等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法与流程
- 国知局
- 2025-01-10 13:38:03
本发明属于立方氮化硼磨具制造领域,尤其是用等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法。
背景技术:
1、钛合金、镍基高温合金、高强度不锈钢等金属材料具有高强度、高韧性、耐高温等优点,已成为航空、航天、军工、汽车等行业的重要材料。
2、加工这些高强度材料要用到立方氮化硼磨具,立方氮化硼磨具依据制作工艺不同可分为电镀磨具、烧结磨具、钎焊磨具,利用电镀工艺与烧结工艺制作的磨具立方氮化硼与结合剂结合强度低,立方氮化硼易脱落,钎焊工艺制作的磨具是在真空炉内电阻加热实现的,立方氮化硼与结合剂结合牢固,但因加热速度慢,立方氮化硼经受高温时间长,热损伤严重,立方氮化硼强度降低,易破碎,且只能钎焊粗粒度立方氮化硼,不能钎焊细粒度立方氮化硼,所以当前的工艺无法制作高结合强度细粒度立方氮化硼精密磨具。
技术实现思路
1、发明目的在于:提供一种等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法,能够制作高结合强度细粒度立方氮化硼精密磨具。
2、技术方案:本发明所述的等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法,包括如下步骤:
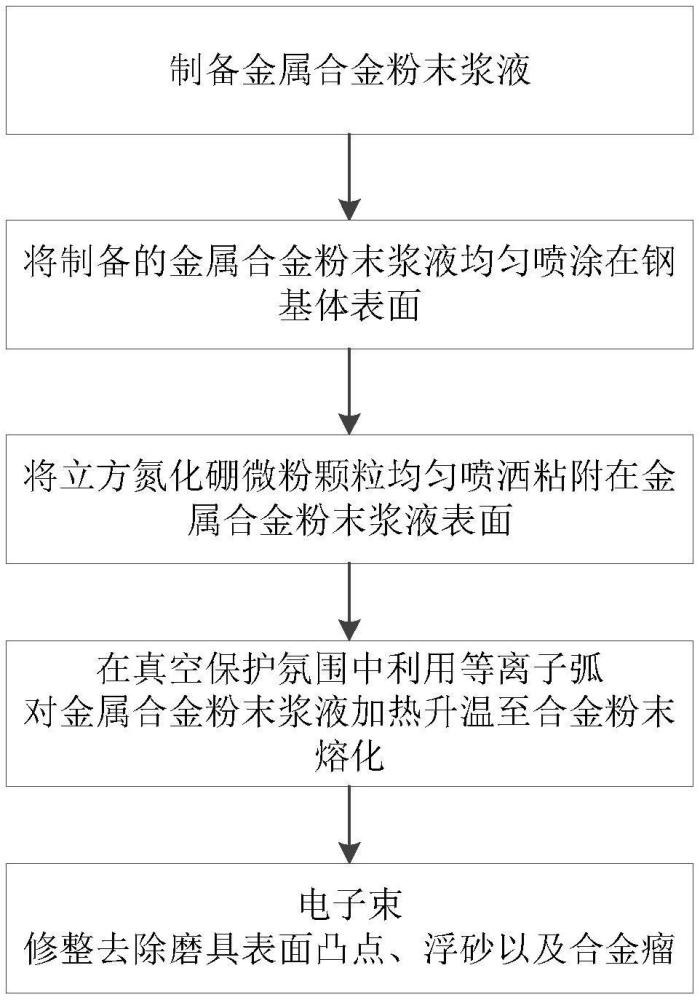
3、步骤1,制备金属合金粉末浆液;
4、步骤2,将制备的金属合金粉末浆液均匀喷涂在钢基体表面;
5、步骤3,将立方氮化硼微粉颗粒均匀喷洒粘附在金属合金粉末浆液表面;
6、步骤4,在真空保护氛围中利用等离子弧对金属合金粉末浆液加热升温至合金粉末熔化,在冷却后立方氮化硼微粉颗粒与合金熔合固定于钢基体表面形成磨具;
7、步骤5,电子束修整去除磨具表面凸点、浮砂以及合金瘤。
8、进一步的,步骤1中,在制备金属合金粉末浆液时,是将合金粉末与胶水以1∶1~2的质量比混合均匀成金属合金粉末浆液。
9、进一步的,合金粉末为cu-co-cr-ti-fe合金粉末、ag-cu-sn-in-ti合金粉末以及cu-ni-sn-ti合金粉末。
10、进一步的,胶水按质量百分比的组分为:聚乙烯醇20~25%,丙烯酰铵15~20%,氢氧化钠5~8%,乙醇3~5%,余量为水。
11、进一步的,步骤2中,在喷涂完成后,钢基体表面喷涂的金属合金粉末浆液凝固后的厚度为立方氮化硼微粉颗粒平均粒径的130~150%。
12、进一步的,步骤3中,在喷洒粘附后,相邻两颗立方氮化硼微粉颗粒之间的平均间隙为立方氮化硼微粉颗粒平均粒径的2~3倍。
13、进一步的,步骤3中,立方氮化硼微粉颗粒的粒度范围为100~10000目。
14、进一步的,利用等离子弧对金属合金粉末浆液加热升温时,熔合温度为合金粉末熔点温度+60~100℃。
15、本发明与现有技术相比,其有益效果是:本发明生产方法制作的磨具,具有磨削效率高、寿命长、磨削精度高等优点;该生产方法可制作基体细长、薄壁、立方氮化硼微细的特型超精密磨具;等离子弧能量密度高,升降温速度快,立方氮化硼热损伤小,磨具基体几乎无热变形;利用电子束修整可去除磨具表面凸点,表面平整,无浮砂,无合金瘤。
