一种超轻型飞机机翼生产用模具的制作方法
- 国知局
- 2025-01-10 13:16:55
本发明涉及超轻型飞机,具体为一种超轻型飞机机翼生产用模具。
背景技术:
1、超轻型飞机是按重量分类中最轻的一类飞机,具有低空、低速、稳定和安全等特点,而且结构简单、重量轻、价格便宜、容易操纵、维护方便,可广泛应用于农林牧业、勘探、航空摄影、航空体育运动和旅游等。
2、固定机翼是超轻型飞机的重要部件之一,安装在机身上,其主要作用是产生升力,以支持飞机在空中飞行。目前,超轻型飞机机翼在生产加工时需要控制其精度误差,以保证机翼符合生产设计规范要求。因此,本申请提供超轻型飞机机翼生产用模具,用以辅助超轻型飞机机翼的生产制备。
技术实现思路
1、本发明要解决的技术问题是克服现有的缺陷,提供一种超轻型飞机机翼生产用模具,可以在设计工装时标记节点位置,并对定位板和夹板的尺寸进行设计,能够通过夹板快速将模板安装到对应的节点位置,从而辅助机翼的生产加工,确保机翼生产符合设计规范要求,机翼误差不超设计范围,结构简单,使用方便,可以有效解决背景技术中的问题。
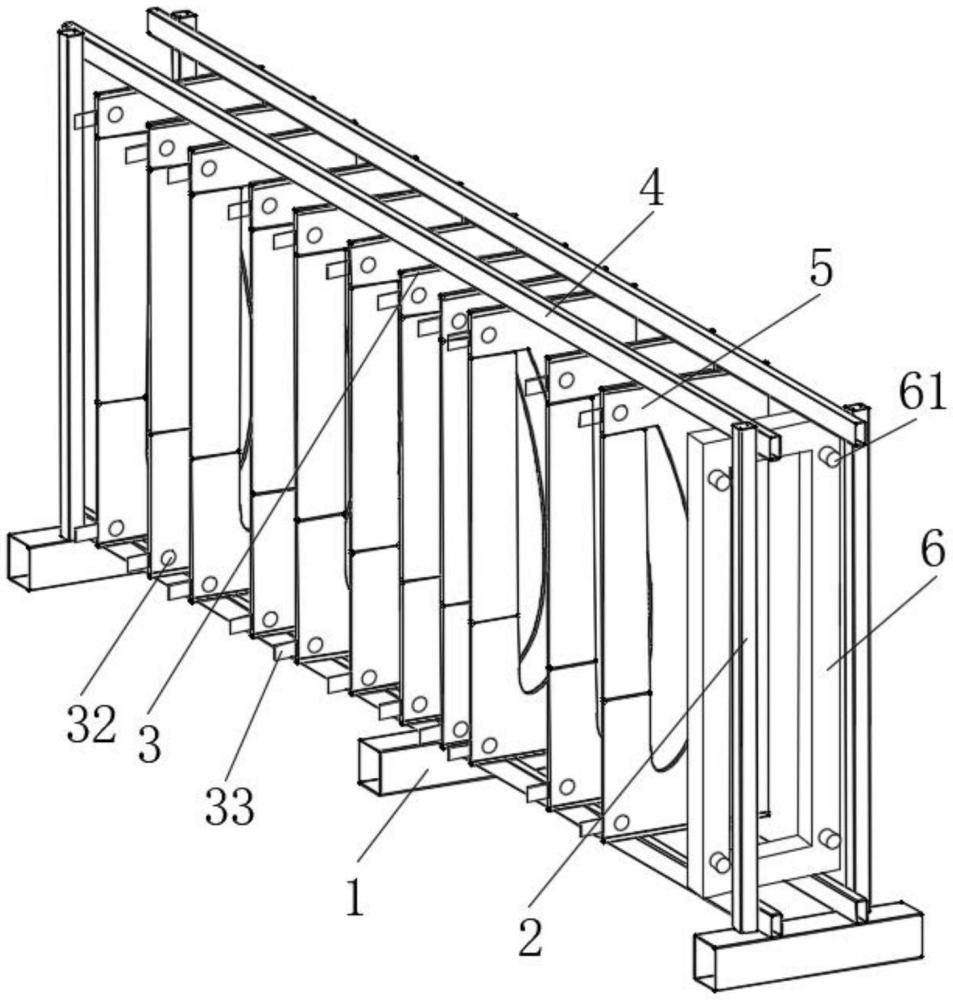
2、为实现上述目的,本发明提供如下技术方案:一种超轻型飞机机翼生产用模具,包括安装架,所述安装架的底部设有支脚,所述安装架包括四根呈矩形设置的的横梁和竖直方向设置的支柱,且同一侧的两根横梁通过两根支柱连接,下侧的两根横梁底部通过支脚连接,所述安装架内部沿其长度方向设置有若干块模板,用于控制机翼的生产误差,所述模板包括主模板和副模板,所述主模板上开设有一侧敞口设置的机翼模槽,所述副模板安装在机翼模槽的开口处。
3、作为本发明的一种优选技术方案,所述模板的上下两端均设有围栏,且主模板的上下两端均通过围栏包裹。
4、作为本发明的一种优选技术方案,所述横梁上标记了十一个用于安装模板的节点,十一块模板均通过围栏安装在横梁上对应的节点处。
5、作为本发明的一种优选技术方案,沿从左到右的方向相邻两块模板中心点之间的距离依次为360、290、420、310、375、350、380、200、540、375,单位为mm,模板的高度为1531mm,模板的宽度为600mm。
6、作为本发明的一种优选技术方案,所述围栏与横梁对应的一侧设有夹板,夹板夹在横梁外侧。
7、作为本发明的一种优选技术方案,所述横梁的侧面设有两块对称设置的定位板,且两块定位板和横梁组成的轨道的横截面为等腰梯形,所述轨道上划分若干个节点段用于安装模板,所述夹板之间的凹槽与轨道其中一个节点适配,用于对该节点的模板进行自动定位。
8、作为本发明的一种优选技术方案,所述定位板为磁性板,所述夹板能够被磁性板磁性吸附。
9、作为本发明的一种优选技术方案,所述安装架的内部一侧设有定位框架,所述定位框架的侧面设有均匀分布的激光测距仪,所述模板与激光测距仪对应的侧面开设有穿孔,且模板与穿孔对应的侧面活动穿插有能够堵塞穿孔的定位板。
10、作为本发明的一种优选技术方案,所述激光测距仪不少于四个。
11、作为本发明的一种优选技术方案,所述定位板靠近激光测距仪的一侧与模板的中部纵界面平齐。
12、与现有技术相比,本发明的有益效果是:
13、本发明示例的超轻型飞机机翼生产用工装,可以在设计工装时标记节点位置,并对定位板和夹板的尺寸进行设计,能够通过夹板快速将模板安装到对应的节点位置,从而辅助机翼的生产加工,确保机翼生产符合设计规范要求,机翼误差不超设计范围,结构简单,使用方便。
