一种吉他板材多工序加工装置及方法与流程
- 国知局
- 2024-07-11 15:22:43
本发明属于板材加工,具体是指一种吉他板材多工序加工装置及方法。
背景技术:
1、吉他是目前广泛流行的乐器之一,然而传统的吉他板材制作如板材切割、板材打磨等步骤往往都需要人工全程操作,如工人使用木工切割刀对板材进行切割、使用刨刀或砂纸对板材面或者板材边沿进行打磨等等,而且吉他的特殊性也对工人的操作熟练度有很高的要求,否则制作出来的吉他板材很可能出现板材不平整、缺口、板材断裂等情况;在对吉他板材的切割过程中,也很容易造成安全隐患。
2、由此,相关技术中采用切割机实现对吉他板材的切割,但是目前没有一个很好的能够同时实现板材切割的同时还能够将吉他板材形状切割完善并且兼顾板材打磨的装置,因此,一种能够实现上述两个完整过程的多工序加工装置和多工序加工方法显得尤为必要。
技术实现思路
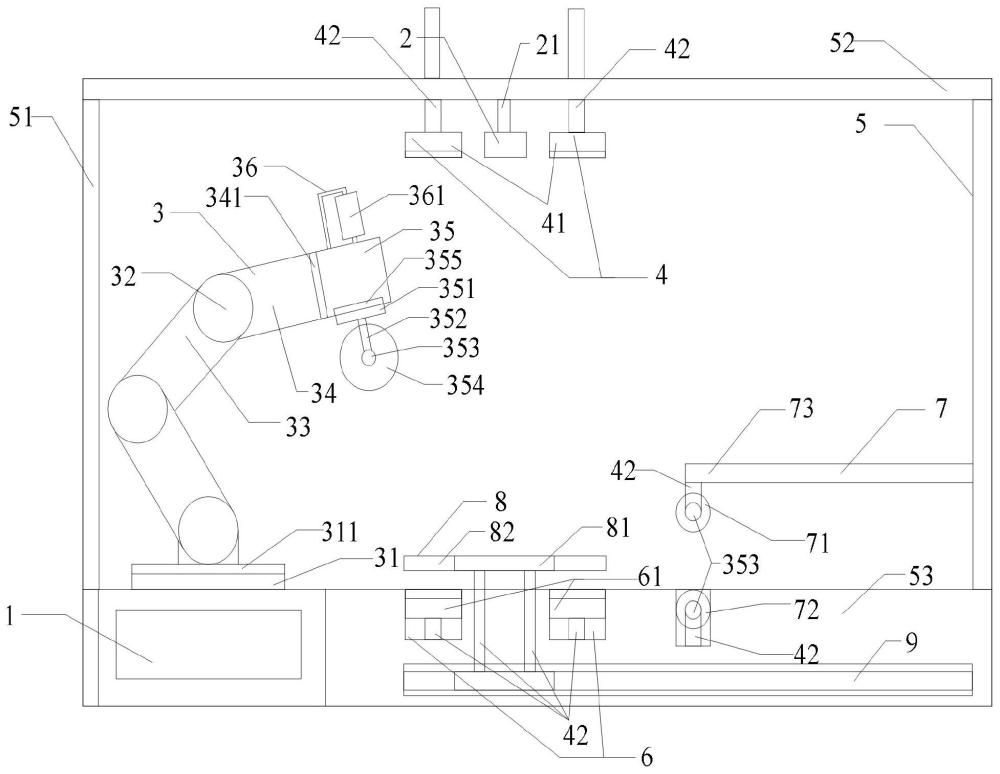
1、为了解决上述现有技术中的问题,本发明提出一种吉他板材多工序加工装置及方法,能够自动化实现上述两个过程的结合。本发明采取的技术方案具体如下:本发明第一方面提供了一种吉他板材多工序加工装置,所述加工装置包括主控制器,视觉图像识别机构,板材切割机构,升降压板,机体,梁柱架,机顶和机体基底;
2、其中,所述梁柱架竖直设于所述机体基底上,所述梁柱架顶部与所述机顶固定连接;
3、所述主控制器与所述视觉图像识别机构,所述板材切割机构和所述升降压板之间均信号连接;
4、所述视觉图像识别机构设于所述机顶底面,且所述视觉图像识别机构基于固定杆与所述机顶相连;
5、所述板材切割机构包括支撑底座、若干转动关节、若干连接臂、连接机构、第一旋转机构和边沿打磨机构,其中所述支撑底座固定连接于所述机体基底上,所述支撑底座上安装有水平方向的旋转圆盘,所述旋转圆盘基于所述转动关节与所述连接臂转动连接,所述连接臂基于所述转动关节与所述连接机构长度方向的一端转动连接;所述连接机构长度方向上远离所述转动关节的一端基于第一转动机构与所述第一旋转机构的旋转底面转动连接,所述第一旋转机构由圆柱底座、圆柱支架、旋转电机、锯轮和第二转动机构构成,其中所述圆柱底座基于所述第二转动机构转动连接于所述第一旋转机构上,所述圆柱支架一端固定连接于所述圆柱底座上,所述旋转电机固定于所述圆柱支架另一端,且所述旋转电机上转动连接有所述锯轮;所述边沿打磨机构设于所述第一旋转机构旋转侧面上远离所述圆柱底座的一侧;所述边沿打磨机构设有垂直于所述连接机构长度方向的打磨砂轮;
6、所述升降压板设有两个,均设于所述机顶上,且所述升降压板分别安装于所述视觉图像识别机构两侧,所述升降压板由气动升降机构和压板构成。
7、作为进一步的方案,所述加工装置还包括支撑机构,所述支撑机构与所述主控制器之间信号连接,所述支撑机构由所述气动升降机构和支撑板构成,且所述支撑机构基于所述气动升降机构与所述机体基底相连接,且所述支撑机构设有两个,分别位于两个所述升降压板正下方。
