扩散板用成型机的制作方法
- 国知局
- 2024-11-25 15:40:48
本技术涉及一种扩散板用成型机。
背景技术:
1、扩散板是一种能够对光造成很大干涉的板材,被广泛应用于灯具行业中。扩散板的表面需要加工出各种纹理,公开号为cn207535340u的中国专利中公开了一种用于光扩散板的成型及压纹装置,其就能够在扩散板上加工出纹理。该用于光扩散板的成型及压纹装置中具有压花辊,压花辊的表面具有能够在扩散板上压印出相应纹理的微结构,微结构的种类有很多,譬如公开号为cn207758453u的中国专利中压花辊表面的微结构为棱边处倒圆角的正六边形凸台,公开号为cn207523024u的中国专利中压花辊表面的微结构为三角形棱镜状凸起。
2、目前,扩散板表面的纹理有很多种类型,包括但不限于橘皮纹和磨砂纹等,不同纹理的扩散板需要使用具有相应微结构的压花辊来压印成型,因此当生产不同纹理的扩散板时需要更换所述压花辊,更换后的压花辊上的微结构与需要生产的扩散板上的纹理相匹配。但是,一方面压花辊的拆装和更换非常的麻烦和繁琐,更换压花辊需要耗费很长的时间,进而会影响生产效率。另一方面压花辊的造价比较高,企业生产和储备具有不同微结构的压花辊需要付出较大的经济成本。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的缺陷,提供一种扩散板用成型机,它能够使用成型带在扩散板表面压印出纹理,能够更换成型带来生产不同纹理的扩散板,并且能够方便的更换成型带,能够节约更换时间,进而有利于提高生产效率。
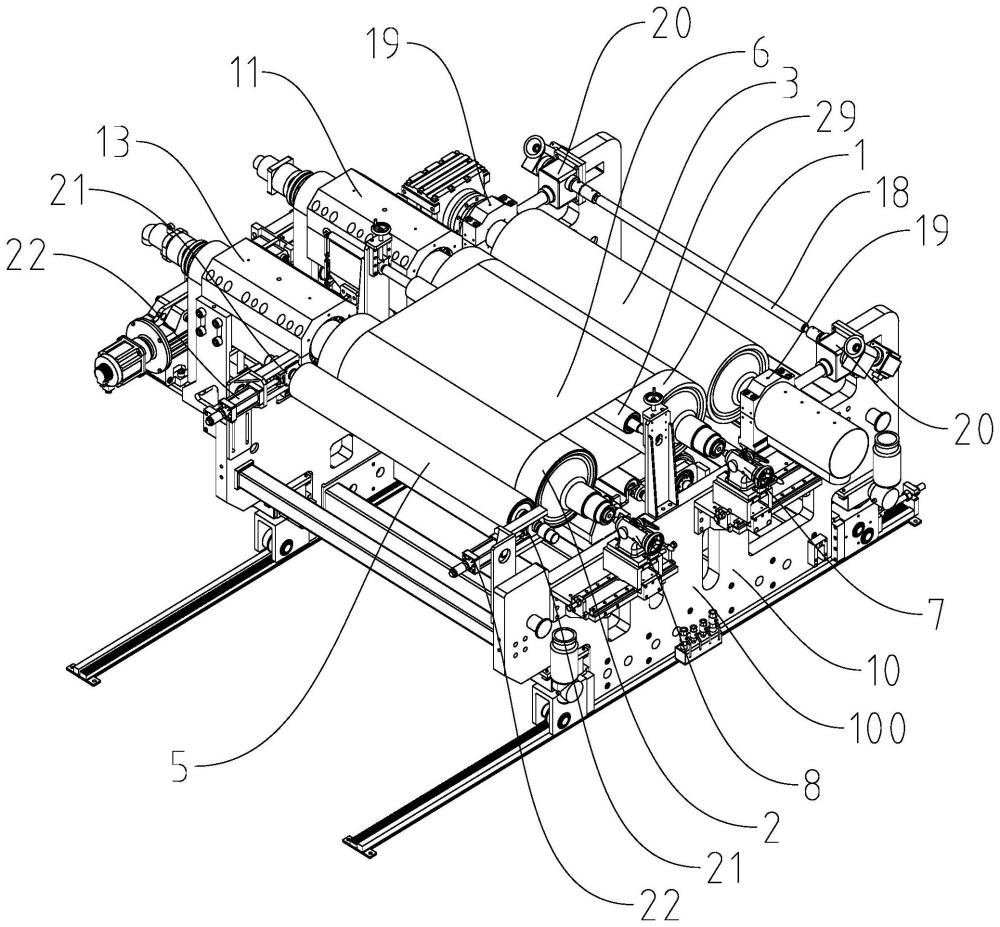
2、为了解决上述技术问题,本实用新型的技术方案是:一种扩散板用成型机,它包括安装组件、第一辊筒、第二辊筒、第三辊筒、保压辊、剥离辊、成型带、第一顶针尾座和第二顶针尾座;
3、所述第一辊筒的一端部旋转支承在所述安装组件上,所述第二辊筒的一端部旋转支承在所述安装组件上,所述第一辊筒位于所述第二辊筒的前方;
4、所述第一顶针尾座沿前后方向滑动连接在所述安装组件上,所述第一顶针尾座用于滑动至与所述第一辊筒对齐后顶住所述第一辊筒的另一端部;
5、所述第二顶针尾座沿前后方向滑动连接在所述安装组件上,所述第二顶针尾座用于滑动至与所述第二辊筒对齐后顶住所述第二辊筒的另一端部;
6、所述成型带绕接在所述第一辊筒和所述第二辊筒上,所述成型带的外表面上具有用于在扩散板上压印出纹理的微结构;
7、所述第三辊筒和所述成型带之间设有第一通道,所述保压辊和所述成型带之间设有第二通道,所述剥离辊和所述成型带之间设有第三通道,扩散板被挤出后依次穿过所述第一通道、所述第二通道和所述第三通道;
8、所述第三辊筒旋转设置并位于所述第一辊筒的前方,所述第三辊筒用于将所述第一通道中的扩散板压在所述成型带上;
9、所述保压辊旋转设置并位于所述第一辊筒的下方,所述保压辊用于将所述第二通道中的扩散板压在所述成型带上;
10、所述剥离辊旋转设置并位于所述第二辊筒的后方,所述剥离辊用于将所述第三通道中的扩散板压在所述成型带上。
11、进一步提供一种所述安装组件的具体结构,所述安装组件包括机架和涨紧机构;
12、所述第一辊筒的一端部旋转支承在所述机架上,所述第一顶针尾座沿前后方向滑动连接在所述机架上并用于在滑动至与所述第一辊筒对齐后顶住所述第一辊筒的端部;
