一种高碳钢盘条的热处理方法与流程
- 国知局
- 2024-06-20 15:42:54
本发明涉及高碳钢处理领域,具体涉及一种高碳钢盘条的热处理方法。
背景技术:
1、单一水浴主要使盘条在水溶液中发生相变,其组织相变属于连续变温转变。水浴处理的盘条组织稳定性差,力学性能低,且生产规格受限。
2、而选择单一盐浴时,盘条在进入熔盐时带入的热量非常大,为尽快把热量带走,盐槽的熔盐温度设置都比较低,很容易使进入盐槽的盘条的表面产生急冷发生贝氏体相变,出现表层贝氏体,影响盘条的使用性能。
技术实现思路
1、因此,本发明要解决的技术问题在于克服现有单一水浴冷却的盘条强度低、塑性差,单一盐浴冷却的盘条会出现贝氏体的缺陷;从而提供一种高碳钢盘条的热处理方法,将水浴工序与盐浴工序组合,保证热处理后的盘条相较于单一盐浴冷却时盘条的强度与塑性不明显降低情况下,不出现贝氏体。
2、本发明中,通过盘条的面缩率表征盘条的塑性。
3、本发明第一方面保护一种高碳钢盘条的热处理方法,其中,所述热处理方法包括:
4、将高碳钢盘条依次通过水浴工序、盐浴工序;
5、控制所述高碳钢盘条离开水浴工序时的温度为680-720℃。
6、采用红外非接触式对高碳钢盘条离开水浴工序时的温度进行检测。
7、本发明中,高碳钢盘条可以通过制备得到,制备时,将铁水经转炉/电炉冶炼→炉外精炼→连铸→高线轧制卷取吐丝,得到高碳钢盘条;也可以通过买入初始高碳钢盘条再离线加热处理后得到,买入时,牌号为swrs92si,购入公司为江苏沙钢集团有限公司,离线加热处理的具体方法如下:先将初始高碳钢盘条进行开卷与矫直,采用加热炉将初始高碳钢盘条加热至900-1000℃,完成初始高碳钢盘条的奥氏体化,得到所述的高碳钢盘条,所述高碳钢盘条的温度为900-1000℃。
8、本发明中,具体浸泡时间不进行限定,能够使得离开水浴工序时温度为680-720℃即可,在此过程中高碳钢盘条不发生相变。
9、根据本发明,所述水浴工序包括:将所述高碳钢盘条输送至水浴中进行浸泡冷却。
10、根据本发明,所述水浴的温度为80-100℃,优选为85-90℃。
11、根据本发明,所述水浴工序的冷速为20-40k/s。
12、冷速计算公式为:(高碳钢盘条进入水浴时的温度-高碳钢盘条离开水浴时的温度)/高碳钢盘条在水浴中的时间。
13、根据本发明,所述水浴中的水还加入调节剂。
14、根据本发明,以水和调节剂的总质量为基准,所述水中调节剂的含量为8-20wt%,优选为10-15wt%。
15、根据本发明,所述调节剂包括丙烯酸盐和/或氢氧化钠。
16、根据本发明,所述丙烯酸盐包括聚丙烯酸钠。
17、本发明中,所述聚丙烯酸钠的重均分子量为160-180万。
