一种熔模铸造进气端锥的制作方法
- 国知局
- 2024-11-25 15:14:13
本技术涉及熔模铸造,具体为一种熔模铸造进气端锥。
背景技术:
1、熔模铸造是一种精密铸造工艺,可以制造出复杂的金属零件,广泛应用于航空、汽车、医疗等领域。熔模铸造的主要步骤包括:制作蜡模,组装蜡模树,涂覆耐火涂层,脱蜡,烧结,浇注,清理等。其中,进气端锥是一种常见的熔模铸造产品,主要用于涡轮机等设备中,用于引导和控制气流的流动,端锥是设置在发动机排气管和催化转化器之间,将端锥的小口端与发动机排气管连接,大口端与催化转换器的进气口连接,废气自气缸排出后,由排气管汇集气流进入催化转化器进行净化,使这些有害气体通过氧化还原反应生成水和二氧化碳,汽车排气系统是汽车发动机在工作过程中重要的一项系统部件,而且排气系统中的进气端锥壳体的与催化器筒体顶端连接连通,催化器直接通过进气端锥壳体连接到排气歧管后面。
2、目前现有的进气端锥,已有一些技术方案在端锥内侧安装滤板,对粉尘进行过滤拦截,避免灰尘进入到发动机的内部,影响发动机的使用寿命。如申请号为cn202222841166.9的公开专利,熔模铸造进气端锥。
3、现有技术滤板的安装方式一般有两种:一种是将滤板通过焊接固定在端锥的内侧,另一种是将滤板与端锥分离,通过弹性件或其他连接件连接。前者的优点是结构简单,但缺点是滤板的更换和清洁不方便,后者的优点是滤板的更换和清洁方便,但缺点是结构复杂,连接件容易松动或损坏。
4、有鉴于此,现设计一种熔模铸造进气端锥。
技术实现思路
1、本实用新型的目的在于提供一种熔模铸造进气端锥,以解决上述背景技术中提出的现有的熔模铸造进气端锥存在的问题。
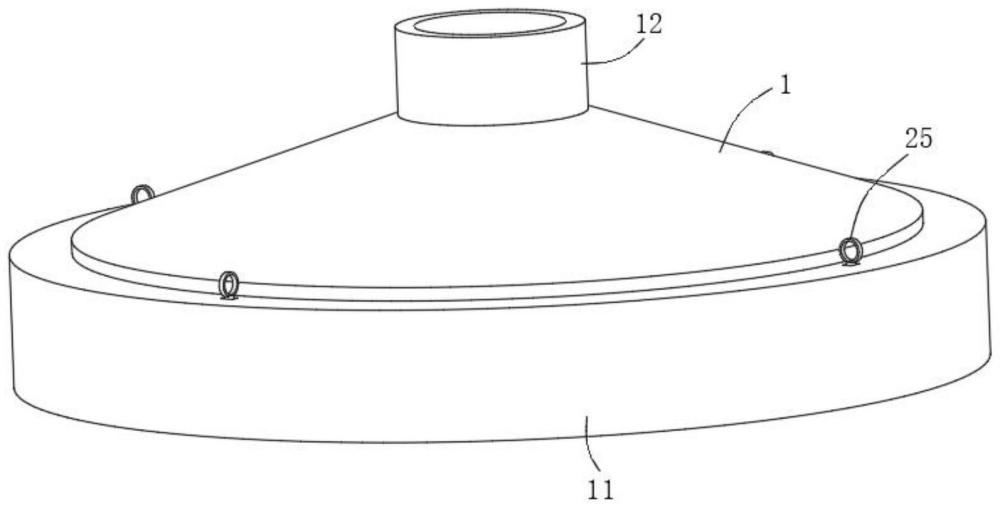
2、为实现上述目的,本实用新型提供如下技术方案,一种熔模铸造进气端锥,包括端锥、若干组安装机构和滤板;
3、所述端锥的一端一体连接有进气中空环,端锥的另一端一体连接有排气中空环;
4、若干组所述安装机构呈规则环形阵列设置在进气中空环上,所述安装机构包括杆槽、收纳槽、锁杆、c型件、拉环、拨片槽和拨片,其中:
5、杆槽开设于进气中空环靠近端锥的一侧内;
6、收纳槽开设于进气中空环的内壁面,且收纳槽与杆槽相接通;
7、锁杆穿插连接于杆槽内,
8、c型件活动连接于收纳槽内;
9、拉环与锁杆固定相接于进气中空环上的外侧;
10、拨片槽开设于收纳槽远离杆槽的一侧;
11、拨片与c型件固定相接,且拨片活动于拨片内;
12、所述滤板通过若干组安装机构安装在进气中空环的内侧。
13、优选的,所述滤板为多孔结构,滤板直径长度与进气中空环的内径长度相适配。
14、优选的,所述锁杆间隙配合穿插连接于杆槽靠近收纳槽的一端内,锁杆的中部外侧一体连接有托块,托块与杆槽中部内壁面之间固定连接有弹簧,锁杆穿设于所述弹簧的内侧。
15、优选的,所述c型件的长度、宽度、高度分别与收纳槽的长度、宽度、高度相适配,且c型件内侧的高度与滤板的厚度相适配,滤板连接于若干组c型件的内侧。
16、优选的,所述c型件靠近杆槽一侧间隔开设有第一锁孔和第二锁孔,第一锁孔、第二锁孔通过移动分别与锁杆的位置相对应,且锁杆的直径长度与第一锁孔内径长度、第二锁孔内径长度相适配。
