搅拌摩擦焊的焊缝减薄填补方法、设备及存储介质与流程
- 国知局
- 2024-06-20 15:56:44
本发明涉及搅拌摩擦焊,尤其涉及一种搅拌摩擦焊的焊缝减薄填补方法、设备及存储介质。
背景技术:
1、铝合金具有轻质且柔软、强度好、耐蚀性能好、导电性好、易于再生等优异性能,从建筑业到交通运输业,从电子电气到机械装备,以及石油化工和航空航天等领域都有它的身影。焊接技术在铝合金中具有重要的作用。掌握铝合金的焊接性特点、焊接操作技术、接头质量和性能、缺陷的形成及防止措施等,对正确制定铝合金的焊接工艺,获得良好的接头性能和扩大铝合金的应用范围具有十分重要的意义。而且,焊接技术是铝合金结构件制造过程中必不可少的一环,焊接质量的优劣直接影响到铝合金结构件的质量和安全性。
2、其中,搅拌摩擦焊(friction stir welding,fsw)是一种新型的连接金属材料的方法。最早由英国焊接研究所于1991年发明并申请专利。这种焊接方法主要利用搅拌针与待焊工件之间的摩擦热,将待焊工件加热至塑性状态,并随着搅拌头的旋转和移动,将搅拌针及其后面的工件向焊接区域移动。在这个过程中,搅拌针在工件中产生搅拌摩擦,从而实现了材料的连接。搅拌摩擦焊相比传统的熔化焊具有许多优势,例如焊接过程安全、无污染,焊接效率高、成本低,焊接质量好,可焊材料范围广等。可以很好地连接铝合金,接头强度高,且通过搅拌摩擦焊的动态塑性变形,可以获得致密的焊接接头,从而提高焊接接头的强度和耐久性。而且,搅拌摩擦焊对铝合金的物理化学性能、机械性能、晶体结构等影响较小,因此可以在不同种类的铝合金之间进行连接。此外,还可以在铝合金焊接中实现自动化生产,提高生产效率,降低生产成本。但在焊接过程中,搅拌头的轴肩会压入母材(即待焊工件)0.1-0.3mm的深度,易导致焊缝减薄问题,还伴有飞边、毛刺等缺陷,焊后往往需要二次打磨和铣削,不仅增加了工艺复杂性,还会导致应力集中、接头性能和寿命降低等问题。
3、目前,通常可以通过优化搅拌头设计、控制焊接参数、改进焊接工艺或使用保护气体等方法来预防或抑制搅拌摩擦焊的焊缝减薄。例如通过控制搅拌头的旋转速度、搅拌头的插入深度和搅拌头的形状参数等来减少焊缝减薄,或者通过控制搅拌摩擦焊的焊接温度、焊接时间等参数来减少焊缝减薄,或者采用分段焊接或改变焊接顺序等工艺来减少焊缝减薄,或者使用保护气体来减少材料与氧气、氮气等气体的接触,从而减少焊缝减薄。但是这些方法一般均需要投入大量的时间和资金,并进行充分的试验验证,甚至可能还需要重新设计焊接程序和设备,才可能较好的抑制焊缝减薄,实现难度和成本较高。
技术实现思路
1、本发明实施例提供了一种搅拌摩擦焊的焊缝减薄填补方法、设备及存储介质,以降低抑制焊缝减薄的实现难度和成本,并更好的抑制焊缝减薄。
