碳纤维束及其制造方法与流程
- 国知局
- 2024-07-05 16:27:16
本发明涉及在为高总纤度的同时强度、弹性模量以及供于高次加工时的操作性优异的碳纤维束及其制造方法。
背景技术:
1、碳纤维束由于具有高的比强度及比弹性模量,因此作为复合材料用的增强纤维在以航空·航天用途为代表的广泛用途中展开应用。最近,在汽车用部件、风力发电等工业用途中也展开应用。特别是在风力发电中,由于要求轻质性和刚性,因此多使用比弹性模量优异的碳纤维束,近年来,面向风力发电的碳纤维束的需求正在扩大。
2、在工业用途中,多使用成本降低的要求强烈、生产率优异的长丝数为24,000根以上的碳纤维束。此外,由碳纤维束制造预浸料坯、丝束浸料、织物、片状模塑料(smc)等中间基材、拉挤材料等碳纤维复合材料时的高次加工性受到重视。为了提高高次加工性,除了碳纤维束的绒毛少、开纤性优异以外,从筒管解绕而在制造工序中行进时的碳纤维束整体或碳纤维单纤维无断裂、操作性良好是特别重要的。
3、一般而言,碳纤维束经以下工序而制造:将由聚丙烯腈系共聚物纤维化而得的聚丙烯腈系前体纤维在200~300℃的空气中氧化的耐燃化工序;在最高温度500~1,200℃的非活性气氛中进行加热的预碳化工序;在最高温度1,200~3,000℃的非活性气氛中进行加热的碳化工序。
4、迄今为止,提出了制造工业用途的高强度、高弹性模量、且高次加工性优异的碳纤维的技术(专利文献1~4)。专利文献1中,公开了以下技术:在总纤度为40,000dtex以上的聚丙烯腈系前体纤维束的耐燃化处理时,通过对折返辊的形状、配置进行规定,从而该前体纤维束在耐燃化炉内行进时的纤维束的捻合得到抑制,能够稳定地维持纤维束的形态,能够抑制耐燃化工序中的断丝、起毛,进而能够稳定地制造高品质的碳纤维束。专利文献2中公开了通过将碳纤维的直径、表面状态控制在特定范围内,从而提高复合材料成型时的树脂含浸性、扩展性的技术。专利文献3中公开了具有半永久的捻合的弹性模量为200gpa以上的碳纤维束,公开了作为纤维束的操作性、高次加工性优异并且纤维增强复合材料的增强效果高的碳纤维束。专利文献4中公开了通过将树脂含浸线束拉伸试验中的应力σ-应变ε曲线的非线性控制在特定范围内,从而能够得到具有优异的拉伸强度的高性能碳纤维增强复合材料的碳纤维束。
5、现有技术文献
6、专利文献
7、专利文献1:日本特开2014-214386号公报
8、专利文献2:日本特开2002-69754号公报
9、专利文献3:日本特开2019-151956号公报
10、专利文献4:国际公开第2016/068034号
技术实现思路
1、发明要解决的课题
2、但是,背景技术中存在以下课题。
3、专利文献1中,通过将耐燃化工序中的纱条密度设为特定范围,从而表现出对耐燃化工序中的捻合、“跳槽”(纱条从辊脱落)的发生进行抑制的效果,但得到的碳纤维束没有表现出提高品质的效果,也不能改善供于高次加工的工艺时的操作性。
4、专利文献2中,虽然可提高对压力容器进行成型时的树脂含浸性的成型材料的强度呈现率提高,但不能改善得到的碳纤维束的供于高次加工的工艺时的操作性。
5、专利文献3中,通过使碳纤维束残留半永久的捻合而能够提高操作性,但对于得到的碳纤维束的供于高次加工的工艺时的操作性而言没有公开或暗示具体的效果,由于存在捻合而具有所得碳纤维增强复合材料中的纤维的取向紊乱、难以呈现出力学物性的问题。
6、专利文献4中,通过耐燃化工序中的热处理方法的控制,将树脂含浸线束拉伸试验中的应力σ-应变ε曲线的非线性控制在特定的范围,从而对于提高强度而言有效的断裂韧性值提高,但没有关于高总纤度的碳纤维束的供于高次加工的工艺时的操作性的教导,树脂含浸线束拉伸试验中的初始弹性模量也高达315gpa,不能期待供于高次加工的工艺时的操作性提高。进而,为了得到生产率优异的碳纤维束,提高聚丙烯腈系前体纤维束的总纤度来进行处理是有效的,但由于热失控等原因而在耐燃化工序的热处理方法中存在限制,在该专利文献记载的方法中,存在难以稳定控制应力σ-应变ε曲线的非线性的问题。
7、如上述这样,现有技术中虽已提出了提高碳纤维束的力学特性的技术、提高碳纤维束制造时的操作性的技术,但并未公开能对总纤度大的碳纤维束中由高次加工时与辊、引导件的摩擦引起的绒毛、碳纤维束的一部分或遍及整体发生的断裂等问题进行抑制的技术。本发明的目的在于:提供在为高总纤度的同时强度、弹性模量以及供于高次加工时的操作性优异、实质上无捻、制成碳纤维增强复合材料时容易呈现出力学物性的碳纤维束及其制造方法。