17、与现有技术相比,本实用新型的有益效果是:
18、1、该熔模铸造进气端锥通过设置若干组安装机构,将滤板通过若干组锁杆、c型件、拨片等部件安装在进气中空环的内侧,既保证了滤板与进气中空环的紧密配合,又方便了滤板的拆卸和清洁,提高了进气端锥的使用效率和寿命;
19、2、该熔模铸造进气端锥的安装机构设计巧妙,操作简便,只需通过拉动拉环和拨动拨片,就可以使锁杆与c型件的第一锁孔或第二锁孔对应,从而实现滤板的锁定或释放,无需使用其他工具或辅助件,降低了成本和维护难度;
20、3、该熔模铸造进气端锥的滤板为多孔结构,可以有效地过滤掉气流中的杂质,保护涡轮机的正常运转,同时,滤板的直径长度与进气中空环的内径长度相适配,保证了气流的流动性和均匀性,提高了涡轮机的性能和效率。
技术特征:1.一种熔模铸造进气端锥,其特征在于:包括端锥(1)、若干组安装机构(2)和滤板(3);
2.根据权利要求1所述的一种熔模铸造进气端锥,其特征在于:所述滤板(3)为多孔结构,滤板(3)直径长度与进气中空环(11)的内径长度相适配。
3.根据权利要求1所述的一种熔模铸造进气端锥,其特征在于:所述锁杆(23)间隙配合穿插连接于杆槽(21)靠近收纳槽(22)的一端内,锁杆(23)的中部外侧一体连接有托块(231),托块(231)与杆槽(21)中部内壁面之间固定连接有弹簧(232),锁杆(23)穿设于所述弹簧(232)的内侧。
4.根据权利要求1所述的一种熔模铸造进气端锥,其特征在于:所述c型件(24)的长度、宽度、高度分别与收纳槽(22)的长度、宽度、高度相适配,且c型件(24)内侧的高度与滤板(3)的厚度相适配,滤板(3)连接于若干组c型件(24)的内侧。
5.根据权利要求1所述的一种熔模铸造进气端锥,其特征在于:所述c型件(24)靠近杆槽(21)一侧间隔开设有第一锁孔(241)和第二锁孔(242),第一锁孔(241)、第二锁孔(242)通过移动分别与锁杆(23)的位置相对应,且锁杆(23)的直径长度与第一锁孔(241)内径长度、第二锁孔(242)内径长度相适配。
技术总结本技术公开了一种熔模铸造进气端锥,该熔模铸造进气端锥通过设置若干组安装机构,既保证了滤板与进气中空环的紧密配合,又方便了滤板的拆卸和清洁,提高了进气端锥的使用效率和寿命,该熔模铸造进气端锥的安装机构设计巧妙,操作简便,只需通过拉动拉环和拨动拨片,就可以使锁杆与C型件的第一锁孔或第二锁孔对应,从而实现滤板的锁定或释放,无需使用其他工具或辅助件,降低了成本和维护难度,该熔模铸造进气端锥的滤板为多孔结构,可以有效地过滤掉气流中的杂质,保护涡轮机的正常运转,同时,滤板的直径长度与进气中空环的内径长度相适配,保证了气流的流动性和均匀性,提高了涡轮机的性能和效率。技术研发人员:刘继泽,柯尊来,吴锡辉受保护的技术使用者:安徽欧冶智能制造有限责任公司技术研发日:20240229技术公布日:2024/11/21本文地址:https://www.jishuxx.com/zhuanli/20241125/336879.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表