技术特征:1.一种超轻型飞机机翼生产用模具,包括安装架,所述安装架的底部设有支脚(1),其特征在于:所述安装架包括四根呈矩形设置的的横梁(4)和竖直方向设置的支柱(2),且同一侧的两根横梁(4)通过两根支柱(2)连接,下侧的两根横梁(4)底部通过支脚(1)连接,所述安装架内部沿其长度方向设置有若干块模板(5),用于控制机翼的生产误差,所述模板(5)包括主模板和副模板,所述主模板上开设有一侧敞口设置的机翼模槽,所述副模板安装在机翼模槽的开口处。
2.根据权利要求1所述的超轻型飞机机翼生产用工装,其特征在于:所述模板(5)的上下两端均设有围栏(3),且主模板的上下两端均通过围栏(3)包裹。
3.根据权利要求2所述的超轻型飞机机翼生产用工装,其特征在于:所述横梁(4)上标记了十一个用于安装模板(5)的节点,十一块模板(5)均通过围栏(3)安装在横梁(4)上对应的节点处。
4.根据权利要求3所述的超轻型飞机机翼生产用工装,其特征在于:沿从左到右的方向相邻两块模板(5)中心点之间的距离依次为360、290、420、310、375、350、380、200、540、375,单位为mm,模板(5)的高度为1531mm,模板(5)的宽度为600mm。
5.根据权利要求4所述的超轻型飞机机翼生产用工装,其特征在于:所述围栏(3)与横梁(4)对应的一侧设有夹板(31),夹板(31)夹在横梁(4)外侧。
6.根据权利要求5所述的超轻型飞机机翼生产用工装,其特征在于:所述横梁(4)的侧面设有两块对称设置的定位板(41),且两块定位板(41)和横梁(4)组成的轨道的横截面为等腰梯形,所述轨道上划分若干个节点段用于安装模板(5),所述夹板(31)之间的凹槽与轨道其中一个节点适配,用于对该节点的模板(5)进行自动定位。
7.根据权利要求6所述的超轻型飞机机翼生产用工装,其特征在于:所述定位板(41)为磁性板,所述夹板(31)能够被磁性板磁性吸附。
8.根据权利要求1所述的超轻型飞机机翼生产用工装,其特征在于:其特征在于:所述安装架的内部一侧设有定位框架(6),所述定位框架(6)的侧面设有均匀分布的激光测距仪(61),所述模板(5)与激光测距仪(61)对应的侧面开设有穿孔(31),且模板(5)与穿孔(31)对应的侧面活动穿插有能够堵塞穿孔(31)的定位板(33)。
9.根据权利要求8所述的超轻型飞机机翼生产用工装,其特征在于:所述激光测距仪(61)不少于四个。
10.根据权利要求8所述的超轻型飞机机翼生产用工装,其特征在于:所述定位板(33)靠近激光测距仪(61)的一侧与模板(5)的中部纵界面平齐。
技术总结本发明公开了一种超轻型飞机机翼生产用模具,包括安装架,所述安装架的底部设有支脚,所述安装架包括四根呈矩形设置的的横梁和竖直方向设置的支柱,且同一侧的两根横梁通过两根支柱连接,下侧的两根横梁底部通过支脚连接,所述安装架内部沿其长度方向设置有若干块模板,用于控制机翼的生产误差,所述模板包括主模板和副模板,所述主模板上开设有一侧敞口设置的机翼模槽。该磨具可以在设计时标记节点位置,并对定位板和夹板的尺寸进行设计,能够通过夹板快速将模板安装到对应的节点位置,从而辅助机翼的生产加工,确保机翼生产符合设计规范要求,机翼误差不超设计范围,结构简单,使用方便。技术研发人员:潘大鹏受保护的技术使用者:信条国际技术服务有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/352114.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表