一种产品点焊固定方法、系统及装置与流程
- 国知局
- 2024-12-26 15:08:56
本发明涉及焊接技术的领域,尤其是涉及一种产品点焊固定方法、系统及装置。
背景技术:
1、点焊是一种通过电极在两块搭接的工件接触面之间形成焊点以连接工件的电阻焊方法。
2、气罐的制造一般需要采用点焊技术,气罐一般包括罐顶、罐体和罐底三部分,罐顶上一般设置有用于输入输出的管道,罐顶和罐体之间以及罐体和罐底之间均通过电焊密封连接,当焊接罐顶、罐体和罐底之前,一般通过点焊对罐顶、罐体和罐底进行预先的连接固定以方便后续的连续焊接。
3、当点焊罐顶、罐体和罐底时,需要工作人员通过小车等运载工具将罐顶、罐体和罐底搬运到点焊装置所在的位置并调整罐顶、罐体和罐底的姿态以进行点焊固定,费时费力。
技术实现思路
1、为了提高点焊的方便性,能自动搬运气罐的零部件,本发明提供一种产品点焊固定方法、系统及装置。
2、第一方面,本发明提供一种产品点焊固定方法,采用如下的技术方案:
3、一种产品点焊固定方法,包括:
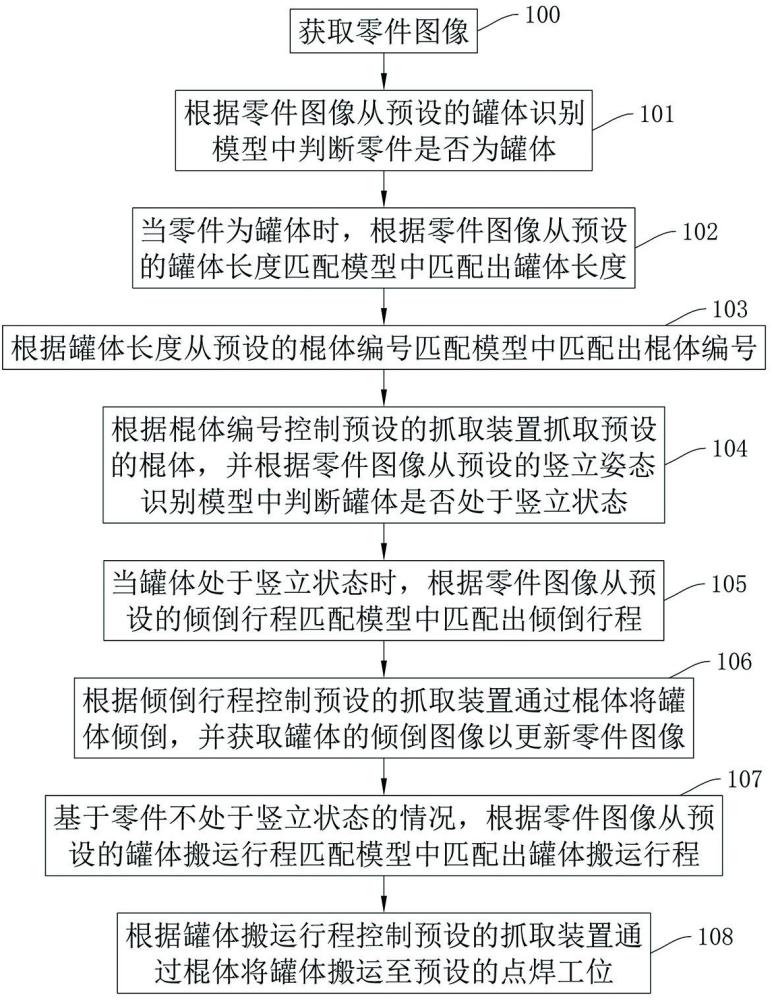
4、获取零件图像;
5、根据零件图像从预设的罐体识别模型中判断零件是否为罐体;
6、当零件为罐体时,根据零件图像从预设的罐体长度匹配模型中匹配出罐体长度;
7、根据罐体长度从预设的棍体编号匹配模型中匹配出棍体编号;
8、根据棍体编号控制预设的抓取装置抓取预设的棍体,并根据零件图像从预设的竖立姿态识别模型中判断罐体是否处于竖立状态;
9、当罐体处于竖立状态时,根据零件图像从预设的倾倒行程匹配模型中匹配出倾倒行程;
10、根据倾倒行程控制预设的抓取装置通过棍体将罐体倾倒,并获取罐体的倾倒图像以更新零件图像;
11、基于零件不处于竖立状态的情况,根据零件图像从预设的罐体搬运行程匹配模型中匹配出罐体搬运行程;
12、根据罐体搬运行程控制预设的抓取装置通过棍体将罐体搬运至预设的点焊工位。
13、通过采用上述技术方案,通过抓取装置抓取棍体,从而通过抓取装置控制棍体的姿态,进而通过棍体插入罐体中间的空腔以调整罐体的摆放状态并将罐体搬运至点焊工位以进行点焊操作,从而提高点焊的方便性。
14、可选的,还包括罐底搬运方法,所述罐底搬运方法包括:
15、根据零件图像从预设的罐底识别模型中判断零件是否为罐底;
16、当零件为罐底时,根据零件图像从预设的摆放姿态匹配模型中匹配出摆放姿态,所述摆放姿态包括正放状态;
17、当摆放姿态为正放状态时,根据零件图像从预设的按压位置匹配模型中匹配出按压位置;
18、根据按压位置和零件图像从预设的按压行程匹配模型中匹配出按压行程;
19、根据按压行程控制预设的按压装置按压零件的一端以使零件的另一端翘起,并根据按压位置和零件图像从预设的装载行程匹配模型匹配出装载行程;
20、根据装载行程控制预设的搬运装置进入零件翘起的一端,并根据按压行程控制预设的按压装置脱离零件,并根据零件图像从预设的罐底搬运行程匹配模型中匹配出罐底搬运行程;
21、根据罐底搬运行程控制预设的搬运装置将罐底搬运至预设的点焊工位。
22、通过采用上述技术方案,通过按压装置按压罐底的一端以使罐底翘起并控制搬运装置进入罐底翘起的一端从而使罐底不受按压装置按压时落入搬运装置上,进而通过搬运装置将罐底搬运至点焊工位以进行点焊操作,从而提高点焊的方便性。
23、可选的,所述摆放姿态还包括反放状态,所述罐底搬运方法还包括:
24、当摆放姿态为反放状态时,根据零件图像从预设的间隙位置识别模型中识别出间隙位置;
25、根据间隙位置和零件图像从预设的阻挡行程匹配模型中匹配出阻挡行程;
