一种航空碳纤维复合材料壁板内部缺陷检测方法与流程
- 国知局
- 2024-11-25 15:11:03
本发明涉及壁板检测,尤其涉及一种航空碳纤维复合材料壁板内部缺陷检测方法。
背景技术:
1、碳纤维复合材料具有高的比强度和比模量、良好的抗疲劳性、减震性、高温性、成型工艺性和破坏安全性,是一种多能和多用的功能材料和结构材料。近年来,随着碳纤维复合材料在航空结构上应用比例的提升以及碳纤维复合材料结构越来越复杂的变化趋势,碳纤维复合材料的内部质量与飞机的服役安全密切相关,飞机制造商对碳纤维复合材料的无损检测方法有了更高的要求:高效、快速,适应于复杂结构的实时、在线检测。
2、超声检测是碳纤维复合材料无损检测的常用方法,针对制造阶段的碳纤维复合材料零件,优先采用自动化成像检测方式,常见的超声自动化检测方法为非接触喷水穿透法,即检测系统具有两个探头,分别放置在零件两侧,探头安装在喷嘴内部,一个探头发出的超声波通过喷嘴喷出的水进入到零件内部,另一个探头通过喷嘴喷出的水接收来自零件的超声波,系统将接收到的超声波与被检零件的位置信息严格对应,形成灰度与超声衰减对应的二维灰度图像。
3、上述方法存在的弊端是:1)仅能提供零件内部不连续性引起的超声波衰减特性,无不连续性的深度信息;2)水流喷射与零件表面反冲形成的水花,影响超声波的衰减,易在图像显示为异常灰度;3)机械轴携带超声探头移动过程中,两侧探头的对中不良时,将影响接收端的超声信号衰减,易造成超声图像异常灰度;4)最重要地,为了提高检测效率,喷水检测配备的喷嘴尺寸一般与所要求检测的最小尺寸缺陷相当,由于超声传播的扩散特性,进入到零件内部的超声场尺寸往往比要求发现的最小尺寸缺陷大,难以发现小尺寸缺陷,或者对小尺寸缺陷的成像分辨率和定量准确性不高。
4、相控阵超声检测凭借着高效率、声束动态可控等优势成为近年来超声检测的热点研究对象。相控阵探头是一系列小晶片的组合,可通过电子方式控制多个晶片发射和接收信号从而实现电子扫描,其扫描速度比传统单通道探头的自动化机械扫描快一个数量级,可以极大地提高检测效率。有研究表明,对于一个含128晶片的阵列探头(晶片宽度0.3mm)而言,其单行扫查的声束覆盖宽度可达20mm,自动化扫查速度约300mm/s,理论上其检测效率是传统单通道探头的自动化机械扫描检测效率的4倍。并且由于相控阵声束可控,可实现较高的成像分辨力,对小尺寸缺陷的定量有优势。
5、航空碳纤维复合材料壁板为碳纤维预浸料按照一定的规则层层铺叠并经过热压罐固化而成,常见的内部缺陷包括分层、气孔、脱粘、夹杂等,上述缺陷多为面积型缺陷,其超声检测具有特殊性,需根据零件结构和检测特性,设计相控阵超声检测工艺。
6、并且对于大型复合材料壁板零件,采用自动化融合相控阵超声检测技术,需要考虑相控参数和机械运动参数、数据采集参数的相互影响,在满足检测灵敏度前提下,提高成像分辨力进而提高定量准确性,同时实现较高效率的自动化检测。
技术实现思路
1、本发明提出一种航空碳纤维复合材料壁板内部缺陷检测方法,其基于自动化融合相控阵超声系统实现航空碳纤维复合材料壁板内部缺陷检测,具体是采用自动化-相控阵超声组合技术检测碳纤维复合材料壁板,提出了探头及探头靴选择原则,以及相控参数和机械运动参数融合设置原则。
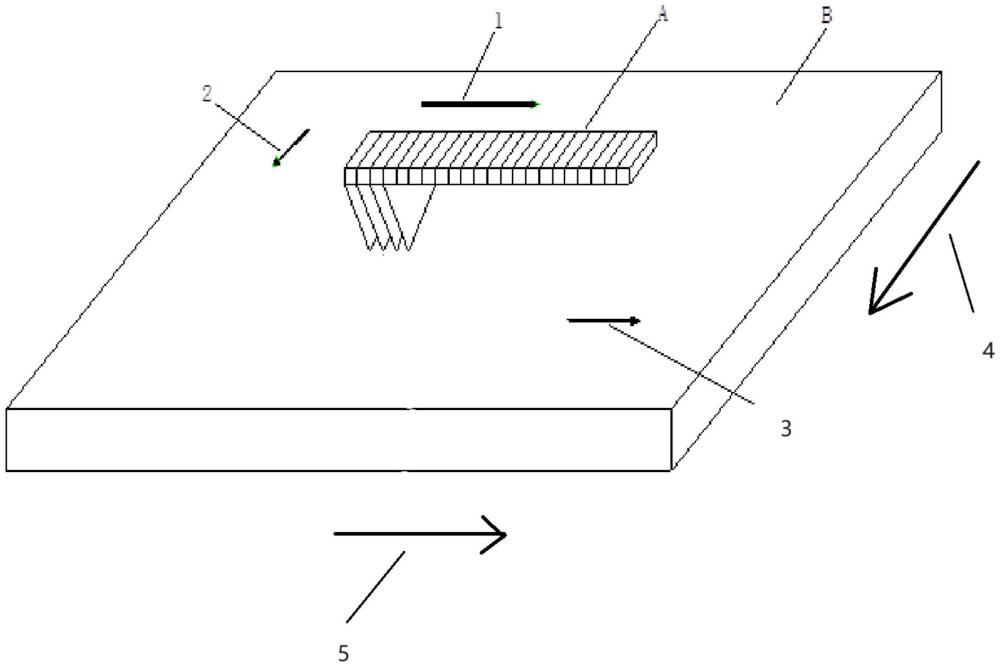
2、本发明的技术方案如下:一种航空碳纤维复合材料壁板内部缺陷检测方法,线阵列相控阵探头安装在内部充满水的探头靴内,探头靴外边沿与待检测零件表面直接接触且其曲率与零件曲率匹配;线阵列相控阵探头发出的电子控制的超声声束,通过探头靴内部的水进入零件内部,实现探头覆盖区域的超声声束电子扫查;自动化检测系统的机械扫查装置携带相控阵探头靴在待检测零件表面做格栅式机械扫查。
