一种锂电池箔材涂布无转塔式双工位自动收卷设备的制作方法
- 国知局
- 2024-12-06 12:37:04
本发明涉及锂电池基材加工,具体而言,涉及一种锂电池箔材涂布无转塔式双工位自动收卷设备。
背景技术:
1、在锂电池制造的核心环节中,正极与负极的制备至关重要,它们分别依托于铝箔与铜箔作为基材,需要在基材上涂布相应的浆料并烘干后才可以成为电池的正、负极。生产过程中,这些基材以连续的卷料形式放料,经过精密的涂布、烘干固化工艺后,最后再以卷料的形式收卷。为了提高生产效率并优化基材利用,收卷设备常采用双工位自动收卷。常规双工位自动收卷设备由牵引切刀机构和转塔式双轴换卷机构组成,牵引切刀机构提供基材的输送以及换卷自动接带;转塔式双轴换卷机构实现a/b轴主动收卷以及a/b轴自动换卷。尽管双工位自动收卷设备在提升产能上展现出显著优势,但在处理铝箔、铜箔这类质量相对较重的基材时,其性能表现却面临一系列挑战,由于基材承重、幅宽、张力、速度以及自身结构等因素,容易导致收卷不良的问题。
2、首先,由于铝箔、铜箔的固有质量特性,相较于隔离膜、pet膜、光学膜等质量较大,加之转塔式结构中a/b轴左右布局导致的重量不平衡问题,使得在转塔换位过程中,过辊的平行度难以维持,进而引发收卷极片的跑偏现象,严重影响了收卷质量。
3、其次,基材的版型特性也是不可忽视的因素。随着基材幅宽的增加,涂布后的极片在极耳留白区域更易受到应力集中影响,产生折皱甚至鼓包,这不仅损害了极片的平整性,还可能对后续电池组装造成不利影响。
4、再者,幅宽与卷径的增长直接关联到收卷张力的复杂变化。宽幅大卷径的极片在收卷过程中,张力控制的难度显著增加,张力不匹配极易导致滑卷和端面错层,严重影响收卷的稳定性和成品质量。
5、此外,切刀摆臂在换卷过程中的抬升动作若不能精确同步,将直接导致换卷打底不良,底卷出现打皱现象。这不仅增加了人工干预的需求,浪费了宝贵的材料资源,还可能因操作不当而引发安全隐患。
6、最后,收卷速度的提升虽然能显著提高生产效率,但也带来了新的问题。高速收卷过程中,空气更难被有效排出,导致卷料内部存在空隙,收卷紧密度不足,进而引发滑卷和端面错层等质量问题。
7、综上所述,针对现有双工位自动收卷设备在处理铝箔、铜箔基材时存在的上述问题,有必要进行技术创新与优化,以提升收卷精度、稳定性和效率,确保锂电池正负极材料的高质量制备。
技术实现思路
1、本发明的目的在于提供一种锂电池箔材涂布无转塔式双工位自动收卷设备,解决以上收卷不良的技术问题。
2、为实现上述目的,本发明提供如下技术方案:
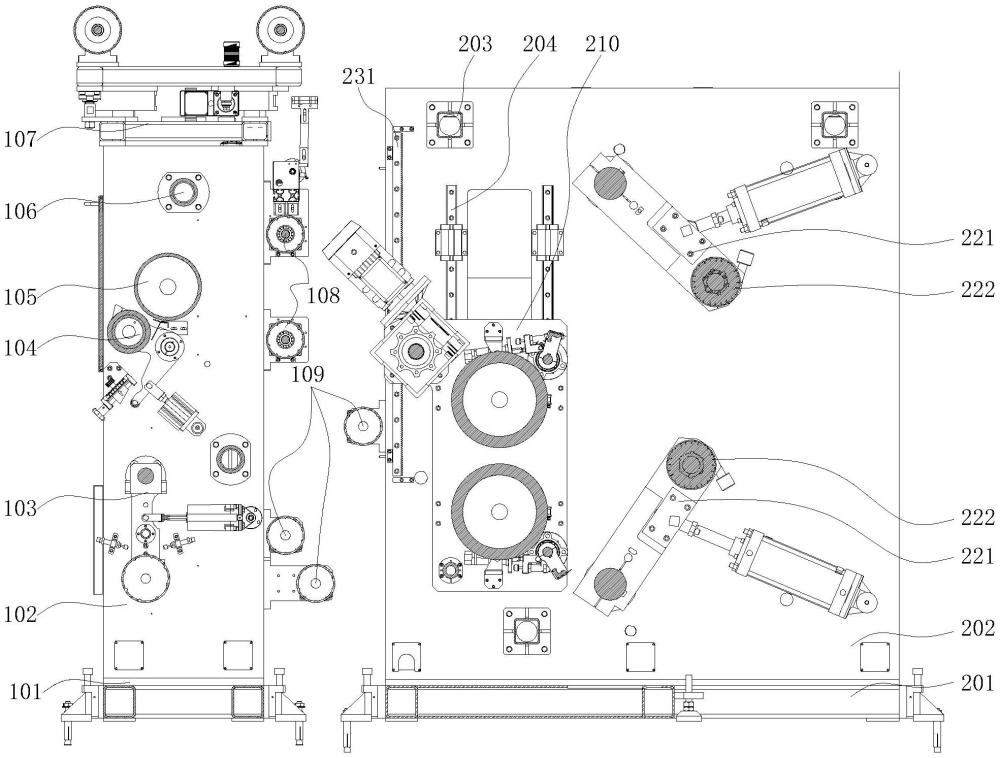
3、一种锂电池箔材涂布无转塔式双工位自动收卷设备,包括设在牵引工位的牵引机构和位于收卷工位的无转塔换卷机构,所述牵引工位与所述收卷工位左右并排设置,箔材极片先由所述牵引机构进行牵拉进入所述无转塔换卷机构,通过控制单元进行换卷或收卷工序;