26、根据阻挡行程控制预设的阻挡装置阻挡零件的一端,并根据间隙位置从预设的穿插行程匹配模型中匹配出穿插行程;
27、根据穿插行程控制预设的抬升装置插入间隙位置,并根据零件图像从预设的抬升高度匹配模型中匹配出抬升高度;
28、根据抬升高度控制预设的抬升装置抬升零件,并根据间隙位置和零件图像从预设的装载行程匹配模型匹配出移动行程;
29、根据移动行程控制预设的搬运装置进入零件抬起的一端,并根据抬升高度和穿插行程控制预设的抬升装置脱离零件,并根据阻挡行程控制预设的阻挡装置脱离零件。
30、通过采用上述技术方案,通过阻挡装置阻挡罐底的一侧,从而减少通过抬升装置穿插进入罐底并抬升罐底时罐底滑移的情况,从而提高抬升的稳定性,并在通过抬升装置将罐底抬升后控制搬运装置进入罐底被抬起的一端,从而使抬升装置脱离罐底时罐底落入搬运装置上,进而通过搬运装置将罐底搬运至电焊工位以进行点焊操作,从而提高点焊的方便性。
31、可选的,还包括罐顶搬运方法,所述罐顶搬运方法包括:
32、根据零件图像从预设的罐顶识别模型中判断零件是否为罐顶;
33、当零件为罐顶时,根据零件图像从预设的管道特征识别模型中识别出管道特征;
34、基于管道特征从预设的抓取行程匹配模型中匹配出抓取行程;
35、根据抓取行程控制预设的抓取装置抓取管道特征,并根据管道特征和零件图像从预设的罐顶搬运行程匹配模型中匹配出罐顶搬运行程;
36、根据罐顶搬运行程控制预设的抓取装置将罐顶搬运至预设的点焊工位。
37、通过采用上述技术方案,通过图像识别出罐顶上的管道,从而通过抓取装置抓取管道进而抓取罐顶,并通过抓取装置将罐顶搬运至电焊工位以进行点焊操作,从而提高点焊的方便性。
38、可选的,还包括点焊方法,所述点焊方法包括:
39、获取点焊工位的工位图像;
40、根据工位图像从预设的罐体识别模型中判断出点焊工位上是否存在罐体;
41、当点焊工位上存在罐体时,根据工位图像从预设的罐体特征识别模型中识别出罐体特征,并根据工位图像从预设的罐底识别模型中判断出点焊工位上是否存在罐底;
42、当点焊工位上存在罐底时,根据工位图像从预设的罐底特征识别模型中识别出罐底特征;
43、基于罐体特征和罐底特征从预设的压紧行程匹配模型中匹配出压紧行程;
44、根据压紧行程控制预设的压紧装置将罐底抵压至罐体上,并基于罐底特征从预设的罐底重量匹配模型中匹配出罐底重量;
45、根据罐底重量从预设的点焊个数匹配模型中匹配出罐底点焊个数;
46、基于罐体特征、罐底特征和罐底点焊个数从预设的点焊模型中匹配出罐底点焊行程;
47、根据罐底点焊行程控制预设的点焊装置均匀点焊连接罐底和罐体。
48、通过采用上述技术方案,通过压紧装置将罐底向罐体上压紧,从而减少罐体和罐底之间的空隙,并根据罐底的重量选择将罐底固定于罐体上所需要的最少的点焊个数,从而按照点焊个数将罐底均匀焊接固定于罐体上,从而提高罐底和罐底之间连接的稳定性。
49、可选的,所述点焊方法还包括:
50、当点焊工位上不存在罐底时,根据工位图像从预设的罐顶识别模型中判断出点焊工位上是否存在罐顶;
51、当点焊工位上存在罐顶时,根据工位图像从预设的罐顶特征识别模型中识别出罐顶特征;
52、基于罐体特征和罐顶特征从预设的贴紧行程匹配模型中匹配出贴紧行程;
53、根据贴紧行程控制预设的抓取装置将罐顶与罐体贴紧,并基于罐顶特征从预设的罐顶重量匹配模型中匹配出罐顶重量;
54、根据罐顶重量从预设的点焊个数匹配模型中匹配出罐顶点焊个数;
55、基于罐体特征、罐顶特征和罐顶点焊个数从预设的点焊模型中匹配出罐顶点焊行程;
