浸渍喷嘴、铸模及钢的连续铸造方法与流程
- 国知局
- 2024-12-06 13:09:22
本发明涉及在进行钢的连续铸造时用于将钢液注入铸模的浸渍喷嘴及使用该浸渍喷嘴的连铸机用的铸模、以及钢的连续铸造方法。
背景技术:
1、在进行钢的连续铸造时,将浸渍喷嘴浸渍于铸模内的钢液中注入钢液。关于铸模内的钢液的流动,来自浸渍喷嘴的左右成对的排出口的排出流与铸模的短边侧内壁碰撞,分流为沿着铸模内壁上升的向上流和沿着铸模内壁下降的向下流。
2、此时,特别是在排出流速大等情况下,有时在排出口的上部和下部发生不均匀的流速分布。由此,有时在向上流及向下流的各自中左右的流量平衡被扰乱、产生局部较强的排出流,由此流动大幅波动。这样的波动成为由凝固壳的生成不良、气泡、夹杂物向凝固壳的捕获所引起的缺陷产生的要因。
3、为了解决这样的问题,考虑通过减缓铸模内的钢液的流动并且形成均匀的流动来使防止了由气泡、夹杂物引起的缺陷的连续铸造成为可能。按照该想法,例如下述的专利文献提出了在上下方向2段设置有钢液排出口的4孔式的浸渍喷嘴(4孔喷嘴)。
4、专利文献1中公开了为尽可能降低最大下降流速而上段的排出口面积大于下段的排出口面积的喷嘴、以及使用其的连续铸造方法。
5、现有技术文献
6、专利文献
7、专利文献1:国际公开第2010/109887号
技术实现思路
1、发明要解决的课题
2、专利文献1中记载的技术中,虽然成功地降低了下降流速,但钢液向上下段排出口的流动容易因重力性质而不均,其结果,喷嘴底部成为高压。因此,存在以下情况:在喷嘴底部产生沉淀并与钢液内存在的夹杂物反应而在浸渍喷嘴内管附着夹杂物,内管产生熔损。另外,与2孔喷嘴相比,各个排出口的截面积较小,因此存在其附着·熔损扰乱钢液的流动,容易阻碍操作的问题。
3、本发明是为了解决上述问题而完成的,其目的在于提供在适当控制铸模内钢液流动的同时降低钢液中夹杂物向喷嘴的附着、喷嘴熔损的技术。
4、用于解决课题的手段
5、为了解决上述课题,本申请的发明人为将多孔浸渍喷嘴的上下排出口的开口面积比和各自的排出口的流量优化而对喷嘴内的压力分布进行了研究,结果实现了本发明。
6、用于解决上述课题的本发明涉及的浸渍喷嘴是在进行钢的连续铸造时从钢液的贮存容器向进行所述连续铸造的连铸机的铸模内供给钢液的浸渍喷嘴,其特征在于,所述浸渍喷嘴的浸渍于铸模内钢液的那侧的喷嘴主体的端部被封闭,在所述喷嘴主体的浸渍于钢液的部位的上段部以及下段部具有以中心轴为对称轴的各1对排出口,所述下段部的排出口的开口部面积为所述上段部的排出口的开口部面积的1.0倍以上1.6倍以下的范围。
7、需要说明的是,本发明涉及的浸渍喷嘴的更优选的解决手段如下:
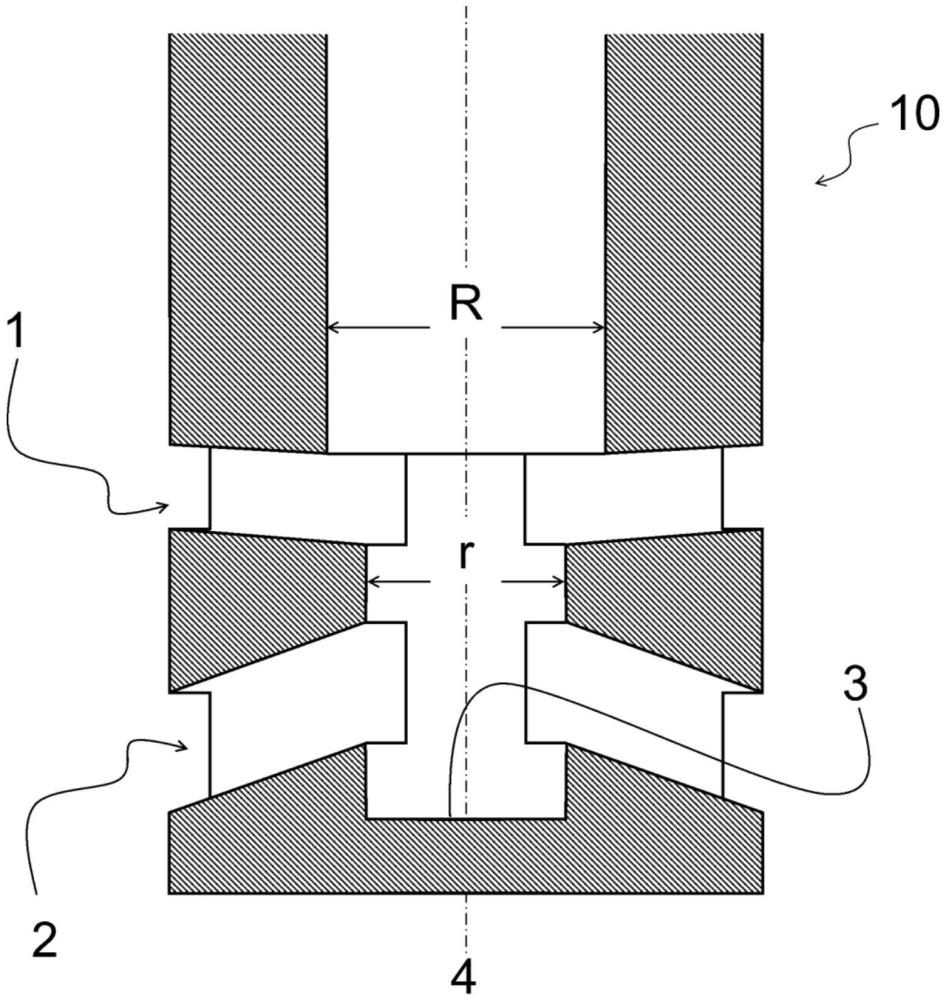
8、a.在浸渍喷嘴内部的流路中,从排出口上孔上端起至浸渍喷嘴下端底为止的内径r相对至排出口上孔上端为止的内径r之比r/r为0.6以上且小于1.0的范围;
9、b.所述上段部的排出口和所述下段部的排出口的排出方向在俯视下以10°以内的角度θ配置;
10、等等。
11、另外,本发明涉及的铸模是具有上述任意的浸渍喷嘴的连铸机用的铸模,其特征在于,该铸模以使下述(1)式表示的影响液面波动的指数k在0.09~0.14的范围内的方式构成,
12、k2= (l2+w2/4)/tp2 (1)
13、其中,l为从弯月面起至所述浸渍喷嘴的所述排出口上孔上端为止的距离[m],
14、w为弯月面位置处的所述铸模的短边间距离[m],
15、tp为每单位时间的钢液通过质量[t/min]。
16、需要说明的是,本发明涉及的铸模更优选的解决手段为具备:具有直流线圈及交流线圈的电磁搅拌装置,该电磁搅拌装置设置于比所述浸渍喷嘴的所述排出口靠上部的所述铸模的长边外部,能对所述铸模内钢液施加将交流磁场叠加于直流磁场而得的磁场;和具有直流线圈的电磁制动装置,该电磁制动装置设置于比所述浸渍喷嘴的所述排出口靠下部的所述铸模的长边外部,能对所述铸模内钢液施加直流磁场。
17、另外,本发明涉及的钢的连续铸造方法的特征在于,在使用上述任意的浸渍喷嘴对钢进行连续铸造时,以使上述(1)式表示的液面波动指数k在0.09~0.14的范围内的方式进行调整。
18、需要说明的是,本发明涉及的钢的连续铸造方法更优选的解决手段如下:
19、c.对比浸渍于所述铸模内钢液的所述浸渍喷嘴的所述排出口靠上部的所述铸模内钢液施加将磁通密度为0.03~0.1t的交流磁场叠加于磁通密度为0.1~0.8t的直流磁场而得的磁场,对比所述排出口靠下部的所述铸模内钢液施加磁通密度为0.1~0.8t的直流磁场;
20、d.以ar气体流量qar[nl/min]相对钢液通过质量tp[t/min]之比qar/tp成为2.0以上5.0以下的方式进行调整而使ar从上喷嘴流入;
21、等等。
22、发明的效果
23、根据本发明的浸渍喷嘴、连铸机,通过相对于多孔浸渍喷嘴的上段排出口面积而言增大下段排出口面积,由此能够在流动不会在喷嘴底部处滞留而形成高压部、并且不会在排出口附近形成负压的情况下对钢进行连续铸造。因此,能够防止因喷嘴耐火物与夹杂物的反应而引起的附着、喷嘴熔损,可期待降低阻碍操作的风险的效果。本发明的浸渍喷嘴适合用于钢的连续铸造方法。
