减薄控制方法、系统及减薄设备与流程
- 国知局
- 2024-12-06 13:08:29
本发明涉及半导体器件加工领域,尤其是减薄控制方法、系统及减薄设备。
背景技术:
1、减薄是晶圆等半导体器件加工的重要过程。
2、减薄设备是用于减薄的专用设备。申请公布号为cn115338717a和授权公告号为cn218639240u的专利文献揭示了两种可用的减薄设备。
3、这两种结构中,都是通过机械手丛料盒中取晶圆并转移到定心机构处进行定心,定心后,再通过机械手将定心机构处的晶圆移载到承片台上,再通过研磨机构对承片台上的晶圆进行研磨。
4、在研磨机构研磨时,会使主轴先以较快的速度下移到降速点位置,在主轴下移到降速点位置后,需要使主轴切换为较慢的下移速度以使磨轮与晶圆以低速接触,从而实现对磨轮和晶圆的保护。
5、现有的减薄工艺中,会根据每种晶圆的标准厚度值确定对应的标准降速点位置。但是由于加工误差的存在,即使是同一种晶圆,它们的厚度也会存在一定差异,如果一个晶圆的实际厚度大于这种晶圆的标准厚度值且其放置在承片台上时顶面不低于这种晶圆对应的标准降速点位置,那么就会造成主轴下端的磨轮以较快的速度与晶圆接触,增加了磨轮和晶圆损坏的风险。甚至存在晶圆的厚度超过测厚机构的量程的情况,这样更增加了测厚机构故障的风险。反之,若一个晶圆的实际厚度小于这种晶圆的标准厚度值,那么将晶圆放置在承片台上时,其顶面位置会更低于标准降速点位置,这就造成主轴在标准降速点位置降低下移速度后需要更长的时间才能使主轴下端的磨轮接触到晶圆,这就造成了效率的降低和更大的空行程。
技术实现思路
1、本发明的目的就是为了解决现有技术中存在的上述问题,提供一种减薄控制方法、系统及减薄设备。
2、本发明的目的通过以下技术方案来实现:
3、减薄控制方法,包括如下过程:
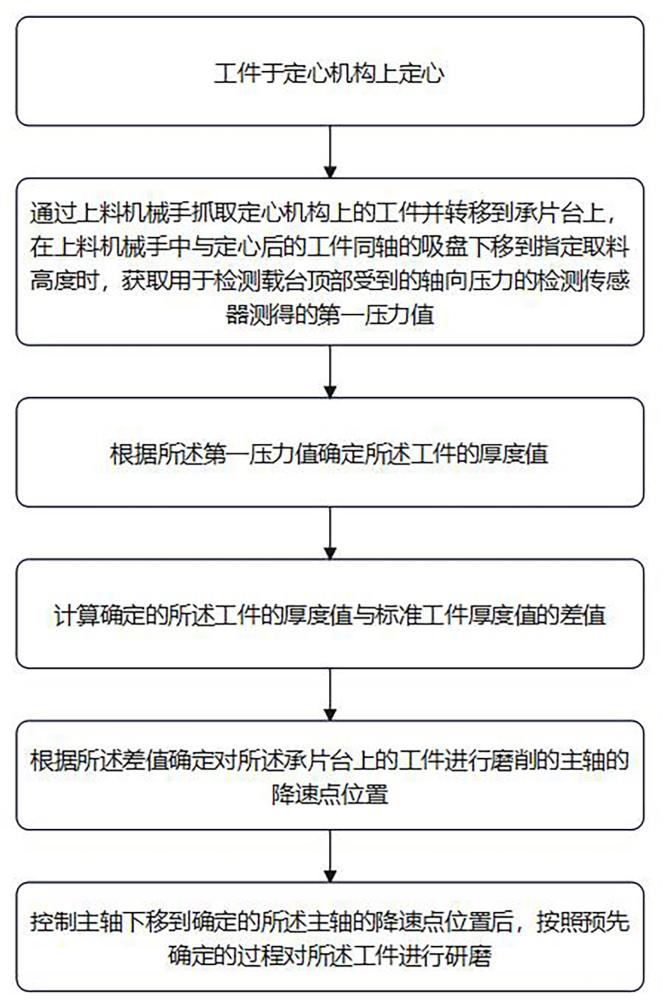
4、s1,在工件于定心机构上定心后,通过上料机械手抓取定心机构上的工件并转移到承片台上,所述定心机构包括用于承载工件的载台,所述载台的底部连接用于检测载台顶部受到的轴向压力的检测传感器;在所述上料机械手中与定心后的工件同轴的吸盘下移到指定取料高度时,获取所述检测传感器测得的第一压力值;
5、s2,根据所述第一压力值确定所述工件的厚度值;
6、s3,计算s2中确定的所述工件的厚度值与标准厚度值的差值;
7、s4,根据所述差值确定对所述承片台上的工件进行磨削的主轴的降速点位置;
8、s5,控制主轴下移到s4中确定的所述主轴的降速点位置后,按照预先确定的过程对所述工件进行研磨。
9、优选的,在所述工件放置到所述载台上后,获取所述检测传感器测得的第二压力值,
10、根据所述第一压力值确定所述工件的厚度值时,用所述第一压力值减去所述第二压力值得到压力差值,将所述压力差值代入压力差值与工件厚度值的线性关系式计算得到所述工件的厚度值。
11、优选的,在确定所述工件的厚度值后,确认所述工件的厚度值是否超过减薄设备的测厚机构的量程,若是,报警并退出减薄流程;若否,执行s3。
12、优选的,在工件移动到所述承片台上后,通过测厚机构确定所述工件的厚度值;
13、判断所述测厚机构确定的所述工件的厚度值、s2中确定的所述工件的厚度值与标准厚度值的大小;
14、若确定所述测厚机构确定的所述工件的厚度值及s2中确定的所述工件的厚度值中的一者大于所述标准厚度值,另一者小于所述标准厚度值,则报警并停止减薄;
15、若确定所述测厚机构确定的所述工件的厚度值和s2中确定的所述工件的厚度值均大于标准厚度值,确定所述测厚机构确定的所述工件的厚度值是否大于s2中确定的所述工件的厚度值,若是,则根据所述测厚机构确定的所述工件的厚度值计算所述差值,反之,根据所述s2中确定的所述工件的厚度值计算所述差值;