4、所述无转塔换卷机构包括收卷底座、换卷组件和收卷组件,所述收卷底座上内外两侧均设有收卷墙板,两个所述收卷墙板之间通过墙板横撑拉紧并定位,所述换卷组件滑动安装在内侧的所述收卷墙板上,通过传动机构驱动所述换卷组件相对于内侧的所述收卷墙板上下滑动,所述换卷组件与设置在其右侧且上下对称布置的一对所述收卷组件配合完成收卷和换卷;
5、所述收卷组件包括收卷摆臂、收卷气胀轴和收卷气缸,所述收卷摆臂的摆动轨迹中具有三个摆动位,从左至右分别为接带换卷位、满卷位和下料位,所述收卷摆臂的由两个相对设置的摆杆组成,两摆杆同一端之间设有摆轴,所述摆轴的两端穿设两摆杆且固定在两个收卷墙板之间,两摆杆相同的另一端之间设有所述收卷气胀轴,每一摆杆均由一个所述收卷气缸驱动,共同推动一对摆杆使得所述收卷摆臂摆动至接带换卷位、满卷位或下料位。
6、作为本发明的一种优选实施方案,所述换卷组件包括换卷支撑体、第一收卷胶辊和第二收卷胶辊,所述换卷支撑体由两件竖立并内外布置的换卷滑板组成,两个所述换卷滑板之间通过滑板横撑拉紧固定,内侧的所述收卷墙板上竖向布设直线导轨副,内侧的所述换卷滑板上设有滑块与所述直线导轨副配合,在传动机构驱动下所述换卷组件相对于所述收卷墙板上下滑动;
7、所述第二收卷胶辊和所述第一收卷胶辊上下对称排布且同一端均通过第一轴承座固定在内侧所述换卷滑板上,相同的另一端的伸出轴位置设有驱动组件,在收卷时与对应的所述收卷气胀轴同步牵引箔材极片;
8、所述第一/二收卷胶辊靠近处于所述接带换卷位的所述收卷摆臂一侧设有贴胶传感器,所述贴胶传感器通过支架固定在所述换卷滑台上,所述贴胶传感器与控制单元电性连接。
9、进一步地,所述第一收卷胶辊的下方位与第二收卷胶辊的上方位均设有切刀机构,所述切刀机构包括切刀组件、切刀气缸和第二轴承座,所述第二轴承座固定在内侧的所述换卷滑板上,所述切刀组件包括切刀本体和转动轴,所述切刀本体一端设有与所述第二轴承座配合的所述转动轴,其另一端为用于切断极片的刀刃,所述切刀气缸的一端与所述转动轴连接,所述贴胶传感器检测到所述收卷轴靠近所述第一/二收卷胶辊并贴紧时,控制单元接收到贴紧信号,控制切刀气缸动作,驱动转动轴旋转,切刀切断极片,实现换卷。
10、作为本发明的一种优选实施方案,所述贴胶传感器通过支架固定在内侧的所述换卷滑板上。
11、作为本发明的一种优选实施方案,所述传动机构包括传动齿条和驱动齿轮,所述传动齿条竖向安装在内侧所述收卷墙板上,所述驱动齿轮安装在内侧的所述换卷滑板上,所述驱动齿轮上设有电机,所述电机驱动所述驱动齿轮在所述传动齿条上运动。
12、作为本发明的一种优选实施方案,所述摆轴两端通过法兰固定在两个所述收卷墙板之间。
13、作为本发明的一种优选实施方案,所述收卷气胀轴上套设有卷筒,所述收卷气胀轴用于胀紧卷筒,通过快拆结构固定至一对所述摆杆之间,所述收卷气胀轴通过同步带连接收卷电机进行主动收卷。
