1.本发明属于制鞋技术领域,尤其涉及一种鞋中底加工方法。
背景技术:
2.鞋的中底就是鞋底和鞋身中间的夹层部分,一般厚度在1-2cm左右,用来起到缓冲地面震动的作用,中底是承载缓震科技最核心的部位。具体的,制作鞋中底时一般是先将塑料注入到模具中注塑出中底的形状,等待中底冷却成型后再将中底脱下,贴附无纺布,然后再继续对下一个中底进行注塑,这种加工方式需要等待塑料冷却成型,注塑过程中无法加入无纺布进行注塑,后续还需要贴附无纺布,导致加工时间长,加工效率较低,并且,只有塑料作为中底材料,其回弹性能有限,难以提升中底的品质。
技术实现要素:
3.(一)发明目的
4.为了克服以上不足,本发明的目的在于提供一种鞋中底加工方法,以解决现有的中底加工效率较低以及难以提升中底品质的技术问题。
5.(二)技术方案
6.为实现上述目的,本技术提供的技术方案如下:
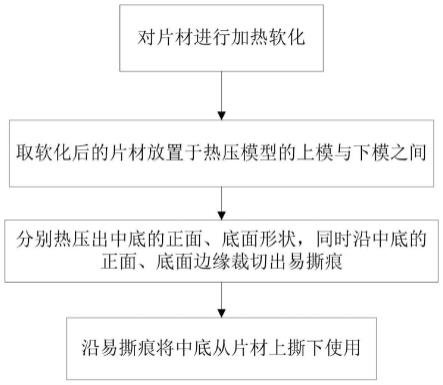
7.一种鞋中底加工方法,包括:
8.对片材进行加热软化;
9.取软化后的片材放置于热压模型的上模与下模之间,其中,上模头中形成与中底正面形状一致的第一热压位,下模头中对应第一热压位的位置形成与中底底面形状一致的第二热压位,第一、第二热压位的边缘分别形成第一、第二刀刃;
10.驱使上模头向下模头的方向移动,使上模头、下模头在片材上分别热压出中底的正面、底面形状,同时沿中底的正面、底面边缘裁切出易撕痕;
11.本技术采用热压的形式制作中底,生产过程中先将塑料片材加热软化,然后再将软化后的片材放置到下模头,上模头之间,通过下模头,上模头的第一、第二热压位相互配合热压出的中底的正面以及底面形状,并且在热压的同时沿着中底正面以及底面的边缘裁切出易撕痕,片材上热压出中底形状后马上就可以取出片材,无需等待塑料冷却成型,缩短了加工的时长,提升了加工的效率,使用时只需沿着易撕痕将中底撕出即可,使用方便。
12.在一些实施例中,热压出中底的正面、底面形状,同时沿中底的正面、底面边缘裁切出易撕痕之后并且在使用中底之前,沿易撕痕将中底从片材上撕下,并且,成片的片材上可以同时热压出多个中底,当需要使用预定量的中底时可以根据使用数量将中底撕下,使用方便。
13.在一些实施例中,在对片材进行加热软化之前,还包括:制造片材,其中,制造片材包括:
14.注塑出塑料基层;
15.在塑料基层的一侧面贴附无纺布,在塑料基层的另一侧面贴附莱卡布;
16.本技术的片材预先贴附有无纺布,中底热压成型后无需再贴上无纺布,缩短了加工工序,并且,贴附的莱卡布可以增强塑料基层的回弹性能,提升中底的品质,并且,热压过程中无纺布以及莱卡布是随着塑料形变的,附着效果更贴合。
17.在一些实施例中,沿易撕痕将中底从片材上撕下之后并且在使用中底之前,沿着中底边缘对塑料基层、无纺布以及莱卡布的边缘同时进行烘烤;
18.对塑料基层、无纺布以及莱卡布的边缘同时进行烘烤可以将基层、无纺布以及莱卡布的边缘进行熔化并且连接为一体,避免边缘处分层使用过程中无纺布以及莱卡布容易脱落的问题,另外,烘烤还可以去除将中底从片材上撕下边缘产生的毛边,保证中底的品质。
19.在一些实施例中,驱使上模头向下模头的方向移动,使上模头、下模头在片材上分别热压出中底的正面、底面形状包括:在片材上热压出曲面的中底正面、底面;
20.通过将中底压出曲面结构,除了可以使得中底与人体脚掌形状更加贴合,穿着更加舒适之外,还可以对莱卡布进行胀紧,提升莱卡布的弹性,提升中底的回弹性能。
21.在一些实施例中,注塑出中层的塑料基层包括:对塑料原材料烘烤预定时间以去除原材料中预定量的水分,然后将去除预定量水分的原材料放入到注塑机中进行注塑性形成塑料基层;
22.先对原材料的部分水分进行去除,有利于提升塑料基层成型后的硬度,避免塑料基层过软贴附过程中基层容易弯曲形变,无纺布以及莱卡无法平整铺设于整个基层上;
23.在塑料基层的一侧面贴附无纺布,并且在塑料基层的另一侧面贴附莱卡布包括:
24.待塑料基层冷却成型后在塑料基层的一侧面贴附无纺布,并且在塑料基层的另一侧面贴附莱卡布;
25.在完成无纺布以及莱卡布的贴附后,将塑料基层、无纺布以及莱卡布同时烘烤预定时间;