13、所述第二辊筒的一端部旋转支承在所述涨紧机构上,所述涨紧机构连接在所述机架上并用于带动所述第二辊筒朝远离所述第一辊筒的方向移动以将所述成型带涨紧,所述第二顶针尾座沿前后方向滑动连接在所述机架上并用于在滑动至与所述第二辊筒对齐后顶住所述第二辊筒的端部。
14、进一步,所述机架中具有固定承载座;
15、所述第一辊筒的一端部具有第一支撑轴部;
16、所述第一支撑轴部旋转支承在所述固定承载座中进而使整个所述第一辊筒旋转支承在所述机架上;
17、所述涨紧机构包括滑动承载座和涨紧液压缸;
18、所述滑动承载座沿前后方向滑动连接在所述机架上;
19、所述第二辊筒的一端部具有第二支撑轴部;
20、所述第二支撑轴部旋转支承在所述滑动承载座中;
21、所述涨紧液压缸连接在所述机架上,所述涨紧液压缸与所述滑动承载座相连并用于驱动所述滑动承载座前后移动,进而带动所述第二辊筒前后移动。
22、进一步为了驱动所述第一辊筒和所述第二辊筒旋转,所述扩散板用成型机还包括第一驱动机构和第二驱动机构;
23、所述第一驱动机构连接在所述机架上并与所述第一支撑轴部传动连接并用于带动所述第一支撑轴部旋转;
24、所述第二驱动机构连接在所述滑动承载座上并与所述第二支撑轴部传动连接并用于带动所述第二支撑轴部旋转。
25、进一步,所述扩散板用成型机还包括调节机构,所述调节机构包括同步杆、两个调节座以及与所述调节座一一对应的丝杆升降机;
26、两个所述调节座分别沿前后方向滑动连接在所述机架上;
27、所述第三辊筒的一端部旋转连接在其中一个所述调节座上,所述第三辊筒的另一端部旋转连接在另一个所述调节座上;
28、所述丝杆升降机连接在所述机架上,所述丝杆升降机还与对应的所述调节座相连并用于驱动对应的所述调节座前后移动进而带动所述第三辊筒前后移动;
29、所述同步杆的一端部与其中一个所述丝杆升降机的输入轴相连,所述同步杆的另一端部与另一个所述丝杆升降机的输入轴相连。
30、进一步,所述扩散板用成型机还包括第一压料机构,所述第一压料机构包括两个第一滑座以及与所述第一滑座一一对应的第一气缸;
31、两个所述第一滑座分别沿前后方向滑动连接在所述机架上;
32、所述剥离辊的一端部旋转连接在其中一个所述第一滑座上,所述剥离辊的另一端部旋转连接在另一个所述第一滑座上;
33、所述第一气缸连接在所述机架上,所述第一气缸与对应的所述第一滑座相连并用于驱动对应的所述第一滑座向前滑动,进而带动所述剥离辊向前移动以将所述第一通道中的扩散板压在所述成型带上。
34、进一步,所述扩散板用成型机还包括第二压料机构和至少一个冷却压辊;
35、所述第二压料机构包括两个第二滑座以及与所述第二滑座一一对应的第二气缸;
36、两个所述第二滑座分别沿竖向滑动连接在所述机架上;
37、所述冷却压辊的一端部旋转连接在其中一个所述第二滑座上,所述冷却压辊的另一端部旋转连接在另一个所述第二滑座上,所述冷却压辊位于所述成型带的下方并位于所述保压辊的后方;
38、所述第二气缸连接在所述机架上,所述第二气缸与对应的所述第二滑座相连并用于驱动对应的所述第二滑座向上滑动,进而带动所述冷却压辊向上移动以将所述扩散板压在所述成型带的下表面上。
39、进一步,所述扩散板用成型机还包括至少一个风刀,所述风刀连接在所述第二滑座上并位于所述成型带的下方,所述风刀用于向被所述冷却压辊压在所述成型带上的扩散板吹气冷却。