16、若确定所述测厚机构确定的所述工件的厚度值和s2中确定的所述工件的厚度值均小于标准厚度值,确定所述测厚机构确定的所述工件的厚度值是否大于s2中确定的所述工件的厚度值,若是,则根据所述s2中确定的所述工件的厚度值计算所述差值,反之,根据测厚机构确定的所述工件的厚度值计算所述差值。
17、优选的,在通过测厚机构确定所述工件的厚度值时,间隔获取所述测厚机构的多个检测值,并根据多个检测值确定所述工件的厚度值。
18、优选的,在通过测厚机构确定所述工件的厚度值后,判断所述测厚机构确定的所述工件的厚度值与所述s2中确定的所述工件的厚度值的差值是否超出差值阈值,若是,则报警并停止减薄,若否,则判断所述测厚机构确定的所述工件的厚度值、s2中确定的所述工件的厚度值与标准厚度值的大小。
19、优选的,当确定的所述工件的厚度值大于标准厚度值,所述主轴的降速点位置位于标准降速点位置上方,且所述主轴的降速点位置和标准降速点位置之间的高度差为所述差值的绝对值;当确定的所述工件的厚度值小于标准厚度值,所述主轴的降速点位置位于标准降速点位置下方,且所述主轴的降速点位置和标准降速点位置之间的高度差为所述差值的绝对值。
20、优选的,按照预先确定的过程对所述工件进行研磨时,分阶段进行研磨,每个阶段采用不同的研磨参数研磨设定厚度。
21、减薄控制系统,包括:
22、取件及压力获取单元,用于在工件于定心机构上定心后,通过上料机械手抓取定心机构上的工件并转移到承片台上,所述定心机构包括用于承载工件的载台,所述载台的底部连接用于检测载台顶部受到的轴向压力的检测传感器;在所述上料机械手中与定心后的工件同轴的吸盘下移到指定取料高度时,获取所述检测传感器测得的第一压力值;
23、厚度计算单元,用于根据所述第一压力值确定所述工件的厚度值;
24、差值计算单元,用于计算厚度计算单元确定的所述工件的厚度值与标准厚度值的差值;
25、降速点位置确定单元,用于根据所述差值确定对所述承片台上的工件进行磨削的主轴的降速点位置;
26、减薄单元,用于控制主轴下移到降速点位置确定单元确定的所述主轴的降速点位置后,按照预先确定的过程对所述工件进行研磨。
27、减薄设备,包括处理器及存储器,所述存储器中存储有可被所述处理器执行的程序,所述程序被执行时,实现如上任一所述的减薄控制方法。
28、本发明技术方案的优点主要体现在:
29、本发明的减薄控制方法在定心机构处设置检测传感器,能够在上料机械手取料时测量不同厚度的工件对应的压力值并基于测得的压力值来计算工件的厚度,从而可以根据计算出的工件厚度与标准厚度值进行比较,并根据比较结果对降速点位置进行调整,从而使调整后的降速点位置能够有效地适应实际工件的加工需要,避免发生碰撞或效率降低的问题。
30、本发明在根据测出的压力值确定出工件厚度后,能够判断是否超出测厚机构的量程时,报警并停止减薄,从而可以有效地避免继续测厚造成测厚机构故障的问题。
31、本发明在根据测出的压力值计算工件厚度时,有效地避免不同厚度的工件的重量对压力的影响,有利于改善工件厚度计算的准确性。
32、本发明在根据压力值计算工件厚度的基础上,进一步结合测厚机构进行工件厚度测量,能够有效地避免单一机构测量出现误判的情况,同时,通过多方位的比对能够尽可能保证补偿的准确性。
本文地址:https://www.jishuxx.com/zhuanli/20241204/343271.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表