26.对基层、无纺布以及莱卡布同步进行烘烤可以使基层再次软化,与无纺布以及莱卡紧密贴合,提升贴附的牢固性。
附图说明
27.图1是本本发明的一种鞋中底加工方法的流程图;
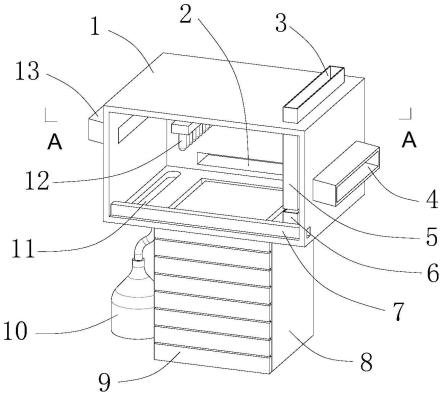
28.图2是本发明的鞋中底热压裁切一体化模具合模时的状态图;
29.图3是本发明的鞋中底热压裁切一体化模具分模时的状态图;
30.图4是本发明的鞋中底热压裁切一体化模具的上模头的结构示意图;
31.图5是本发明的鞋中底热压裁切一体化模具的下模头的结构示意图;
32.附图标记:
33.1、上模头;101、第一热压位;1011、第一刀刃;1012、防滑纹槽;2、下模头;201、第二热压位;2011、第二刀刃;2012、加强筋槽。
具体实施方式
34.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参
照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
35.请参阅图1-图5,本发明提供的一种鞋中底加工方法,包括:
36.对片材进行加热软化;
37.取软化后的片材放置于热压模型的上模与下模之间,其中,上模头1中形成与中底正面形状一致的第一热压位101,下模头2中对应第一热压位101的位置形成与中底底面形状一致的第二热压位201,第一、第二热压位201的边缘分别形成第一刀刃1011、第二刀刃2011;
38.驱使上模头1向下模头2的方向移动,使上模头1、下模头2在片材上分别热压出中底的正面、底面形状,同时沿中底的正面、底面边缘裁切出易撕痕。
39.具体的,使用时,沿着易撕痕将中底从片材上撕下使用。
40.具体的,上模头1、下模头2上的第一热压位101、第二热压位201可以是一对,同时热压出左边鞋以及右边鞋的中底。
41.具体的,一张片材上可以同时热压出多对中底,当需要使用预定数量的中底时可以根据使用数量将预定量的中底撕下。
42.具体的,在对片材进行加热软化之前,还包括:制造片材,具体的,制造片材的的过程如下:
43.第一步:注塑出塑料基层;
44.第二步:在塑料基层的一侧面贴附无纺布,并且在塑料基层的另一侧面贴附莱卡布。
45.更具体的,在注塑基层时,需要预先对塑料原材料烘烤预定时间,以去除原材料中预定量的水分,然后将去除预定量水分的原材料放入到注塑机中进行注塑性形成塑料基层;具体的,烘烤后原材料的含水率需要在0.2%以下,具体的,注塑时间为50-60s、成型温度为180~300度;
46.具体的,在塑料基层上贴附无纺布以及附莱卡布时,需要将无纺布以及附莱卡布裁切成与塑料基层面积大小一致,一般裁切成305*265mm尺寸大小的方块形状,再将无纺布以及附莱卡布放置于塑料基层两侧面,通过胶水进行简单固定,最后将塑料基层、无纺布以及附莱卡布同时放入烘烤箱中进行烘烤,烘烤温度为200摄氏度,烘烤时间为一分钟,烘烤完毕后取出整个片材进行冷却存储,待热压时取出使用。
47.优选的,沿易撕痕将中底从片材上撕下之后并且在使用中底之前,沿着中底边缘对塑料基层、无纺布以及莱卡布的边缘同时进行烘烤,烘烤过程中可以将基层、无纺布以及莱卡布的边缘熔化为一体,避免边缘处分层使用过程中无纺布以及莱卡布容易脱落,另外,烘烤还可以去除撕下中底时边缘产生的毛边,保证中底的品质。
48.优选的,本技术的第一热压位101的前端弧形向外凸起并且后端弧形向内凹入形成第一曲面结构,第二热压位201的前端弧形凹入并且后端弧形外凸起形成与第一曲面结构相互匹配的第二曲面结构。在热压过程中,第一、第二热压位201相互配合在片材上分别热压出曲面结构的中底,中底形成曲面结构可以对莱卡布进行胀紧,提升莱卡布的弹性,提升中底的回弹性能。
49.优选的,第一热压位101延其长度方向间隔形成多条在中底正面上印制出多条防滑纹的防滑纹槽1012,塑料被挤入到防滑纹槽1012中形成凸起的防滑纹。
50.优选的,第二热压位201延其宽度方向间隔形成多条在中底底面上印制出多条加强筋的加强筋槽20122012,塑料被挤入到可挤出多条加强筋。
51.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。