18、根据本发明,所述盐浴工序包括:将经历水浴工序后的高碳钢盘条进行盐浴冷却。
19、本发明中,高碳钢盘条与盐浴中的熔盐的具体接触方式为浸没式,盘条浸没状态以一定速度通过盐浴工序,移动速度为本领域常规速度即可。
20、根据本发明,所述盐浴的温度为520-580℃,优选为540-560℃。
21、根据本发明,所述盐浴冷却的时间为40-90s。
22、根据本发明,所述盐浴工序中的熔盐包括盐a和盐b。
23、根据本发明,所述盐a包括硝酸盐。
24、根据本发明,所述硝酸盐包括硝酸钾和/或硝酸钠。
25、根据本发明,所述盐b包括亚硝酸盐和/或碳酸盐。
26、根据本发明,所述亚硝酸盐包括亚硝酸钠和/或亚硝酸钾。
27、根据本发明,所述碳酸盐包括碳酸钙和/或碳酸钠。
28、根据本发明,以熔盐的总质量为基准,所述硝酸盐的含量为80-90wt%、亚硝酸盐的含量为5-15wt%、碳酸盐的含量为5-15wt%。
29、根据本发明,所述熔盐包括硝酸钾、硝酸钠、亚硝酸钠和碳酸钙。
30、根据本发明,以熔盐的总质量为基准,硝酸钾的含量为40wt%、硝酸钠的含量为50wt%、亚硝酸钠的含量为5wt%、碳酸钙的含量为5wt%。
31、本发明中,还对经过盐浴工序后的高碳钢盘条进行清洗,清洗方式为三段式热水清洗,能够去除盘条表面的杂质与油污,提高盘条的外观质量,改善其物理与化学性能。
32、本发明第二方面保护一种前述的热处理方法处理后得到的高碳钢盘条。
33、根据本发明,所述处理后得到的高碳钢盘条的温度为25-30℃。
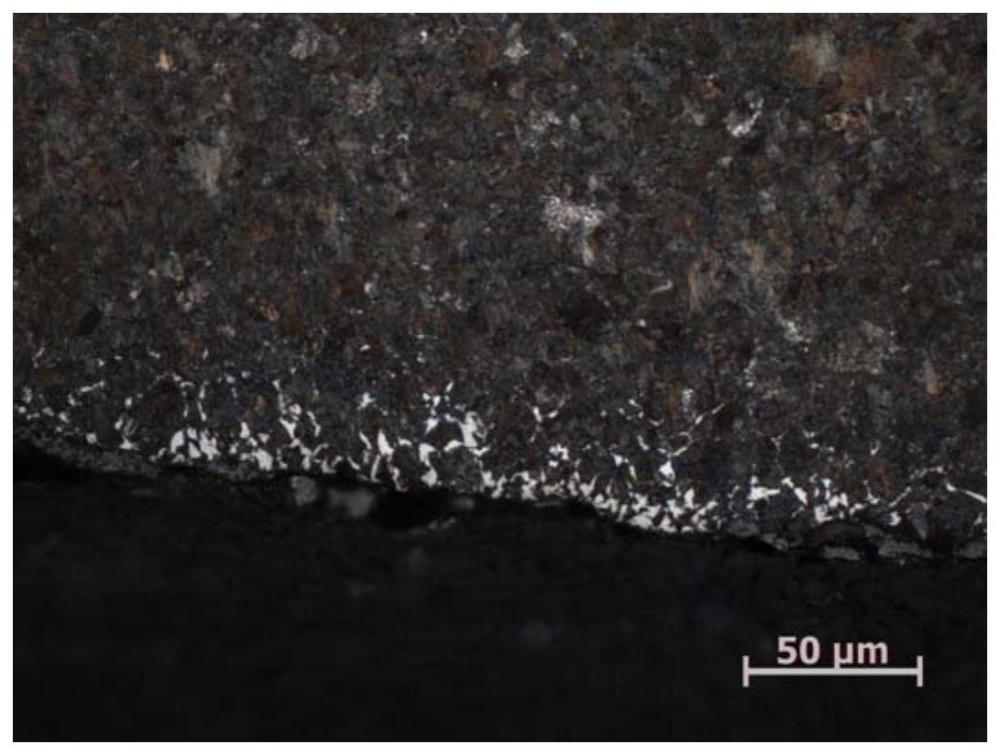
34、本发明中,高碳钢盘条表面的脱碳层深度会影响其使用性能,因此需要对处理后得到的高碳钢盘条的脱碳层进行测量,采用gb/t 224钢的脱碳层深度测定法中的金相法。
35、本发明技术方案,具有如下优点:
36、1、本发明中高碳钢盘条的热处理方法包括:将高碳钢盘条依次通过水浴工序、盐浴工序;控制所述高碳钢盘条离开水浴工序时的温度为680-720℃。本发明工艺流程简单,能源消耗少,绿色环保;通过水浴工序与盐浴工序协同作用,使得热处理后的高碳钢盘条的表面组织为珠光体,并且保证力学性能不下降,同时盐浴工序中的熔盐分解程度较低,综合效果高。水浴工序能够带走大量热量,使高碳钢盘条降温,通过控制高碳钢盘条离开水浴工序时的温度,减轻盐浴工序中熔盐冷却的负担,使熔盐温度保持在高碳钢盘条的珠光体相变温度范围内,高碳钢盘条在盐浴工序中不发生相变,不会出现贝氏体问题。同时,通过控制离开水浴工序的前盘条的温度可以降低硝酸盐的分解程度,延长了包含硝酸盐的熔盐的使用时间。
