用上述技术方案,设计的中空设置的安装环,可以作为供气单元和出气嘴之间的气体传输通道,减少了输气管道的设置,降低了钢珠对输气管道造成破坏的可能性。
22、在一个具体的可实施方案中,所述出气嘴与所述安装环通过软管连接,且所述出气嘴与所述安装环转动连接,所述出气嘴的转动轴线垂直于支撑平面设置,且所述出气嘴和所述安装环内侧壁之间连接有复位弹簧。
23、通过采用上述技术方案,设计的转动连接的出气嘴和复位弹簧,由于工件自身的形状不规则,可能会导致工件在转动过程中与出气嘴碰触,此时复位弹簧压缩,使得工件能够顺利的转动。
24、在一个具体的可实施方案中,所述安装环上连接有两块防护挡板,所述防护挡板与支撑平面之间留有过料间隙,两块所述防护挡板之间形成工作腔,弧形喷丸面经由工作腔穿过喷丸间隙。
25、通过采用上述技术方案,设计的防护挡板,可以对喷射出的钢珠进行位置限制,降低钢珠撞击到工件上后四处飞溅从而碰伤加工箱内其余零部件的可能性。
26、第二方面,本技术提供一种马氏体耐热钢加工工艺。
27、一种马氏体耐热钢加工工艺,包括:
28、将原料配比后进行熔炼,然后浇筑冷却得到钢锭;
29、对钢锭进行预热;
30、对钢锭进行渗氮处理;
31、对渗氮完成的钢锭进行热处理,得到马氏体钢锭;
32、对马氏体钢锭进行机械加工得到工件;
33、对工件进行喷丸强化。
34、通过采用上述技术方案,可以得到马氏体钢锭,并且通过喷丸强化可以提高工件的疲劳强度和抗应力腐蚀能力,延长工件的使用寿命。
35、在一个具体的可实施方案中,采用马氏体耐热钢加工设备进行工件的喷丸强化。
36、通过采用上述技术方案,将加工箱上一侧的箱门打开,然后将工件放置于支撑平面上,然后通过供气单元向出气嘴供气,气体经由出气嘴喷出至工件上,由于多个出气嘴均与安装环的圆心点错开,且多个出气嘴吹出的气体共同作用于工件上,使得工件于支撑平面上转动,此时,外接的喷砂设备经由喷砂管喷出钢珠,多根喷砂管内喷出的钢珠形成弧形喷丸面,弧形喷丸面,由于弧形喷丸面穿过喷丸间隙,钢珠经由喷丸间隙作用于工件上,再通过配合出气嘴实现工件的转动,可以实现工件的表面全覆盖,无需进行二次装夹,提高工件喷丸强化的效率。
37、在一个具体的可实施方案中,在对钢锭进行预热处理的同时进行渗氮处理,且处理温度控制在500℃至600℃之间。
38、通过采用上述技术方案,设计的同步进行的预热处理和渗氮处理,可以缩短工件的整体加工时间。
39、综上所述,本技术包括以下至少一种有益技术效果:
40、1.设计的马氏体耐热钢加工设备,通过加工箱便于提供一个封闭的加工环境,避免喷丸强化使用的钢珠四处飞溅,通过安装环和两个半圆盘以及多颗支撑滚珠可以配合形成用于放置工件的支撑平面,通过供气单元和出气嘴配合可以使工件于支撑平面上转动,并且转动的工件还能将停留在半圆盘上的钢珠经由喷丸间隙推落至加工箱的底壁,通过喷砂管和喷丸间隙可以实现对工件表面的全覆盖喷丸强化,避免了需要二次装夹工件的繁琐操作,提高了工件的喷丸强化效率。
41、2.设计的马氏体耐热钢加工设备,通过顶升弹簧和钢珠自身重力配合可以实现锥状集料斗的升降变化,可以随着喷丸强化时间的推移,锥状集料斗内堆积的钢珠质量增加,锥状集料斗下降的同时带动竖向齿条下降,进而通过传动齿轮带动摆动环摆动。
42、3.设计的马氏体耐热钢加工设备,通过转动连接的出气嘴和复位弹簧,由于工件自身的形状不规则,可能会导致工件在转动过程中与出气嘴碰触,此时复位弹簧压缩,使得工件能够顺利的转动。
本文地址:https://www.jishuxx.com/zhuanli/20241125/335812.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表