激光切割的方法、装置、系统及超快脉冲激光器与流程
- 国知局
- 2025-01-17 13:06:57
本技术涉及制造加工,具体涉及激光加工技术等,特别涉及一种激光切割的方法、装置、系统及超快脉冲激光器。
背景技术:
1、利用超快激光器对玻璃等透明脆性材料进行切割已是当下较流行的切割方式。目前,相关的激光切割材料技术是先利用超快激光器对待处理的材料进行改质,再通过二氧化碳激光器对改质的部分加热以至材料受热膨胀后裂开,达到裂片效果。
2、但是,相关技术的激光切割材料的方案包含切割工序和裂片工序,切割工序的激光器的能量需要大于材料损伤阈值,同时还要达到相应的脉冲宽度以使得材料吸收,裂片工序则要求二氧化碳激光器有足够的能量形成高热量,作用于第一道工序的加工位置。第一道和第二道工序在设备选型和配置,例如,激光器、光学镜片、电气机械结构和参数调整等方面需要互相结合,而且二氧化碳激光器的功率过高容易导致产品边缘损坏,影响材料产品的强度。
技术实现思路
1、本技术提供了一种激光切割的方法、装置、系统及超快脉冲激光器,可以解决对材料的激光切割准确性不佳的问题,所述技术方案如下:
2、第一方面,提供了一种激光切割的方法,应用于超快脉冲激光器,所述方法包括:
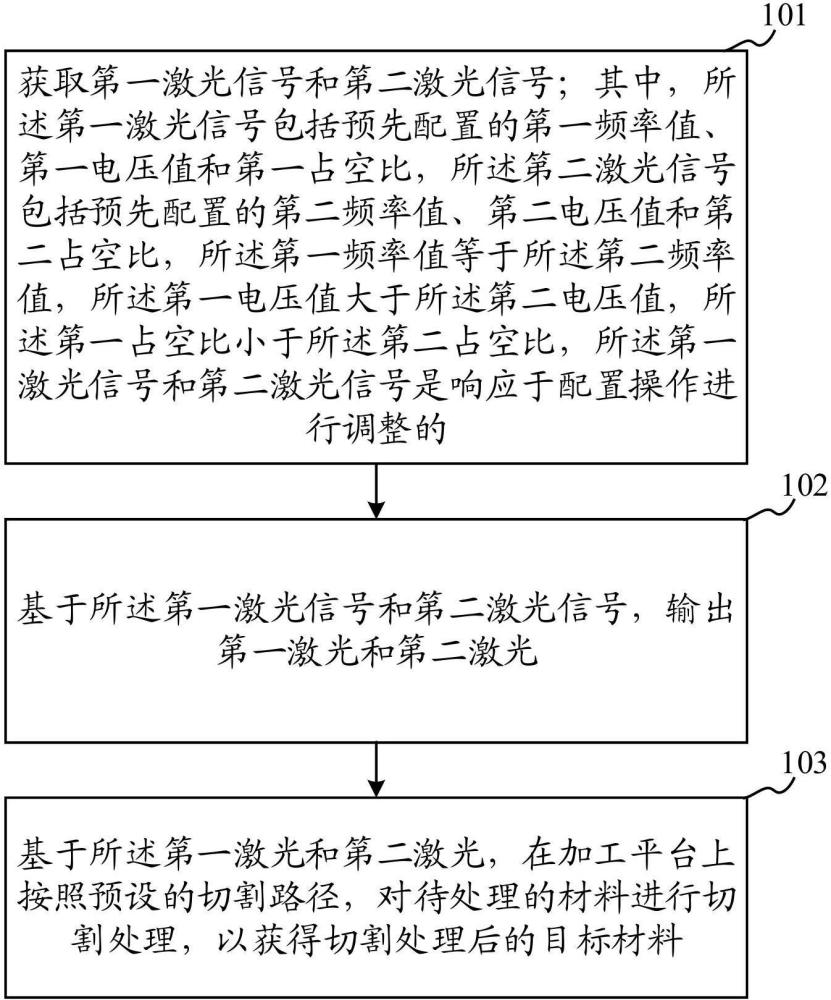
3、获取第一激光信号和第二激光信号;其中,所述第一激光信号包括预先配置的第一频率值、第一电压值和第一占空比,所述第二激光信号包括预先配置的第二频率值、第二电压值和第二占空比,所述第一频率值等于所述第二频率值,所述第一电压值大于所述第二电压值,所述第一占空比小于所述第二占空比,所述第一激光信号和第二激光信号是响应于配置操作进行调整的;
4、基于所述第一激光信号和第二激光信号,输出第一激光和第二激光;
5、基于所述第一激光和第二激光,在加工平台上按照预设的切割路径,对待处理的材料进行切割处理,以获得切割处理后的目标材料。
6、在一种可能的实现方式中,所述方法,还包括:
7、响应于配置所述第一激光信号的操作,获取所述第一激光信号;
8、基于所述第一激光信号,输出所述第一激光;
9、基于所述第一激光,在加工平台上按照所述预设的切割路径,对所述待处理的材料进行切割处理,以获得切割处理后的第一候选材料;
10、响应于配置所述第二激光信号的操作,获取所述第二激光信号;
11、基于所述第二激光信号,输出第二激光;
12、基于所述第二激光,在加工平台上按照所述预设的切割路径,对所述第一候选材料进行加热处理,以获得所述目标材料。
13、在一种可能的实现方式中,所述材料的材质信息包括热膨胀系数,所述基于所述第一激光信号和第二激光信号,输出第一激光和第二激光,包括:
14、响应于所述待处理的材料的热膨胀系数满足预设第一条件,对所述第一激光信号和第二激光信号进行更新配置操作;
15、响应于对所述第一激光信号和第二激光信号更新配置操作,获得更新后的第一激光信号和更新后的第二激光信号,所述更新后的第二激光信号的电压值大于所述第二电压值,且所述更新后的第二激光信号的电压值小于所述更新后的第一激光信号的电压值;
16、基于更新后的第一激光信号和更新后的第二激光信号,输出第一激光和第二激光。
17、在一种可能的实现方式中,所述材料的材质信息包括损伤阈值,所述基于所述第一激光信号和第二激光信号,输出第一激光和第二激光,还包括:
18、响应于所述待处理的材料的损伤阈值满足预设第二条件,对所述第一激光信号和第二激光信号进行更新配置操作;
19、响应于对所述第一激光信号和第二激光信号更新配置操作,获得更新后的第一激光信号和更新后的第二激光信号,所述更新后的第一激光信号的电压值大于所述第一电压值,且所述更新后的第二激光信号的电压值小于所述第二电压;
20、基于更新后的第一激光信号和更新后的第二激光信号,输出第一激光和第二激光。