8、用于解决课题的手段
9、为了实现所述本发明的目的,本发明主要具有以下构成。
10、即,本发明为一种碳纤维束,其在树脂含浸线束拉伸试验中的应力σ-应变ε曲线中在应力为0~3gpa的范围内由非线性的近似式(1)求出的系数a、与广角x射线衍射测定中的晶体取向度π(%)的关系满足式(2),所述碳纤维束的初始弹性模量为240~279gpa、长丝数为24,000~72,000,所述碳纤维束实质上无捻。
11、ε=aσ2+bσ+c…(1)
12、-410≤(0.0000832π2-0.0184π+1.00)/a≤-310· · · (2)
13、其中,a、b、c为应力σ和应变ε的二次函数的系数,π为晶体取向度。
14、此外,本发明为一种碳纤维束的制造方法,其为制造上述碳纤维束的方法,其中,所述制造方法包括:
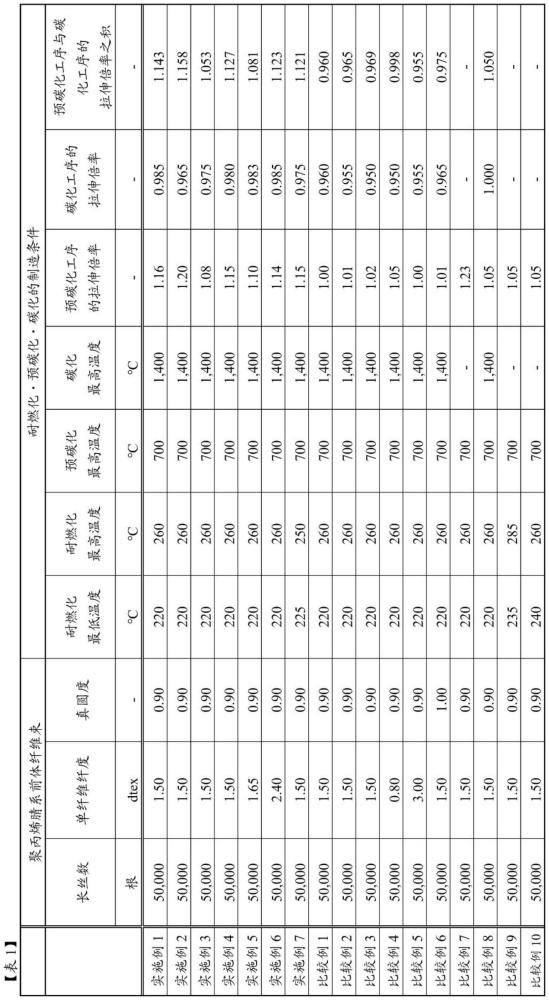
15、在氧化性气氛中于220~280℃的温度对长丝数为24,000~72,000且实质上无捻的聚丙烯腈系前体纤维束进行热处理的耐燃化工序;和在非活性气氛中于最高温度300~1,000℃对通过该耐燃化工序得到的耐燃化纤维束进行热处理的预碳化工序;和在非活性气氛中于最高温度1,000~1,600℃对通过该预碳化纤维束得到的预碳化纤维束进行热处理的碳化工序,
16、该预碳化工序中的拉伸倍率为1.05~1.20,该碳化工序中的拉伸倍率为0.960~0.990,且该预碳化工序与该碳化工序的拉伸倍率之积为1.020~1.180,
17、在该耐燃化工序中,在被设定为互不相同的温度的多个热处理炉中、或者在被设于热处理炉内且被设定为互不相同的温度的多个热处理区段中,对聚丙烯腈系前体纤维束阶段性地实施热处理,在该耐燃化工序中,将温度最低的热处理炉或热处理区段的温度设为低于230℃,并且将温度最高的热处理炉或热处理区段的温度设为280℃以下。
18、发明的效果
19、根据本发明,能获得在为高总纤度的同时强度、弹性模量以及供于高次加工时的操作性优异、制成碳纤维增强复合材料时容易呈现出力学物性的碳纤维束。
技术特征:1.碳纤维束,其中,在树脂含浸线束拉伸试验中的应力σ-应变ε曲线中在应力为0~3gpa的范围内由非线性的近似式(1)求出的系数a、与广角x射线衍射测定中的晶体取向度π(%)的关系满足式(2),所述碳纤维束的初始弹性模量为240~279gpa、长丝数为24,000~72,000,所述碳纤维束实质上无捻,
2.根据权利要求1所述的碳纤维束,其中,单纤维纤度为0.63~1.35dtex。
3.根据权利要求1或2所述的碳纤维束,其中,单纤维截面的真圆度为0.86~0.98。
4.碳纤维束的制造方法,其为制造权利要求1~3中任一项所述的碳纤维束的方法,其中,所述制造方法包括:
5.根据权利要求4所述的碳纤维束的制造方法,其中,所述聚丙烯腈系前体纤维束的单纤维纤度为1.20~2.40dtex。
6.根据权利要求4或5所述的碳纤维束的制造方法,其中,所述聚丙烯腈系前体纤维束的单纤维截面的真圆度为0.86~0.98。
技术总结本发明提供在为高总纤度的同时强度、弹性模量以及供于高次加工时的操作性优异的碳纤维束及其制造方法,为此制成以下碳纤维束,该碳纤维在树脂含浸线束拉伸试验中的应力σ‑应变ε曲线中在应力为0~3GPa的范围内由非线性的近似式(1)求出的系数A、与广角X射线衍射测定中的晶体取向度Π(%)的关系满足式(2),碳纤维束的初始弹性模量为240~279GPa、长丝数为24,000~72,000,碳纤维束实质上无捻。ε=Aσ2+Bσ+C…(1);‑410≤(0.0000832Π2‑0.0184Π+1.00)/A≤‑310···(2);其中,A、B、C为应力σ和应变ε的二次函数的系数,Π为晶体取向度。技术研发人员:石川透,冲嶋勇纪,末永和真受保护的技术使用者:东丽株式会社技术研发日:技术公布日:2024/5/10本文地址:https://www.jishuxx.com/zhuanli/20240617/42631.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种邮票纸的制作方法
下一篇
返回列表