一种覆层结构压铸机冲头及其制备方法与应用与流程
- 国知局
- 2025-01-10 13:48:20
本发明属于压铸机冲头,尤其涉及一种覆层结构压铸机冲头及其制备方法,还涉及上述覆层结构压铸机冲头的应用。
背景技术:
1、压铸机就是用于压力铸造的机器,包括热压室及冷压室两种。压铸机在压力作用下把熔融金属液压射到模具中冷却成型,开模后可以得到固体金属铸件,在汽车、家电等行业广泛应用。
2、冲头是压铸机直接将金属溶液挤入模具成形的重要组成部件。压铸机在工作时,压铸机冲头与高温压铸金属液直接接触,冲头与料筒之间不断来回滑动摩擦,并长期承受冷、热温度变化,而且熔融金属液与冲头材料间发生渗透粘附,导致冲头极易磨损及热疲劳破坏。一旦冲头表面磨损超差,就致使整个冲头报废,严重降低了冲头的使用寿命。目前,我国绝大部分厂家使用的压铸机冲头为整体结构件,特别是大型进口压铸机冲头,由于尺寸较大,材料本体价格昂贵,废弃造成的浪费较大,并且不利于节能环保。
3、基于此,提供一种能够提高冲头表面硬度及高温耐磨性、并能有效降低熔融金属液与冲头材料间发生渗透粘附、降低热交变应力裂纹倾向的压铸机冲头及其制备方法,实现对于压铸机冲头的使用寿命的大幅度提升,是亟需解决的技术问题。
技术实现思路
1、本发明的目的之一在于针对现有压铸机冲头使用寿命不足的缺点,提供一种覆层结构压铸机冲头,不仅可以提高冲头表面硬度及高温耐磨性,而且能有效降低熔融金属液与冲头材料间发生渗透粘附,降低热交变应力裂纹倾向,大幅提高冲头的使用寿命。
2、本发明的目的之二在于提供一种可以提高冲头表面硬度及高温耐磨性,并能有效降低熔融金属液与冲头材料间发生渗透粘附,降低热交变应力裂纹倾向,大幅提高冲头的使用寿命的覆层结构压铸机冲头的制备方法。
3、本发明的目的之三在于提供一种具有覆层结构压铸机冲头在压铸机中的应用。
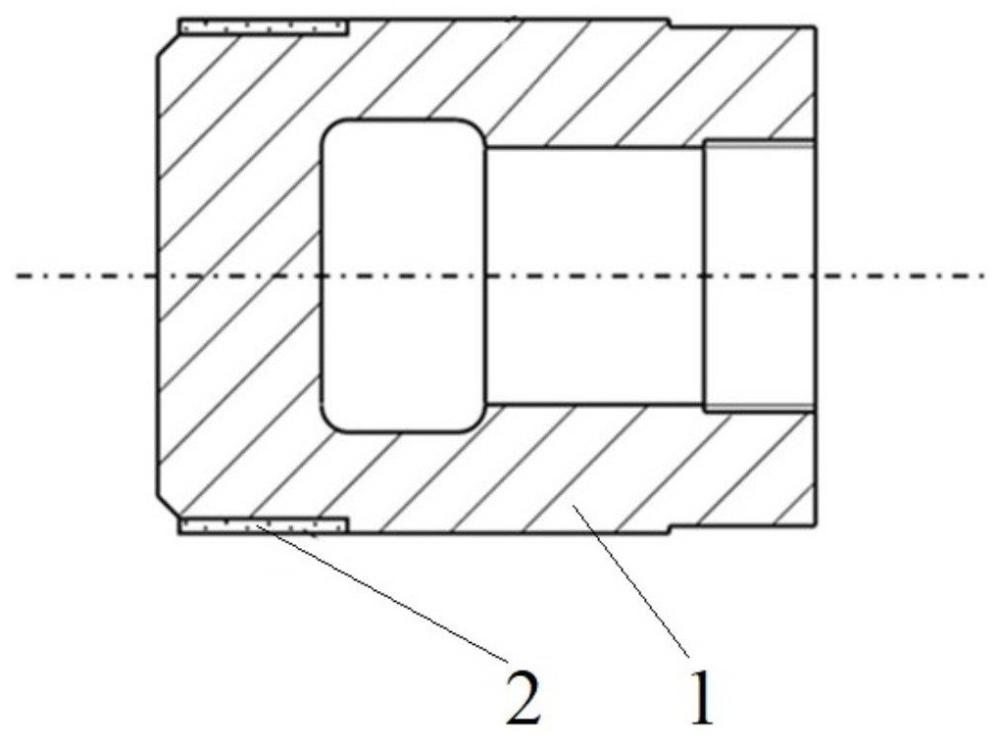
4、本发明实现目的之一采用的技术方案是:提供一种覆层结构压铸机冲头,包括:基体,以及采用熔覆的方式环绕设置于所述基体前端的外表面上的高温耐磨覆层;
5、所述高温耐磨覆层的原料组成,按重量百分数计,包括:mo:20%-25%,cr:10%-15%,zr:2%-5%,co:5%-10%,si:1.5 %-2.5%,c:2%-4%,b:1.5%-3%,ti:2%-5%,余量为fe。
6、进一步地,所述基体的材质包括铸铁、碳钢或合金钢中的一种。
7、进一步地,所述高温耐磨覆层的厚度为1-5mm,宽度为10-30mm。
8、本发明采用的高温耐磨覆层的原料组成为自熔性合金,通过熔覆的方式形成的表面覆层由耐高温fe-cr-co合金粘接相和高硬度的mo2feb2、zrb、tic、crb2多种复合硬质相构成。这种原位形成的复相金属陶瓷材料具有优异的高温耐磨性及耐金属液侵蚀的性能,热膨胀系数较低与钢铁材料相近,可与冲头的钢铁基体实现冶金结合,确保覆层与基体的结合强度,并可避免使用过程中因热交变应力而导致的覆层剥落问题。此外,本发明提供的高温耐磨覆层的原料在熔敷过程中,可以自行脱氧造渣,避免基体与覆层界面产生孔洞、裂纹等缺陷。
9、本发明不仅可以提高冲头表面硬度及高温耐磨性,而且能有效降低熔融金属液与冲头材料间发生渗透粘附,降低热交变应力裂纹倾向,完全满足压铸机冲头的工况要求,在生产应用中极大提高了冲头使用寿命,有效降低成本、提高生产效率及保证压铸产品质量的稳定性。
10、本发明实现目的之二采用的技术方案是:提供一种根据本发明目的之一所述的覆层结构压铸机冲头的制备方法,包括以下步骤:
11、s1、制备冲头毛坯,对冲头毛坯进行预热和保温处理;
