一种柱面镜贴附上盘方法与流程
- 国知局
- 2024-06-20 15:40:29
本发明涉及柱面镜加工,特别涉及一种柱面镜贴附上盘方法。
背景技术:
1、柱面镜是非球面透镜,可以有效减小球差和色差,具有一维放大功能,柱面镜主要应用于改变成像尺寸大小的设计要求,例如把一个点光斑转换成一条线斑,或者在不改变像宽度的情况下改变像的高度。
2、现有技术在生产柱面镜时需要将柱面镜毛坯贴附在治具上,将柱面镜毛坯贴附上盘方法有两种:一种是弹性上盘,即使用贴附介质火漆、白蜡或蜂蜡等将柱面镜毛坯贴附在治具上;另一种是刚性上盘,即使用光学胶水进行贴附上盘。上盘对环境、人员手法要求很高,且这种上盘方式,偏心的良率不高,还需要后期修偏心。刚性上盘对人员的手法要求也很高,比如毛坯定位边是否紧靠定位边,产品是否已清洁干净等,且传统的刚性上盘方式,镜片与治具贴附槽的之间的间隙过大,对偏心的管控不足。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种柱面镜贴附上盘方法,能够提高柱面镜偏心良率。
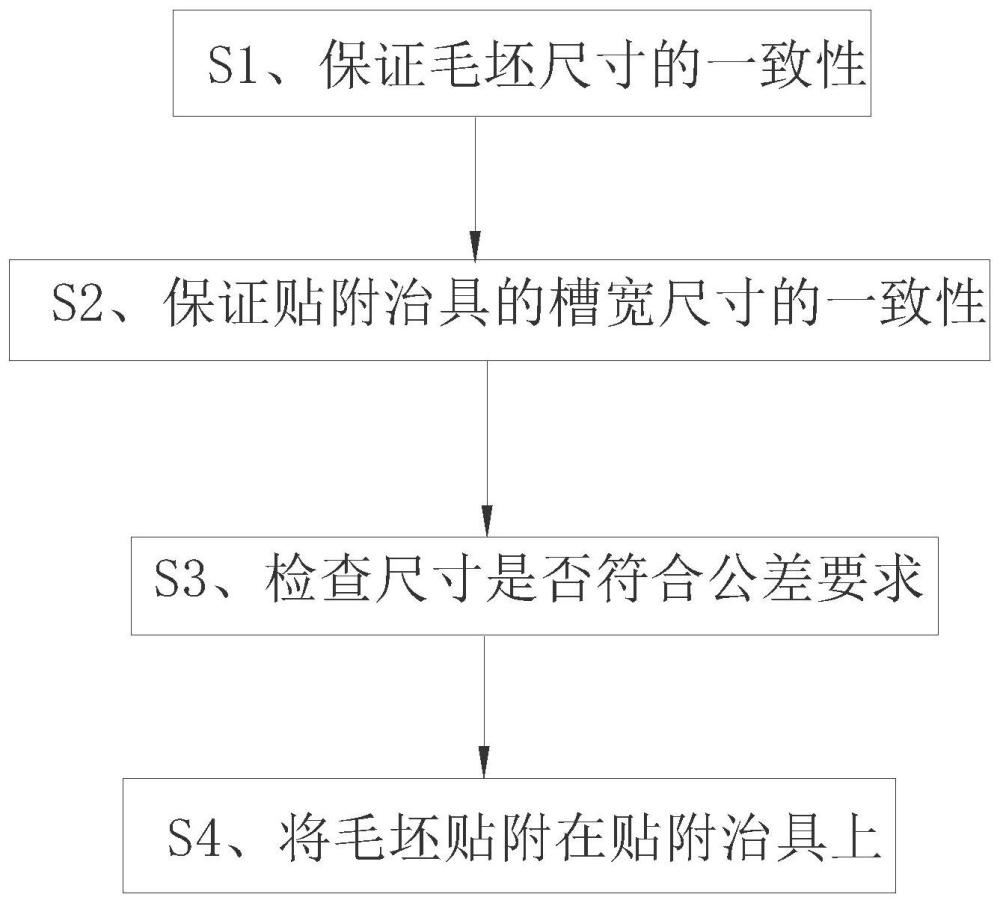
2、根据本发明实施例的一种柱面镜贴附上盘方法,包括:s1,保证毛坯尺寸的一致性,根据成型的产品的宽度尺寸,规定粗磨对所述毛坯加工的尺寸,并规定所述宽度尺寸的公差要求;s2,保证贴附治具的槽宽尺寸的一致性,设计所述贴附治具时,所述贴附治具的槽宽按粗磨规定的所述毛坯的宽度尺寸来设计;并规定所述贴附治具的槽宽的公差要求;s3,实物检查,使用千分尺检查所述毛坯宽度的尺寸和所述贴附治具的槽宽尺寸是否符合公差要求;s4,将所述毛坯沿着所述贴附治具的贴附槽向下贴附,确保所述毛坯的底部与所述贴附槽的底部紧贴,同时所述毛坯能在所述贴附槽的长度方向上顺畅滑动,且滑动时所述毛坯无明显手感的晃动。
3、根据本发明实施例的一种柱面镜贴附上盘方法,至少具有如下有益效果:
4、应用上述实施例对有平台面的小半径凹面柱面镜进行加工,该方法将柱面镜的毛坯与贴附槽之间的间隙缩小至最大间隙为0.015mm,直接管控了柱面母线的最大偏移量为0.015mm,也管控了柱面镜的偏心。同时,对于双面柱面镜,也管控了两个面母线之间的夹角。本发明不需要对操作人员贴附手法要求过高,通过保证加工精度能够控制柱面镜的毛坯与贴附槽之间的间隙,操作简单,能够提高柱面镜偏心良率。
5、根据本发明的一些实施例,在s3之后、s4之前,先确保所述毛坯与所述贴附治具清洁干净。
6、根据本发明的一些实施例,在s1中,所述宽度尺寸的公差为
7、根据本发明的一些实施例,在s2中,所述贴附治具的槽宽的公差为
8、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:1.一种柱面镜贴附上盘方法,其特征在于,包括:
2.根据权利要求1所述的柱面镜贴附上盘方法,其特征在于:在s3之后、s4之前,先确保所述毛坯与所述贴附治具清洁干净。
3.根据权利要求1所述的柱面镜贴附上盘方法,其特征在于:在s1中,所述宽度尺寸的公差为
4.根据权利要求1所述的柱面镜贴附上盘方法,其特征在于:在s2中,所述贴附治具的槽宽的公差为
技术总结本发明公开了一种柱面镜贴附上盘方法,包括:S1,保证毛坯尺寸的一致性,根据成型的产品的宽度尺寸,规定粗磨对所述毛坯加工的尺寸,并规定所述宽度尺寸的公差要求。S2,保证贴附治具的槽宽尺寸的一致性,设计所述贴附治具时,所述贴附治具的槽宽按粗磨规定的所述毛坯宽度尺寸来设计;并规定所述贴附治具的槽宽的公差要求。S3,实物检查,使用千分尺检查所述毛坯宽度的尺寸和所述贴附治具的槽宽尺寸是否符合公差要求。S4,将所述毛坯沿着所述贴附治具的贴附槽向下贴附,确保所述毛坯底部与所述贴附槽底部紧贴,同时所述毛坯能在所述贴附槽长度方向上顺畅滑动,且所述毛坯无明显手感的晃动。本发明操作简单,能够提高柱面镜偏心良率。技术研发人员:请求不公布姓名受保护的技术使用者:广东思锐光学股份有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/12392.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。