56、根据罐顶点焊行程控制预设的点焊装置均匀点焊连接罐顶和罐体。
57、通过采用上述技术方案,通过抓取装置抓取管道并将罐顶向罐体上压紧,从而减少罐体和罐顶之间的空隙,并根据罐顶的重量选择将罐顶固定于罐体上所需要的最少的点焊个数,从而按照点焊个数将罐顶均匀焊接固定于罐体上,从而提高罐顶和罐底之间连接的稳定性。
58、可选的,还包括罐顶调整方法,所述罐顶调整方法包括:
59、当点焊工位上存在罐顶时,基于罐顶特征从预设的管道特征识别模型中识别出抓取特征;
60、基于抓取特征从预设的管道朝向匹配模型中匹配出管道角度;
61、当管道角度超出预设的摆放区间时,根据管道角度从预设的调整角度匹配模型中匹配出调整角度;
62、基于抓取特征和调整角度从预设的调整行程匹配模型中匹配出调整行程;
63、根据调整行程控制预设的抓取装置抓取罐顶并转动。
64、通过采用上述技术方案,罐顶上的管道导致罐顶的质量分布不均匀,罐顶摆放不正时,罐顶容易发生滚动,通过管道的朝向判断罐顶的摆放姿态,并通过抓取装置纠正罐顶的摆放姿态,从而提高罐顶在点焊工位上摆放的稳定性。
65、可选的,还包括棍体拼接方法,所述棍体拼接方法包括:
66、当罐体长度超出预设的搬运长度区间时,根据罐体长度从预设的拼接编号匹配模型中匹配出拼接编号;
67、根据拼接编号从预设的拼接行程匹配模型中匹配出拼接行程;
68、根据拼接行程控制预设的抓取装置将棍体依次移动至预设的拼接工位,并控制预设的拼接装置将棍体拼接组成拼接棍;
69、控制预设的抓取装置将拼接棍抓取并通过拼接棍搬运罐体。
70、通过采用上述技术方案,当罐体过长时,通过现有的较短的棍体搬运罐体容易导致罐体从棍体上滑落,通过拼接装置将多根棍体拼接,从而形成较长的拼接棍,并通过拼接棍搬运罐体,从而提高罐体搬运的稳定性。
71、第二方面,本技术提供一种产品点焊固定系统,采用如下的技术方案:
72、一种产品点焊固定系统,包括:
73、获取模块,用于获取零件图像、倾倒图像和工位图像;
74、存储器,用于存储上述任一种产品点焊固定方法的程序;
75、处理器,存储器中的程序能够被处理器加载执行且实现上述任一种产品点焊固定方法。
76、第三方面,本技术提供一种产品点焊固定装置,采用如下的技术方案:
77、一种产品点焊固定装置,包括存储器和处理器,存储器上存储有能够被处理器加载并执行上述任一种产品点焊固定方法的计算机程序。
78、通过采用上述技术方案,通过抓取装置抓取棍体,从而通过抓取装置控制棍体的姿态,进而通过棍体插入罐体中间的空腔以调整罐体的摆放状态并将罐体搬运至点焊工位以进行点焊操作,从而提高点焊的方便性。
79、综上所述,本技术包括以下至少一种有益技术效果:
80、通过抓取装置抓取棍体,从而通过抓取装置控制棍体的姿态,进而通过棍体插入罐体中间的空腔以调整罐体的摆放状态并将罐体搬运至点焊工位以进行点焊操作,从而提高点焊的方便性;
81、通过按压装置按压罐底的一端以使罐底翘起并控制搬运装置进入罐底翘起的一端从而使罐底不受按压装置按压时落入搬运装置上,进而通过搬运装置将罐底搬运至点焊工位以进行点焊操作,从而提高点焊的方便性;
82、通过图像识别出罐顶上的管道,从而通过抓取装置抓取管道进而抓取罐顶,并通过抓取装置将罐顶搬运至电焊工位以进行点焊操作,从而提高点焊的方便性。
本文地址:https://www.jishuxx.com/zhuanli/20241226/344682.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表