12、s2、将高温耐磨覆层的原料混合,获得熔覆粉末,经干燥处理,再装入外皮,拉拔,得到药芯焊丝;
13、s3、将所述药芯焊丝通过熔覆的方式,在经预热处理的冲头毛坯前端的外表面形成高温耐磨覆层;
14、s4、对熔覆后的冲头进行精加工至规定尺寸,即得到一种覆层结构压铸机冲头。
15、进一步地,步骤s1中,冲头毛坯由基体材料经铸造或机加工制得,冲头毛坯的预热的温度为200-300℃,保温的时间为2-3h。在本发明中,通过对冲头毛坯预热和保温处理,可以确保冲头毛坯温度分布的均匀性及后续表面熔敷层的质量。
16、进一步地,步骤s2中,所述高温耐磨覆层的原料均为粉末状,粒径为25-150 μm。
17、进一步地,步骤s2中,所述混合采用混料装置进行,混料的时间为2-3h。混料处理操作能够提高原料粉末分散的均匀性,有利于后续的加工。
18、进一步地,步骤s2中,所述药芯焊丝的外皮为低碳钢或不锈钢,所述药芯焊丝的直径为2.0-4.0 mm。在本发明中,也可以根据具体需求,对药芯焊丝的外皮的成分和材质进行调节,提高外皮的选择范围广度及高温耐磨覆层的性能调控。
19、进一步地,所述熔覆的方式包括等离子熔敷、氩弧堆焊、埋弧焊中的一种或多种的组合。在本发明中,熔覆的方式具有很大的可选择性,以便进行快速加工。具体地,可以根据基体材质、高温耐磨覆层的原料组成等因素,选择合适的工艺,将药芯焊丝熔敷在基材表面。
20、优选地,所述等离子熔覆的工艺参数包括:电流为200-350a,电压为48-60v,熔覆速度为38-45mm/min。
21、优选地,所述氩弧堆焊的工艺参数包括:电流为280-400a,电压为26-32v,熔覆速度为30-35mm/min。
22、优选地,所述埋弧焊的工艺参数包括:电流为480-560a,电压为32-36v,熔覆速度为55-65mm/min。
23、本发明实现目的之三采用的技术方案是:提供一种压铸机,其包括根据本发明目的之一所述的覆层结构压铸机冲头,或根据本发明目的之二所述的制备方法制得的覆层结构压铸机冲头。
24、与现有技术相比,本发明的有益效果为:
25、(1)本发明提供的覆层结构压铸机冲头,表面覆层由耐高温fe-cr-co合金粘接相和高硬度的mo2feb2、zrb、tic、crb2多种复合硬质相构成,这种原位形成的复相金属陶瓷材料具有优异的高温耐磨性及耐金属液侵蚀的性能,且热膨胀系数较低,完全满足压铸机冲头的工况要求,在生产应用中极大提高了冲头使用寿命,有效降低成本、提高生产效率及保证压铸产品质量的稳定性。
26、(2)本发明制备的冲头表面高温耐磨覆层,其材料成分构成为自熔性合金,热胀系数与钢铁材料相近,可与钢铁基体实现冶金结合,确保覆层与基体的结合强度,并可避免使用过程中因热交变应力而导致的覆层剥落问题,覆层熔敷过程中可以自行脱氧造渣,避免基体与覆层界面产生孔洞、裂纹等缺陷。
27、(3)本发明制备的覆层结构压铸机冲头,是在铸铁、碳钢或合金钢这些普通基材表面进行熔敷,其表面硬度达到hrc64以上并可根据使用工况进行调整,可以制备出表面耐磨耐蚀而芯部保证足够强韧性的压铸机冲头,节省原料,大幅提高冲头使用寿命。
28、(4)本发明提供的覆层结构压铸机冲头及其制备方法,只在冲头前端部分进行高温耐磨覆层的熔敷制备,工艺简单,且大大降低了工件的制备成本,能够广泛应用于高温磨损工况下的压铸机中。
本文地址:https://www.jishuxx.com/zhuanli/20250110/355343.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表