37、2、本发明中调节剂能够进一步调节高碳钢盘条的表面蒸汽膜的表面张力,使得蒸汽膜不易破裂,阻止盘条与水直接接触,降低热导率;特定的水浴温度与调节剂的用量能够进一步将高碳钢盘条在相变前的冷速控制在20-40k/s之间,使得高碳钢盘条具有较高的面缩率。
38、3、本发明中特定的盐浴冷却的温度能够进一步使高碳钢盘条在索氏体相变区(珠光体的一种形式)发生相变,避免异常组织的同时能够使高碳钢盘条的力学性能达到使用要求。
39、4、本发明中特定的熔盐的种类与用量能够进一步使熔盐长时间工作在高碳钢盘条的最佳的索氏体化温度区间(500-600℃)。
技术特征:1.一种高碳钢盘条的热处理方法,其特征在于,所述热处理方法包括:
2.根据权利要求1所述的热处理方法,其特征在于,所述高碳钢盘条的温度为900-1000℃。
3.根据权利要求1或2所述的热处理方法,其特征在于,所述水浴工序包括:将所述高碳钢盘条输送至水浴中进行浸泡冷却。
4.根据权利要求1-3中任意一项所述的热处理方法,其特征在于,所述水浴的温度为80-100℃,优选为85-90℃;
5.根据权利要求3或4所述的热处理方法,其特征在于,所述水浴中的水还加入调节剂;
6.根据权利要求5所述的热处理方法,其特征在于,所述调节剂包括丙烯酸盐和/或氢氧化钠;
7.根据权利要求1-6中任意一项所述的热处理方法,其特征在于,所述盐浴工序包括:将经历水浴工序后的高碳钢盘条进行盐浴冷却。
8.根据权利要求7所述的热处理方法,其特征在于,所述盐浴冷却的温度为530-580℃,优选为540-560℃;
9.根据权利要求1-8中任意一项所述的热处理方法,其特征在于,所述盐浴工序中的熔盐包括盐a和盐b;
10.一种由权利要求1-9中任意一项所述的热处理方法处理后得到的高碳钢盘条;
技术总结本发明涉及高碳钢处理领域,具体涉及一种高碳钢盘条的热处理方法。热处理方法包括:将高碳钢盘条依次通过水浴工序、盐浴工序;控制所述高碳钢盘条离开水浴工序时的温度为680‑720℃。本发明工艺流程简单,能源消耗少,绿色环保;通过水浴工序与盐浴工序协同作用,使得热处理后的高碳钢盘条的表面组织为珠光体,并且保证力学性能不下降,同时盐浴工序中的熔盐分解程度较低,综合效果高。技术研发人员:王雷,李月云,陆超,张宇受保护的技术使用者:江苏省沙钢钢铁研究院有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/12478.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种发动机凸轮轴抛光装置
下一篇
返回列表