21、在一种可能的实现方式中,所述基于所述第一激光和第二激光,在加工平台上按照预设的切割路径,对待处理的材料进行切割处理,以获得切割处理后的目标材料,包括:
22、基于所述第一激光和第二激光,在加工平台上按照预设的切割路径,对待处理的材料进行切割处理,以获得切割处理后的第二候选材料;
23、利用二氧化碳激光器,在加工平台上按照预设的切割路径,对所述第二候选材料进行切割处理,以获得切割处理后的目标材料。
24、在一种可能的实现方式中,所述第一激光为主脉冲激光,所述第二激光为准连续的弱脉冲激光。
25、在一种可能的实现方式中,所述材料的包括为玻璃、蓝宝石、亚克力中的至少一种。
26、第二方面,提供了一种激光切割的装置,应用于超快脉冲激光器,所述装置包括:
27、获取单元,用于获取第一激光信号和第二激光信号;其中,所述第一激光信号包括预先配置的第一频率值、第一电压值和第一占空比,所述第二激光信号包括预先配置的第二频率值、第二电压值和第二占空比,所述第一频率值等于所述第二频率值,所述第一电压值大于所述第二电压值,所述第一占空比小于所述第二占空比,所述第一激光信号和第二激光信号是响应于配置操作进行调整的;
28、输出单元,用于基于所述第一激光信号和第二激光信号,输出第一激光和第二激光;
29、切割单元,用于基于所述第一激光和第二激光,在加工平台上按照预设的切割路径,对待处理的材料进行切割处理,以获得切割处理后的目标材料。
30、第三方面,提供了一种激光切割的系统,所述系统包括超快脉冲激光器和加工平台;
31、所述超快脉冲激光器获取第一激光信号和第二激光信号;其中,所述第一激光信号包括预先配置的第一频率值、第一电压值和第一占空比,所述第二激光信号包括预先配置的第二频率值、第二电压值和第二占空比,所述第一频率值等于所述第二频率值,所述第一电压值大于所述第二电压值,所述第一占空比小于所述第二占空比,所述第一激光信号和第二激光信号是响应于配置操作进行调整的;基于所述第一激光信号和第二激光信号,输出第一激光和第二激光;
32、利用所述加工平台控制所述超快脉冲激光器基于所述第一激光和第二激光,在所述加工平台上按照预设的切割路径,对待处理的材料进行切割处理,以获得切割处理后的目标材料。
33、第四方面,提供了一种超快脉冲激光器,所述超快脉冲激光器能够执行如上所述的方面和任一可能的实现方式的方法。
34、本技术提供的技术方案的有益效果至少包括:
35、由上述技术方案可知,本技术实施例可以通过获取第一激光信号和第二激光信号,该第一激光信号包括预先配置的第一频率值、第一电压值和第一占空比,所述第二激光信号包括预先配置的第二频率值、第二电压值和第二占空比,所述第一频率值等于所述第二频率值,所述第一电压值大于所述第二电压值,所述第一占空比小于所述第二占空比,所述第一激光信号和第二激光信号是响应于配置操作进行调整的,进而可以基于所述第一激光信号和第二激光信号,输出第一激光和第二激光,使得能基于所述第一激光和第二激光,在加工平台上按照预设的切割路径,对待处理的材料进行切割处理,以获得切割处理后的目标材料,由于可以通过基于所配置的激光器的不同的类型激光信号,输出两种类型的激光,同时按照预设的切割路径对材料进行处理,可以避免了相关技术中利用两种类型的激光器对材料进行多次切割,利用一种激光器便可完成在对材料切割的同时实现裂片,得到目标材料,实现了切割加裂片的复合加工效果,简化了激光切割加工工序,从而有效地提升了加工效率同时,提高了激光器的能源利用效率。
36、应当理解,本部分所描述的内容并非旨在标识本技术的实施例的关键或重要特征,也不用于限制本技术的范围。本技术的其它特征将通过以下的说明书而变得容易理解。
本文地址:https://www.jishuxx.com/zhuanli/20250117/356209.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表