基于全再生要求的再生料级配设计铣刨鼓刀头分布的方法与流程
- 国知局
- 2024-07-09 16:35:46
本发明属于路面修复,具体涉及基于全再生要求的再生料级配设计铣刨鼓刀头分布的方法。
背景技术:
1、随着时间的推移,需要养护维修的道路面积持续增加。随着道路施工机械化的普及,铣刨机已然成为路面养护维修的主要装备之一,并随着养护任务的持续加重,越来越引起道路业主和施工单位的关注。
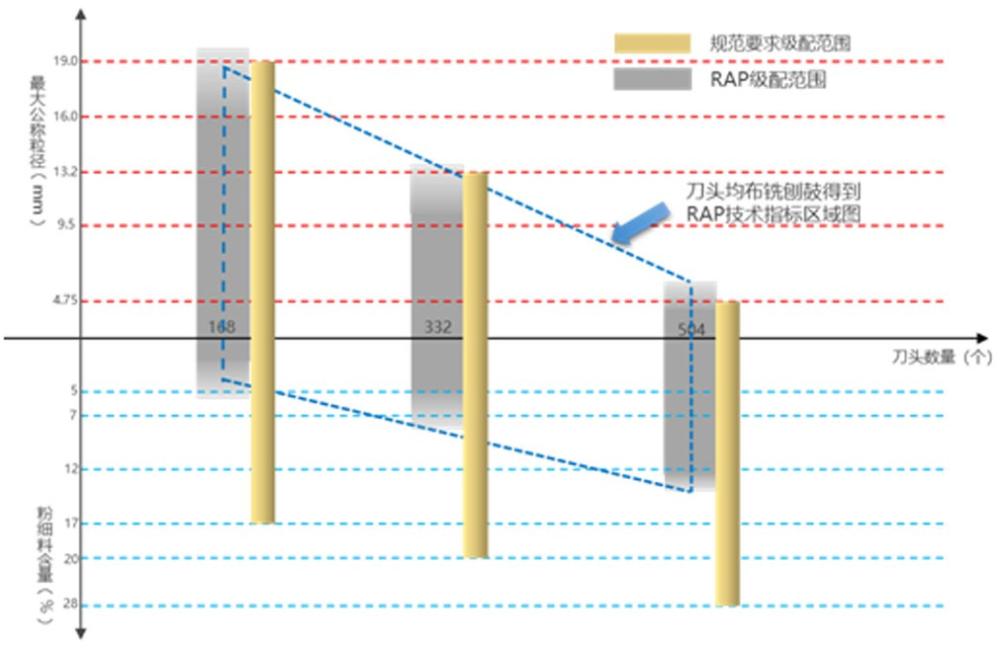
2、路面铣刨机的主要工作装置是铣刨鼓,铣刨鼓上装有按左右对称螺旋线排列的铣刨组件,工作时路面材料在铣刨鼓刀头的冲击和挤压下破碎为颗粒状,经收集后作为再生料备用;传统铣刨机的设计思路是如何快速、经济、有效的去除路面的原有材料,根据铣刨组件的数量分为粗铣刨和精铣刨两类,前者得到的再生料粒径以10mm-30mm为主,且伴有不少大于30mm的超粒径再生料,无法直接用于路面再生;后者得到的再生料以小于10mm为主,缺乏10mm-25mm粒径的再生料,也不适合路面的直接再生利用;由于一定数量的铣刨组件按螺旋线均匀分布于铣刨鼓上,其得到的再生料要么整体偏粗,要么整体偏细,如图1所示,无法直接进行全部再生利用,一般需对再生料进行筛分调整,常用的办法是二次破碎处理或者添加新集料调整级配,这些额外的技术措施和设备需求提高了现有技术的成本,减少了再生料的利用率,并降低了工艺实施的效率。
3、铣刨料的级配质量直接决定了是否能够对铣刨料100%全在生利用,再生利用所需要的再生料颗粒粒径应粗细适宜,再生料过粗无法在道路再生中应用;再生料过细会导致再生混合料高温性能不足,产生塑性形变,并导致胶结材料需求增加而产生额外成本;再生料缺乏粉细料会导致再生材料强度不足和路用性能指标整体过低。不适宜的再生料用于铺筑的路面会发生损坏,影响使用寿命,无法满足实际使用。
4、而在铣刨机行进速度与铣刨鼓转速一定且铣刨鼓表面的刀头密度确定的情况下,铣刨得到的再生料在满足最大公称粒径的前提下,无法满足理想的再生料内的粉细料含量,而这种不匹配性会随着铣刨刀头密度的减小而增加;同时由于设备与工艺的作用往往“纠缠”在一起,共同影响最终rap(再生料),因此将一些实验数据进行简化归类,具体参见表1:
5、表1 采用精铣刨与标准顺铣刨获得再生料对比
6、
7、将上述表1的再生料数据汇总,可绘制不同刀头数量得到的rap技术指标区域图(如图1所示),结合附图1,可以明显得出其无法将再生料直接全部再利用的问题,在满足再生料最大公称粒径的基础上,粉细料不足,无法满足理想的再生料内的粉细料含量。
8、解决思路大致可分为两种:一是降低铣刨机的工作速度,从而在一定程度上弥补粉细料,但这会降低铣刨料的最大公称粒径,同时影响到现场施工的工作效率;二是增加标准铣刨机刀头的数量,在合理的工作速度下,可以兼顾铣刨工效和粉细料含量,但会显著降低rap的最大公称粒径,在应对较厚摊铺厚度时会产生不利的影响。
技术实现思路
1、本发明为解决现有铣刨产生的再生料其要么整体偏粗、要么整体偏细,无法直接进行全部再利用,即现有的铣刨鼓在满足再生料最大公称粒径基础上,无法满足再生料理想的粉细料含量的问题,提供一种基于全再生要求的再生料级配设计铣刨鼓刀头分布的方法,通过测算不同铣刨鼓刀头密度下的再生料级配,在同一铣刨鼓上设置不同刀头密度的铣刨区域,进而在铣刨过程中将不同铣刨区域产出的再生料混合得到高性能的满足全再生要求的再生料。
2、为了实现上述目的,本发明的技术方案是:
3、基于全再生要求的再生料级配设计铣刨鼓刀头分布的方法,包括以下步骤:
4、步骤一:根据设计要求确定所需的再生料的目标级配x:
5、步骤二:检测并计算不同刀头密度的铣刨鼓工作所得到的再生料的级配,并获得对应该级配的再生料的最大公称粒径和粉细料含量;
6、步骤三:根据目标级配x,得到目标级配x对应的再生料的最大公称粒径和粉细料含量,以及目标级配x对应的不同筛孔尺寸通过率,将铣刨鼓表面划分为不同的铣刨区域并确定所述不同铣刨区域的刀头密度;
7、随后根据不同铣刨区域的刀头密度与铣刨区域的种类确定不同铣刨区域对应的再生料级配;
8、步骤四:结合公式(一)对不同铣刨区域在铣刨鼓上的占比进行计算;
9、x (一)
10、其中,—铣刨鼓产出再生料的目标级配;
11、—不同铣刨区域、不同筛孔对应的铣刨料通过率,%;
12、—铣刨鼓上不同铣刨区域面积的占比,%;
13、—筛孔尺寸,取0.075,0.15,0.3,0.6……31.5,mm;
14、n—铣刨鼓上不同刀头密度对应的分区,取1,2,3……;
15、步骤五:结合不同铣刨区域在铣刨鼓上的占比,对不同铣刨区域在铣刨鼓上的排布进行设计。
16、优选的,所述步骤三中的铣刨区域包括粗铣刨区域、中铣刨区域以及细铣刨区域,不同铣刨区域产生不同级配的再生料。
17、优选的,所述铣刨鼓表面固定布设有多个基座,所述基座内套接有刀座且所述刀座与基座一一对应,所述刀座上安装有刀头。
18、优选的,结合不同铣刨区域在铣刨鼓表面占比,所述基座不均匀焊接在铣刨鼓外壁上,所述刀头数量与基座数量相一致,通过基座的不均匀排布实现刀头在铣刨鼓表面的不均匀排布。
19、优选的,所述基座均匀对称安装在铣刨鼓表面,结合不同铣刨区域在铣刨鼓表面占比,所述刀头均匀或不均匀安装在对应刀座上,通过刀头的不均匀排布实现不同铣刨区域在铣刨鼓表面的排布。
20、优选的,结合不同铣刨区域在铣刨鼓表面占比,所述刀头均匀对称安装在对应刀座上,所述刀头数量与基座数量相同或不同,通过刀头数量的改变进而改变不同位置的刀头密度。
21、优选的,结合不同铣刨区域在铣刨鼓表面占比,所述刀头沿铣刨鼓轴向不均匀分布安装在对应刀座上,且所述刀头沿铣刨鼓中部纵截面对称分布。
22、优选的,结合不同铣刨区域在铣刨鼓表面占比,所述刀头沿铣刨鼓周向不均匀分布安装在对应刀座上,且所述刀头沿铣刨鼓中部横截面对称分布。
23、优选的,结合不同铣刨区域在铣刨鼓表面占比,所述刀头不均匀且不对称分布安装在对应刀座上。
24、优选的,结合不同铣刨区域在铣刨鼓表面占比,所述刀头沿铣刨鼓表面不等密度的螺旋形排布,或不等密度的菱形排布、直线排布、波浪线排布、锯齿形排布。
25、通过上述技术方案,本发明的有益效果为:
26、1、本发明通过对需获得的再生料的目标级配进行确定,进而结合不同刀头密度下产出不同的级配再生料的情况,通过公式(一)计算出不同铣刨区域在铣刨鼓表面的占比,进而实现产出符合所需目标级配的再生料,实现再生料的全再生利用。
27、2、本发明通过对铣刨鼓表面刀头的排布,实现铣刨鼓同时产出不同级配的再生料,并在铣刨过程中得到混合,进而实现再生料的全再生要求。
28、3、本发明通过刀头在铣刨鼓表面的多种排布方式,实现针对不同工作环境或设备情况时,均可以有效的对刀头排布进行方便的调整以进行适应。
29、4、本发明通过合理地步骤与方法,实现在满足再生料最大公称粒径的同时,能够得到满足全再生要求的再生料的粉细料含量。
本文地址:https://www.jishuxx.com/zhuanli/20240617/53807.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种多功能高效清洁扫地车
下一篇
返回列表