14、作为本发明的一种优选实施方案,所述牵引机构包括牵引辊组件、牵引压辊组件、牵引底座和牵引墙板,所述牵引底座上内外侧均固定设有一个所述牵引墙板,两个所述牵引墙板之间通过第一横撑拉紧并定位;所述牵引辊组件包括主驱动辊、第三轴承座和主气缸,所述主驱动辊通过第三轴承座与内侧的所述牵引墙板固定,所述主驱动辊与所述主气缸的伸出端连接,驱动箔材极片;所述牵引压辊组件包括压辊、转动座和压紧气缸,所述压辊通过转动座固定在内侧的所述牵引墙板上,所述压辊与所述压紧气缸的伸出端连接,通过压紧气缸驱动压辊压紧箔材极片,所述压辊配合主驱动辊牵引箔材极片。
15、进一步地,所述牵引机构还包括纠偏组件,所述纠偏组件安装在所述牵引墙板的顶部,箔材极片在经过所述牵引辊组件前先经过所述纠偏组件,所述纠偏组件与所述牵引压辊组件之间还设有固定在所述牵引墙板上的若干张力辊。
16、进一步地,所述牵引机构还包括用于检测控制收卷张力的浮动摆辊组件,所述浮动摆辊组件设置在所述牵引辊组件的下方,箔材极片经过牵引辊组件后再经过浮动摆辊组件,所述浮动摆辊组件靠近收卷工位一侧设有若干承托辊。
17、综上所述,相较于现有技术,本发明的有益效果是:
18、1、本发明引入的无转塔收卷技术创新性地解决了锂电池制造中,以铝箔、铜箔为基材的传统转塔式自动收卷系统所固有的不平衡问题。此设计彻底消除了a/b轴在转塔换位过程中因重量不均及过辊平行超差导致的极片跑偏现象,直接提升了收卷精度与稳定性,为后续涂布及极片分切工序奠定了坚实基础,显著降低了极片断带的风险,保障了生产线的连续性与效率。
19、2、本发明的应用有效应对了锂电行业极片基材幅宽增加带来的挑战,通过优化张力控制,避免了张力不匹配引起的滑卷及端面错位问题,显著减少了因收卷不良导致的材料报废,同时省去了二次复卷的繁琐与成本,直接提升了生产的经济效益。在换卷环节,双收卷胶辊的换卷组件设计实现了位置的精准固定,摒弃了传统摆臂抬升方式,确保了换卷过程中第一/二收卷胶辊与收卷a/b轴的平行,不仅提升了换卷效率,还从根本上解决了换卷打底不良的问题,彻底消除了人工除底皱可能产生的安全隐患,增强了生产作业的安全性。
20、3、本发明收卷设备采用压紧式主动收卷方式,使得收卷胶辊与收卷a/b轴紧密结合,有效减少了卷料中的空气含量,收卷成品更加紧实、均匀,有效避免了滑卷、端面错层等质量问题。尤为值得一提的是,该设计还能在收卷过程中自动抚平宽幅中间极耳留白处的折皱与鼓包,显著提升了收卷外观的平整度与美观度,为后续涂布与分切工序提供了更高质量的基材,进一步提高了产品良率与整体生产效率。
本文地址:https://www.jishuxx.com/zhuanli/20241204/342293.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表