技术特征:1.一种等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法,其特征在于,步骤1中,在制备金属合金粉末浆液时,是将合金粉末与胶水以1∶1~2的质量比混合均匀成金属合金粉末浆液。
3.根据权利要求2所述的等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法,其特征在于,合金粉末为cu-co-cr-ti-fe合金粉末、ag-cu-sn-in-ti合金粉末以及cu-ni-sn-ti合金粉末。
4.根据权利要求2所述的等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法,其特征在于,胶水按质量百分比的组分为:聚乙烯醇20~25%,丙烯酰铵15~20%,氢氧化钠5~8%,乙醇3~5%,余量为水。
5.根据权利要求1所述的等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法,其特征在于,步骤2中,在喷涂完成后,钢基体表面喷涂的金属合金粉末浆液凝固后的厚度为立方氮化硼微粉颗粒平均粒径的130~150%。
6.根据权利要求1所述的等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法,其特征在于,步骤3中,在喷洒粘附后,相邻两颗立方氮化硼微粉颗粒之间的平均间隙为立方氮化硼微粉颗粒平均粒径的2~3倍。
7.根据权利要求1所述的等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法,其特征在于,步骤3中,立方氮化硼微粉颗粒的粒度范围为100~10000目。
8.根据权利要求1所述的等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法,其特征在于,利用等离子弧对金属合金粉末浆液加热升温时,熔合温度为合金粉末熔点温度+60~100℃。
技术总结本发明公开了一种等离子弧熔合及电子束修整制作超精密立方氮化硼磨具的生产方法,步骤包括:制备金属合金粉末浆液;将制备的金属合金粉末浆液均匀喷涂在钢基体表面;将立方氮化硼微粉颗粒均匀喷洒粘附在金属合金粉末浆液表面;在真空保护氛围中利用等离子弧对金属合金粉末浆液加热升温至合金粉末熔化;电子束修整去除磨具表面凸点、浮砂以及合金瘤。该生产方法制作的磨具,具有磨削效率高、寿命长、磨削精度高等优点;该生产方法可制作基体细长、薄壁、立方氮化硼微细的特型超精密磨具;等离子弧能量密度高,升降温速度快,立方氮化硼热损伤小,磨具基体几乎无热变形;利用电子束修整可去除磨具表面凸点,表面平整,无浮砂,无合金瘤。技术研发人员:张尔清受保护的技术使用者:江苏碳朋新材料科技有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/354371.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表