3、所述线阵列相控阵探头a为多个探头晶片平行排列而成;所述探头晶片数量n按照以下公式选择:n×a+(n-1)×g≤rp/20;a为单个探头晶片沿晶片排列方向的尺寸,即晶片宽度;g为沿晶片排列方向相邻两个晶片边缘的距离;rp为零件曲率。
4、所述线阵列相控阵探头频率为5mhz。
5、所述探头靴9为ω形水浸式探头靴,探头靴外边沿曲率与零件曲率r匹配,线阵列相控阵探头内置在探头靴内部,检测时探头靴内部充满水,水层厚度hw按以下公式选择:0.3dw≤hw≤0.6dw;dw为水中超声近场区长度。
6、所述超声声束为纵波直入射声束检测,扫描方式设置为0°线性电子扫描。
7、线阵列相控阵探头内部声束做线性电子扫描的方向(也是线阵列探头晶片排列方向,沿着晶片排列方向进行相控阵声束的电子扫描)与机械扫查装置步进方向一致。
8、所述线阵列相控阵探头中一次激发的晶片数量n:影响缺陷成像在二维方向的显示比例,以及聚焦声束的焦点尺寸,n需要同时满足以下两公式:
9、
10、[n×a+(n-1)g]×hp÷4dp≤φmin/2
11、其中,b为单个晶片长度;hp为零件厚度;dp为零件中超声波近场区长度;φmin为零件要求检测的最小缺陷尺寸。
12、电子扫描晶片步进数量η设置原则满足下式:(g+a)×η≤φmin/2,所述电子扫描晶片步进数量为按序列激发做线性电子扫描的两相邻声束组之间的晶片数量。
13、所述自动化检测系统携带线阵列相控阵探头在复合材料零件表面进行格栅式扫查,扫查方向为零件长度方向,步进方向为零件宽度方向。
14、所述自动化检测系统的自动化扫查行步进l按下式计算,
15、l=ε×[(g+a)×η]×[(ν-n)÷η+1]
16、其中,ε为不大于1的常数,用于排除线阵列相控阵探头边缘耦合不良导致成像效果差;
17、自动化扫查点步进s按下式计算,
18、s=(g+a)×η
19、自动化扫查速度νs按下式计算,
20、
21、prf为相控阵超声系统脉冲重复频率。
22、本发明的有益效果:所选线阵列相控阵探头适用于各向异性的碳纤维复合材料,探头频率和探头尺寸能够保证具有较强的穿透能力,同时探头晶片数量较多,一次扫查宽度大,可以实现复合材料壁板较高效率检测;ω形水浸式探头靴匹配零件曲率,可以保证良好的耦合效果,探头靴水层厚度足够大,可以避免水-零件二次界面信号对零件超声信号的影响;按照规划的线阵列相控阵探头摆放方向和电子线性扫描方向,可以与自动化系统机械扫查方向匹配,实现大尺寸壁板零件的快速成像检测;相控阵电子线性扫描的晶片步进与自动化机械扫描的点步进分辨率相当,零件整体成像分辨率均匀,成像不失真;相控阵电子线性扫描的超声声束具有聚焦特性,且焦点尺寸不大于零件最小要求检测缺陷尺寸的一半,具有较高的检测灵敏度;相控阵探头覆盖区域宽度大,结合自动化检测系统,使自动化机械扫查单行扫查宽度大、检测效率高;设置合理的ε值,ε值一般取0.6~0.9之间,这样既去除了边缘耦合不良区域,又可以获得较高的检测效率。采用中心声束检测成像,避免水靴边缘耦合不良,保证成像效果优良;机械扫查行步进保证扫查覆盖性,扫描行之间无漏检;根据相控阵超声系统脉冲重复频率、探头晶片数量、相控参数,融合设计自动化系统的机械扫查点步进、扫查速度,可以保证扫查过程中无数据丢失。
本文地址:https://www.jishuxx.com/zhuanli/20241125/336535.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表