壳体及壳体的制备方法与流程
- 国知局
- 2024-07-12 11:33:58
本发明涉及电子雾化,尤其涉及壳体及壳体的制备方法。
背景技术:
1、气溶胶发生装置是一种以由电池供电驱动雾化模组,通过加热油舱中的烟油,产生气溶胶让用户抽吸的一种产品。在现有技术中为了增加气溶胶发生装置的整体美观性,提高用户的体验感,通常对气溶胶发生装置的外表面进行处,。即对气溶胶发生装置的外壳进行表面喷油、电镀、氧化、帖纸等。然而气溶胶发生装置的表面的工艺容易磨损,影响整体的美观性。且表面处理后会使得外壳不具有透明性或者良好的透光性,使用者很难透过外壳观察油仓内烟液的剩余量,或导致过吸雾化模组烧焦的情况,影响用户的体验感。
技术实现思路
1、本发明提供一种壳体及壳体的制备方法,以解决上述背景技术所提及的的技术问题。
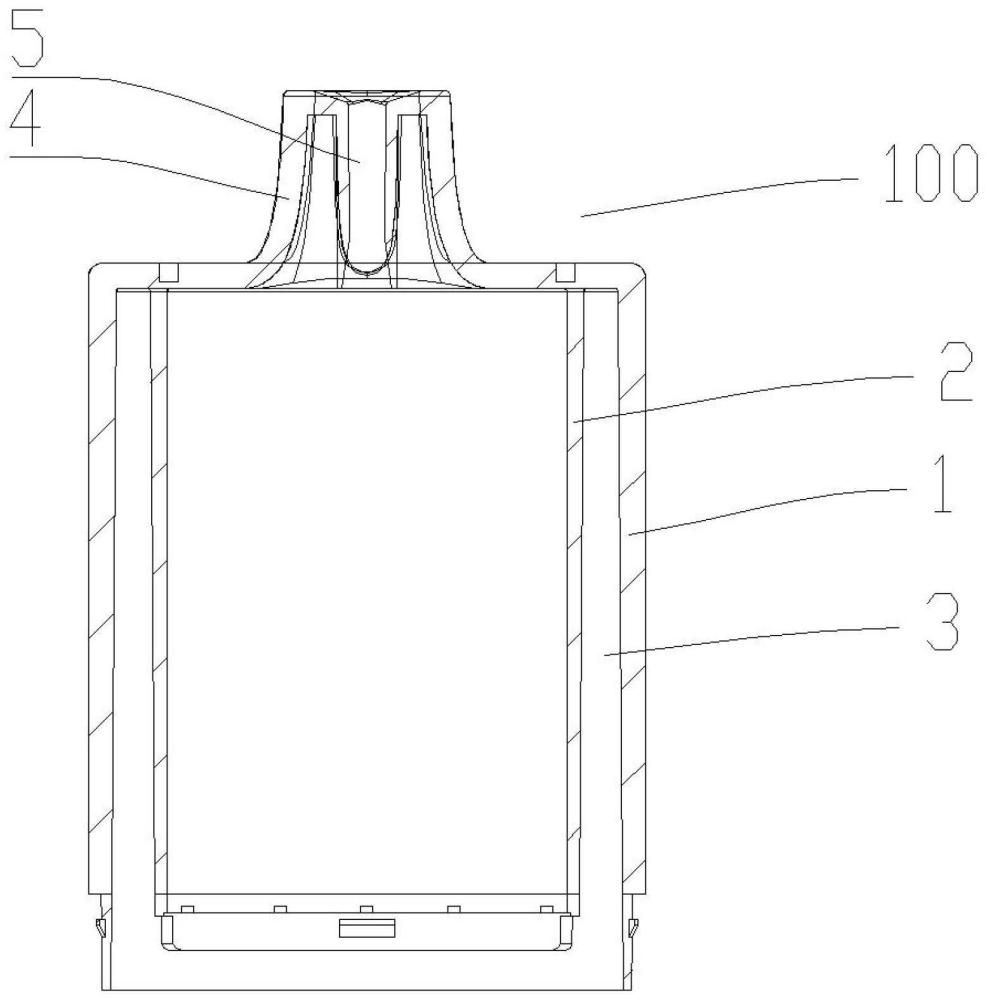
2、一方面,提供了一种壳体,所述壳体与五金件通过套啤注塑的方式形成整体,所述五金件具有供雾化模组置入的容纳腔,所述壳体包括外壳和设于所述外壳内的内壳,两壳体之间具有间隙,所述外壳和内壳的一端向外延伸形成抽吸部,所述抽吸部具有与所述内壳连通的出气孔,所述外壳与所述内壳之间围合形成储液腔,且所述内壳的内侧壁与所述五金件紧密贴合,所述内壳远离所述抽吸端的一端具有与所述雾化模组连通导油槽。
3、可选地,所述壳体由透明的塑胶材料制备成型,所述五金件的外侧壁具有纹理。
4、可选地,至少部分所述内壳的壁厚自靠近所述抽吸部的一端至远离所述抽吸部的另一端逐渐减小。
5、可选地,所述内壳的壁厚在1.0mm-1.3mm。
6、一方面,提供了一种壳体的制备方法,用于生产制造上述的壳体,包括:
7、步骤s1、固件:将五金件固定在在注塑模具的模芯上,合上注塑模具;
8、步骤s2、注塑成型:往注塑模具内注塑热熔胶浆料,制备形成具有预设结构的壳体。
9、可选地,在所述注塑成型中注塑条件为:注塑温度为170℃~180℃,注塑压控制在100mpa-110mpa之间。
10、可选地,在所述步骤s1固件之前包括:
11、步骤s01、塑件:将金属浆料挤压至五金模具内形成所述五金件;
12、步骤s02、第一表面处理:清洗所述五金件的表面油污和去除毛刺,并对所述五金件的外表面进行电镀处理;
13、步骤s03、蚀纹:对电镀后的五金件的外表面进行刻蚀,使得所述五金件的外表面具有纹理;
14、步骤s04、第二次表面处理:将蚀纹后的五金件置入氧化池内,对所述五金件的外表面进行渐变色氧化处理,以使得所述五金件的外表面具有渐变色氧化层。
15、可选地,在所述步骤s04第二次表面处理之后,包括:
16、步骤s05、漂洗:将所述五金件放置在温度为60℃~80℃且含量为15g/l~20g/l的肥皂水漂洗,漂洗时间为2min~5min;
17、步骤s06、冲洗:使用冷水和热水多次交替冲洗所述五金件;
18、步骤s07、烘干:使用烘干机将所述五金件烘干,烘干5min~10min,烘干温度为80℃~90℃。
19、可选地,在所述步骤s02第一次表面处理之后且所述步骤s03蚀纹之前包括步骤s200:将所述五金件的外表面进行打蜡抛光形成镜面和/或在所述金属表面覆盖高亮膜片。