40、进一步,所述扩散板用成型机还包括第三压料机构,所述第三压料机构包括两个第三滑座以及与所述第三滑座一一对应的升降液压缸;
41、两个所述第三滑座分别沿竖向滑动连接在所述机架上;
42、所述保压辊的一端部旋转连接在其中一个所述第三滑座上,所述保压辊的另一端部旋转连接在另一个所述第三滑座上;
43、所述升降液压缸连接在所述机架上,所述升降液压缸与对应的所述第三滑座相连并用于驱动对应的所述第三滑座向上滑动,进而带动所述保压辊向上移动以将所述第二通道中的扩散板压在所述成型带上。
44、进一步,所述扩散板用成型机还包括纠偏装置,所述纠偏装置包括纠偏辊、第一固定块、第二固定块、第一升降块、第二升降块、第一丝杆、第二丝杆、第一手轮和第二手轮;
45、所述第一固定块和所述第二固定块均连接在所述机架上;
46、所述第一升降块沿竖向滑动连接在所述机架上并位于所述第一固定块的下方;
47、所述第二升降块沿竖向滑动连接在所述机架上并位于所述第二固定块的下方;
48、所述纠偏辊的一端部旋转连接在所述第一升降块上,所述纠偏辊的另一端部旋转连接在所述第二升降块上,所述纠偏辊位于所述成型带的内侧并位于所述第一辊筒和所述第二辊筒之间,所述纠偏辊的上切面与所述成型带相抵;
49、所述第一丝杆螺纹连接在所述第一固定块上,所述第一丝杆的下端部与所述第一升降块旋转连接;
50、所述第二丝杆螺纹连接在所述第二固定块上,所述第二丝杆的下端部与所述第二升降块旋转连接;
51、所述第一手轮连接在所述第一丝杆上并用于带动所述第一丝杆旋转进而带动所述第一升降块上下升降;
52、所述第二手轮连接在所述第二丝杆上并用于带动所述第二丝杆旋转进而带动所述第二升降块上下升降。
53、采用了上述技术方案后,扩散板从模具中被挤出后依次穿过第一通道、第二通道和第三通道,并且第三辊筒和保压辊能够将扩散板压在所述成型带上,能够通过成型带表面的微结构在所述扩散板上压印出相应的纹理。当需要生产不同纹理的扩散板时,只需要更换具有不同微结构的成型带即可,更换成型带的过程如下:首先摇动所述第一顶针尾座上的手轮以使第一顶针尾座中的顶针收回,摇动所述第二顶针尾座上的手轮以使所述第二顶针尾座中的顶针收回;然后将第一顶针尾座向前滑动至与第一辊筒错开,将第二顶针尾座向后滑动至与第二辊筒错开,然后沿第一辊筒的轴向将所述成型带从第一辊筒和第二辊筒上取下,并将另一个成型带套装在所述第一辊筒和所述第二辊筒上,然后将所述第一顶针尾座向后滑动至与所述第一辊筒对齐并通过第一顶针尾座顶住所述第一辊筒的端部,将所述第二顶针尾座向前滑动至与所述第二辊筒对齐并通过第二顶针尾座顶住所述第二辊筒的端部,进而完成了所述成型带的更换。与现有技术中拆装和更换压花辊的繁琐操作相比,本实施例中能够非常方便、快捷和高效地更换成型带,用更换成型带代替了原来的更换压花辊,达到了无需更换压花辊的目的,大大节约了更换时间,进而有利于提高生产效率。此外,现有技术中压花辊的造价比较高,而所述成型带的造价便宜,企业生产和储备具有不同微结构的成型带能够节省很多成本。
本文地址:https://www.jishuxx.com/zhuanli/20241125/338516.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表