8、作为进一步的方案,所述压板上连接所述气动升降机构的另一面及所述支撑板上连接所述气动升降机构的另一面均带有防滑层,且所述支撑机构的所述支撑板信号连接有压力传感器。
9、作为进一步的方案,所述加工装置还包括板面打磨机构,所述板面打磨机构由上抛光轮、下抛光轮、支撑架和所述气动升降机构构成,其中,所述支撑架垂直于所述梁柱架且所述支撑架的一端固定连接于所述梁柱架上,所述支撑架的另一端固定连接有气动升降机构,所述气动升降机构基于所述旋转电机与所述上抛光轮转动连接;另一个气动升降机构的一端与所述机体基底固定连接,所述另一个气动升降机构的另一端基于旋转电机与所述下抛光轮转动连接。
10、作为进一步的方案,所述加工装置还包括夹持机构和滑轨,所述滑轨水平设于所述机体基底两侧,所述夹持机构与所述主控制器之间信号连接,且所述夹持机构与所述滑轨滑动连接;所述夹持机构包括气动伸缩机构、压力传感器、气动升降机构和夹板,与所述机体基底顶面平行的所述气动伸缩机构一端与所述夹板相连接,且所述夹板信号连接有所述压力传感器,所述气动伸缩机构另一端与所述气动升降机构垂直固定连接。
11、作为进一步的方案,一侧的所述夹持机构的所述夹板包括第一夹板和第二夹板,所述第一夹板和所述第二夹板均独立与所述气动伸缩机构相连接,所述第一夹板和所述第二夹板均独立与所述压力传感器信号连接;所述第一夹板连接所述气动伸缩机构的另一面和所述第二夹板连接所述气动伸缩机构的另一面均设有防滑层。
12、本发明第二方面提供了一种吉他板材多工序加工方法,所述方法应用于一种吉他板材多工序加工装置中的主控制器,所述方法包括:
13、步骤s1,响应于接收到加工指令,控制所述视觉图像识别机构识别初始吉他板材的位置点坐标;
14、步骤s2,接收到所述视觉图像识别机构发送的所述位置点坐标,向用户发送吉他板材选型请求;
15、步骤s3,基于接收到的吉他板材选型指令,将用户所选吉他型号参数与所述初始吉他板材进行位置点坐标匹配;
16、步骤s4,将匹配好的带有标准位置点坐标的吉他板材数据发送至所述板材切割机构,以使所述板材切割机构基于所述标准位置点坐标对所述初始吉他板材进行切割,所述板材切割机构切割完成所述初始吉他板材时向所述主控制器发送切割完毕指令;
17、步骤s5,响应于接收到所述切割完毕指令,控制所述第一旋转机构旋转,直至所述打磨砂轮与所述锯轮位置互换后,控制所述边沿打磨机构打磨切割完毕的所述初始吉他板材,当所述边沿打磨机构打磨完成所述初始吉他板材时所述板材切割机构向所述主控制器发送打磨完毕指令。
18、作为进一步的方案,所述支撑机构的所述支撑板信号连接有压力传感器,在控制所述视觉图像识别机构识别初始吉他板材的位置点坐标之前,所述方法还包括:
19、控制所述升降压板下降直至所述压板到达第一预定位置,控制托住所述初始吉他板材的所述支撑机构上升直至所述支撑板到达第二预定位置,所述第一预定位置的高度基于所述上抛光轮确定;其中,在所述压板到达第一预定位置后,控制托住所述初始吉他板材的所述支撑机构上升至压力传感器的压力值达到第一预定值时的位置为所述第二预定位置,所述第一预定值具体为:所述初始吉他板材受所述压板和所述支撑板作用后,能够固定在所述压板和所述支撑板之间且不发生形变时,所述支撑板信号连接的压力传感器的压力值。
20、作为进一步的方案,所述方法还包括:
21、步骤s6,响应于接收到所述打磨完毕指令,控制所述夹持机构基于气动升降机构上升,直至所述夹板高度与打磨完毕的所述初始吉他板材高度相等;
22、步骤s7,控制所述气动伸缩机构伸出,直至所述夹板信号连接的压力传感器的压力值达到第二预定值,所述第二预定值为所述初始吉他板材受两个所述夹板作用后能够固定于两个所述夹板之间不发生移动时所述夹板信号连接的压力传感器的压力值;
23、步骤s8,控制所述升降压板上升至所述升降压板的初始位置;并控制所述支撑机构下降至所述支撑机构的初始位置;控制所述夹持机构基于所述滑轨向右匀速滑动,以使所述板面打磨机构基于所述上抛光轮和所述下抛光轮对所述初始吉他板材的板面进行抛光打磨,其中所述上抛光轮和所述下抛光轮之间的高度差基于所述初始吉他板材的厚度确定;
24、步骤s9,响应于接受到加工完毕通知,向用户发送吉他板材加工完毕通知,所述加工完毕通知为所述板面打磨机构打磨完毕所述初始吉他板材的板面时向所述主控制器发出的通知。
25、本发明的一种吉他板材多工序加工装置及方法的有益效果如下:
26、本发明通过设置视觉图像识别机构,能够采集到初始吉他板材的位置点坐标,实现对初始吉他板材的初步定位功能,进而使得主控制器根据位置点坐标和对吉他板材的选型计算转化出已刻画吉他板材板型的位置点坐标,从而继续将视觉图像识别机构坐标系下的已刻画吉他板材板型的位置点坐标转化为板材切割机构坐标系下的标准位置点坐标;板材切割机构接收到标准位置点坐标后能够进行精准的板材切割和边沿打磨功能,板材切割机构中设置的旋转圆盘、连接机构和第二转动机构能够带动锯轮进行多角度切割,连接臂和转动关节能够进一步扩大锯轮的切割范围,上述元件也能够进一步使边沿打磨机构的打磨角度和打磨范围变大;通过设置板材切割机构、升降压板、机体,以及板材切割机构的第一旋转机构和边沿打磨机构,实现将初始吉他板材切割成满足用户需求的吉他板材,并实现打磨操作,将吉他板材切割工作和打磨工作紧密结合,中间不需要人为操作,大大提高了板材制作工序的效率,解放人力,降低了人工操作的安全隐患。
本文地址:https://www.jishuxx.com/zhuanli/20240615/74300.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表