20、可选地,在所述注塑成型步骤s2之后包括:步骤s3、静置冷却所述注塑模具,当所述注塑模具的温度低于30℃,开模取出所述壳体,对所述壳体进行修边处理。
21、本发明的有益效果是:本申请公开了一种壳体,通过套啤注塑方法使用透明热熔材料和五金件制备供气溶胶产生装置使用的壳体,该方法过程简单,生产效率高,壳体包括外壳和内壳,两壳体之间形成储液腔,内壳与五金件密封连接,五金件的外表面具有纹理,雾化模组可隐藏至五金件内,形成了“油中画”的景象,显示效果更生动,美观,也不易损坏表面效果且具有防水、防油、防尘和防摔的特性,使用者可实时观察储液腔内烟液的剩余情况,便于提前规划,提高体验感。
技术特征:1.一种壳体,该壳体组件用于气溶胶发生装置,其特征在于,所述壳体与五金件通过套啤注塑的方式形成整体,所述五金件具有供雾化模组置入的容纳腔,所述壳体包括外壳和设于所述外壳内的内壳,两壳体之间具有间隙,所述外壳和内壳的一端向外延伸形成抽吸部,所述抽吸部具有与所述内壳连通的出气孔,所述外壳与所述内壳之间围合形成储液腔,且所述内壳的内侧壁与所述五金件紧密贴合,所述内壳远离所述抽吸端的一端具有与所述雾化模组连通导油槽。
2.根据权利要求1所述的一种壳体,其特征在于,所述壳体由透明的塑胶材料制备成型,所述五金件的外侧壁具有纹理。
3.根据权利要求2所述的一种壳体,其特征在于,至少部分所述内壳的壁厚自靠近所述抽吸部的一端至远离所述抽吸部的另一端逐渐减小。
4.根据权利要求3所述的一种壳体,其特征在于,所述内壳的壁厚在1.0mm-1.3mm。
5.一种壳体的制备方法,其特征在于,应用于制备权利要求1~4任一项所述的壳体,包括:
6.根据权利要求5所述的一种壳体的制备方法,其特征在于,在所述注塑成型中注塑条件为:注塑温度为170℃~180℃,注塑压控制在100mpa-110mpa之间。
7.根据权利要求6所述的一种壳体的制备方法,其特征在于,在所述固件步骤之前包括:
8.根据权利要求7所述的一种壳体的制备方法,其特征在于,在所述第二次表面处理步骤之后,包括:
9.根据权利要求7~8任一项所述的一种壳体的制备方法,其特征在于,在所述第一次表面处理步骤之后且所述蚀纹步骤之前包括:将所述五金件的外表面进行打蜡抛光形成镜面和/或在所述金属表面覆盖高亮膜片。
10.根据权利要求6所述的一种壳体的制备方法,其特征在于,在所述注塑成型步骤之后包括:静置冷却所述注塑模具,当所述注塑模具的温度低于30℃,开模取出所述壳体,对所述壳体进行修边处理。
技术总结壳体及壳体制备方法,通过套啤注塑方法使用透明热熔材料和五金件制备供气溶胶产生装置使用的壳体,该方法过程简单,生产效率高,而壳体包括外壳和内壳,两壳体之间形成储液腔,内壳与五金件密封连接,五金件的外表面具有纹理,雾化模组可隐藏至五金件内,形成了“油中画”的景象,显示效果更生动,美观,也不易损坏表面效果且具有防水、防油、防尘和防摔的特性,使用者可实时观察储液腔内烟液的剩余情况,便于提前规划,提高体验感。技术研发人员:赵承志,罗传受保护的技术使用者:品度生物科技(深圳)有限公司技术研发日:技术公布日:2024/2/19本文地址:https://www.jishuxx.com/zhuanli/20240614/93631.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表