技术特征:1.浸渍喷嘴,其是在进行钢的连续铸造时从钢液的贮存容器向进行所述连续铸造的连铸机的铸模内供给钢液的浸渍喷嘴,其中,所述浸渍喷嘴的浸渍于铸模内钢液的那侧的喷嘴主体的端部被封闭,在所述喷嘴主体的浸渍于钢液的部位的上段部以及下段部具有以中心轴为对称轴的各1对排出口,
2.根据权利要求1所述的浸渍喷嘴,其中,在浸渍喷嘴内部的流路中,从排出口上孔上端起至浸渍喷嘴下端底为止的内径r相对至排出口上孔上端为止的内径r之比r/r为0.6以上且小于1.0的范围。
3.根据权利要求1或2所述的浸渍喷嘴,其中,所述上段部的排出口与所述下段部的排出口的排出方向在俯视下以10°以内的角度θ配置。
4.铸模,其是具有权利要求1~3中任一项所述的浸渍喷嘴的连铸机用的铸模,其中,
5.根据权利要求4所述的铸模,其具备:
6.钢的连续铸造方法,其中,在使用权利要求1~3中任一项所述的浸渍喷嘴对钢进行连续铸造时,以使下述(1)式表示的液面波动指数k在0.09~0.14的范围内的方式进行调整,
7.根据权利要求6所述的钢的连续铸造方法,其中,对比浸渍于所述铸模内钢液的所述浸渍喷嘴的所述排出口靠上部的所述铸模内钢液施加将磁通密度为0.03~0.1t的交流磁场叠加于磁通密度为0.1~0.8t的直流磁场而得的磁场,对比所述排出口靠下部的所述铸模内钢液施加磁通密度为0.1~0.8t的直流磁场。
8.根据权利要求6或7所述的钢的连续铸造方法,其中,以ar气体流量qar[nl/min]相对钢液通过质量tp[t/min]之比qar/tp成为2.0以上5.0以下的方式进行调整而使ar从上喷嘴流入。
技术总结提供在适当控制铸模内钢液流动的同时减少钢液中夹杂物向喷嘴的附着、喷嘴熔损的技术。在进行钢的连续铸造时从钢液的贮存容器向进行所述连续铸造的连铸机的铸模内供给钢液的浸渍喷嘴,所述浸渍喷嘴的浸渍于铸模内钢液的那侧的喷嘴主体的端部被封闭,在所述喷嘴主体的浸渍于钢液的部位的上段部以及下段部具有以中心轴为对称轴的各1对排出口,所述下段部的排出口的开口部面积为所述上段部的排出口的开口部面积的1.0倍以上1.6倍以下的范围。优选地,在浸渍喷嘴内部的流路中,从排出口上孔上端起至浸渍喷嘴下端底为止的内径r相对至排出口上孔上端为止的内径R之比r/R为0.6以上且小于1.0的范围;上段部的排出口和下段部的排出口的排出方向在俯视下以10°以内的角度θ配置。技术研发人员:森田周吾,川原崎匠,田中智纮,荒牧则亲,松井章敏,小谷野哲郎,千代原亮祐,佐野佳祐受保护的技术使用者:杰富意钢铁株式会社技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/343320.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表