一种瓷质绝缘子头部上釉上砂装置及上釉上砂方法与流程
- 国知局
- 2024-12-06 12:40:35
本发明涉及绝缘子表面加工,尤其涉及一种瓷质绝缘子头部上釉上砂装置。
背景技术:
1、圆柱头瓷绝缘子是一种悬式绝缘子结构,相比于锥头产品因其头部尺寸小,结构高度低,可降低生产成本。圆柱头绝缘子由瓷件和金具中间使用胶合剂将两部分连接起来。上砂工艺为最重要的工序之一。圆柱头的头部釉通常有别于伞部釉料配方,其目的是使得坯体受到由釉料提供的压应力从而具有更高的强度,而瓷砂粘连在头部釉上使瓷件头部与胶合剂部分结合更加牢固,同时结合部分也承担了瓷件连接的强度,因此上砂工序尤为重要。
2、现有技术中大多手工涂沾砂釉、上砂,由于是手工操作会由于个人经验手法不同,导致上釉上砂后不均匀,无法使上釉上砂标准化,而且上釉上砂效率低,绝缘子产品质量稳定性、一致性不能得到有效保障。即使是采用了机械化操作,现有的上釉上砂的设备、工装是分开的独立个体,在作业的过程中由于手工频繁搬运传递坯件也会增加坯体受损的可能性,使用这种方案不仅会增加生产成本,也同样易导致坯体受损。
技术实现思路
1、本发明的目的在于解决现有技术中存在的缺陷,而提出的一种瓷质绝缘子头部上釉上砂装置。
2、为了实现上述目的,本发明采用了如下技术方案:
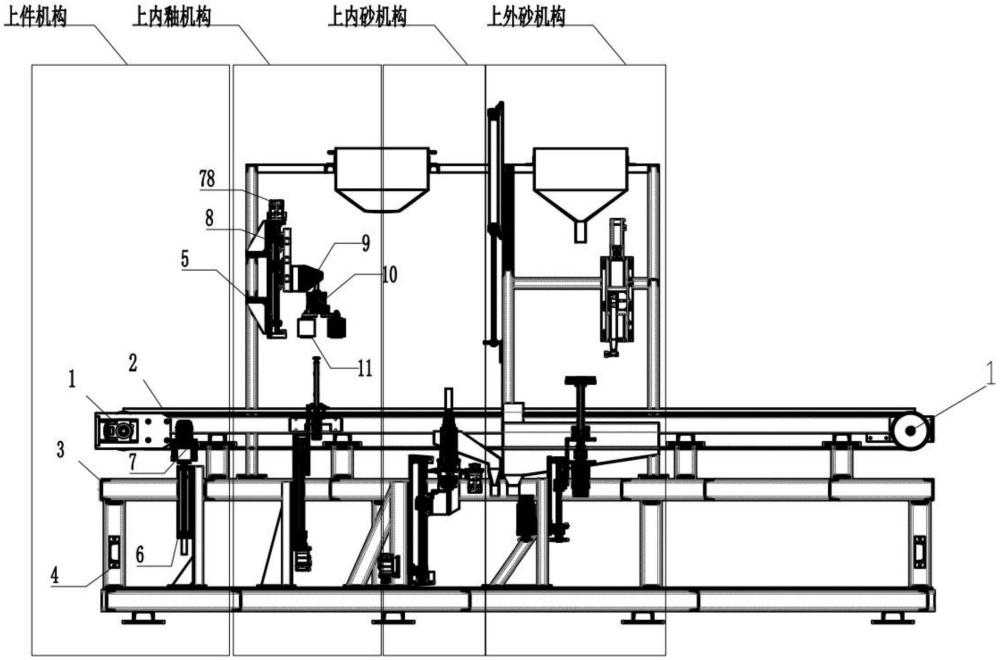
3、一种瓷质绝缘子头部上釉上砂装置,包括输送机构,所述输送机构上依次设置有上内釉机构、上内砂机构、上外釉机构和上外砂机构,
4、所述上内釉机构包括第一供釉组件,所述第一供釉组件输出端设置有甩釉盖,所述甩釉盖固定连接于旋转杆上,所述旋转杆转动连接于第一安装板上,所述第一安装板可升降的设置于第一升降架;
5、所述上内砂机构包括甩砂组件和第二升降架,所述甩砂组件用于向圆柱头瓷绝缘子内壁甩砂,并可升降的设置于第二升降架上;
6、所述上外釉机构包括海绵滚刷,所述海绵滚刷由海绵滚刷摆动组件控制,用于向圆柱头瓷绝缘子外壁涂釉;
7、所述上外砂机构包括喷砂嘴和第三升降架,所述喷砂嘴与砂箱连接,所述第三升降架用于支撑瓷质绝缘子,并控制瓷质绝缘子升降和旋转。
8、进一步的,所述第一供釉组件包括水箱和釉箱,所述水箱通过输水管与甩釉盖连接,所述釉箱通过输釉管与甩釉盖连接,所述釉箱为恒压密闭搅拌机,恒压密闭搅拌机内设置有搅拌叶片,所述搅拌叶片用于搅拌釉箱内的物料。
9、进一步的,所述旋转杆由第一旋转电机驱动,所述第一旋转电机固定连接于第一安装板上,所述第一安装板与第一连接块连接,所述第一连接块与第一滚珠丝杠连接,并与第一直线导轨配合,所述第一滚珠丝杠由升降电机驱动。
10、进一步的,所述甩砂组件包括甩砂桶,所述甩砂桶由甩砂旋转电机驱动;
11、所述定量供砂组件包括连接块,连接块与推砂螺旋丝杠连接,两者均与第二直线导轨配合,推砂螺旋丝杠两端均通过轴承座与第二直线导轨固定连接,连接机构与推砂螺纹丝杠连接,连接机构顶端设置有推砂活塞,推砂活塞顶端设置有推砂板,所述推砂活塞由推砂电机驱动。
12、进一步的,所述上外釉机构还包括补釉毛刷和中间海绵辊,所述补釉毛刷与气缸连接,所述气缸用于带动补釉毛刷从沾砂釉桶里蘸取沾砂釉;所述中间海绵辊设置于补釉毛刷与海绵滚刷之间,用于通过补釉毛刷向海绵滚刷供给沾砂釉。
13、进一步的,所述上内釉机构还包括三爪定位组件,所述三爪定位组件包括三个包胶辊筒,所述包胶辊筒可转动的设置于夹爪支架上,所述夹爪支架的开合由第二伺服电机控制,所述第二伺服电机固定连接于外架上。
14、进一步的,上外砂机构还包括吹扫组件,所述吹扫组件包括吹气嘴和万向导管,所述吹气嘴设置于喷砂嘴的一侧,所述万向导管一端与吹气嘴连接,另一端与空压机连接。
15、进一步的,所述第三升降架包括第三支架,所述第三支架上固定连接有顶升电动机,顶升电动机与螺旋丝传动连接,螺旋丝杆两端由第三轴承底座固定,第三轴承底座固定连接于第三支架上,所述螺旋丝杆上设置有第三安装板,所述螺旋丝杆用于驱动第三安装板上下移动,所述第三安装板上固定连接有顶杆,所述顶杆用于同瓷质绝缘子配合。
16、一种瓷质绝缘子头部上釉上砂方法,利用上述的瓷质绝缘子头部上釉上砂装置,并包括以下步骤:
17、s1:沾砂釉的调配:配胶,称取2~5份的羧甲基纤维素与100份水混合,使用搅拌机搅拌至胶状;称取实际使用的头部釉3~5份,加入至已搅拌好的胶体中,混合均匀,混合后为沾砂釉备用;
18、s2:上件:机器人将工件放到输送机构上,上一工序机器人离开后发出允许上砂机运行指令;
19、工件在输送机构前先进行工件高度尺寸的确认,若高度尺寸超差将报警提示,机器人将超差工件抓取下线另行摆放,系统将记录不良品超差数据;若高度尺寸在公差允许范围内,上砂机后续工位将依据基准值及实际高度差值补偿上釉、上砂的运行高度尺寸;传送带按指定的距离将工件传送到上内釉机构;
20、s3:上内釉:上内釉机构中的光电开关检测到有工件后,上方夹爪下行,到位后夹紧工件对工件进行二次定位,甩釉盖组件上行,插入到工件头部内腔,按设定和高度补偿尺寸开始对工件头部内腔进行釉甩釉作业,上位内孔沾砂釉后,甩釉组件下行到原点,甩釉盖旋转并打开供水管道对甩釉盖上的残釉进行清洗;
21、s4:复位:夹爪下行将工件放回到传送带上,然后夹爪上行复位;系统确认上砂机各工位均复位后启动传送带将工件向后传送;
22、s5:上内砂:上内砂机构中光电开关检测到有工件后,下方甩砂组件按设定高度补偿尺寸调整第二升降架高度,对工件头部内腔进行喷砂作业;
23、s6:复位:喷砂作业完成后甩砂组件和第二升降架下行复位,系统确认上砂机各工位均复位后启动传送带将工件向后传送;
24、s7:上外釉:上外釉机构的光电开关检测到有工件后,第三升降架将按设定和高度补偿尺寸将工件顶升到位,到位后启动旋转,上外釉海绵滚在直线模组的驱动下按设定尺寸向工件贴靠,通过工件的旋转带动海绵滚转动,将沾砂釉涂覆到工件头部外表面;
25、s8:补釉:沾砂釉涂覆完成后,外釉海绵滚复位,并向中间补釉海绵滚贴靠,对外釉海绵辊进行补釉作业,同时毛刷补釉同步向中间海绵滚进行补釉作业;
26、s9:喷砂:外釉海绵滚复位的同时外砂喷嘴下行到设定位,对工件头部外表面进行喷砂作业,喷砂作业启动后伞面吹扫喷嘴延时开启,对落在工件伞面及头顶区的余砂进行吹扫
27、s10:复位:喷砂作业完成后,喷嘴上行复位,吹扫延时停止;旋转托盘停止转动,然后向下运行卸下工件并复位;系统确认上砂机各工位均复位后启动传送带将工件向后传送。
28、进一步的,还包括步骤s11:上外砂机构后的输送带上设置有检测机构,检测机构配置工业摄像头及显示器,实时录像显示工件头部内孔砂的上砂情况。
29、有益效果
30、相比于现有技术,本发明的有益效果在于:(1)本发明通过改变传统手工或单机上内、外釉砂的方式,将上内、外釉砂整合到一台自动化设备上,实现连续不间断生产,极大的提高了生产效率降低生产成本。(2)通过全自动化机械工作,仅需修改设定参数即可对产品上釉上砂尺寸高度与范围进行精细调控,提高了产品质量的一致性,保证绝缘子性能。
本文地址:https://www.jishuxx.com/zhuanli/20241204/342505.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表