2、第一方面,本发明实施例提供了一种搅拌摩擦焊的焊缝减薄填补方法,包括:
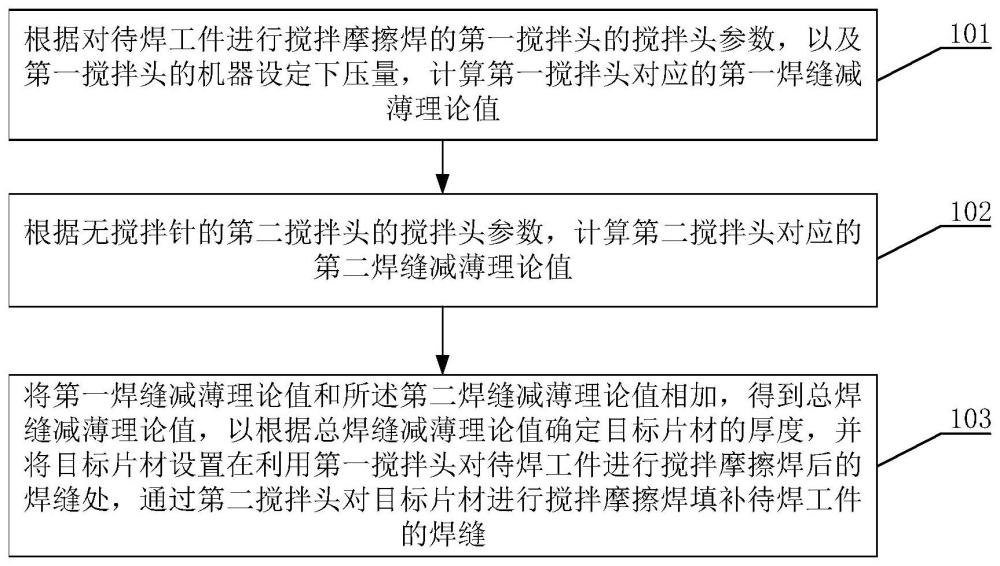
3、根据对待焊工件进行搅拌摩擦焊的第一搅拌头的搅拌头参数,以及所述第一搅拌头的机器设定下压量,计算所述第一搅拌头对应的第一焊缝减薄理论值;
4、根据无搅拌针的第二搅拌头的搅拌头参数,计算所述第二搅拌头对应的第二焊缝减薄理论值;
5、将所述第一焊缝减薄理论值和所述第二焊缝减薄理论值相加,得到总焊缝减薄理论值,以根据所述总焊缝减薄理论值确定目标片材的厚度,并将所述目标片材设置在利用所述第一搅拌头对待焊工件进行搅拌摩擦焊后的焊缝处,通过所述第二搅拌头对所述目标片材进行搅拌摩擦焊填补待焊工件的焊缝;其中,所述目标片材与待焊工件的材质相同。
6、在一种可能的实现方式中,所述根据对待焊工件进行搅拌摩擦焊的第一搅拌头的搅拌头参数,以及所述第一搅拌头的机器设定下压量,计算所述第一搅拌头对应的第一焊缝减薄理论值,包括:
7、根据对待焊工件进行搅拌摩擦焊的第一搅拌头的搅拌头参数,计算所述第一搅拌头对待焊工件进行搅拌摩擦焊后的理论下压量;
8、根据所述理论下压量和所述机器设定下压量,计算所述第一搅拌头对应的第一焊缝减薄理论值。
9、在一种可能的实现方式中,所述根据对待焊工件进行搅拌摩擦焊的第一搅拌头的搅拌头参数,计算所述第一搅拌头对待焊工件进行搅拌摩擦焊后的理论下压量,包括:
10、根据所述第一搅拌头的搅拌针针尾半径、搅拌针针头半径和搅拌针针长,计算所述第一搅拌头的搅拌针锥角;
11、根据所述第一搅拌头的轴肩半径和搅拌头倾斜角,以及所述搅拌针针尾半径和所述搅拌针锥角,计算所述第一搅拌头对待焊工件进行搅拌摩擦焊后的理论下压量。
12、在一种可能的实现方式中,根据所述第一搅拌头的搅拌针针尾半径、搅拌针针头半径和搅拌针针长,计算所述第一搅拌头的搅拌针锥角,包括:
13、根据计算所述第一搅拌头的搅拌针锥角;
14、其中,β为所述搅拌针锥角,r为所述搅拌针针尾半径,r′为所述搅拌针针头半径,l为所述搅拌针针长。
15、在一种可能的实现方式中,根据所述第一搅拌头的轴肩半径和搅拌头倾斜角,以及所述搅拌针针尾半径和所述搅拌针锥角,计算所述第一搅拌头对待焊工件进行搅拌摩擦焊后的理论下压量,包括:
16、根据计算所述第一搅拌头对待焊工件进行搅拌摩擦焊后的理论下压量;
17、其中,t为所述理论下压量,r为所述轴肩半径,r为所述搅拌针针尾半径,α为所述搅拌头倾斜角,β为所述搅拌针锥角,l为所述搅拌针针长。
18、在一种可能的实现方式中,根据所述理论下压量和所述机器设定下压量,计算所述第一搅拌头对应的第一焊缝减薄理论值,包括:
19、根据m1=t-h,计算所述第一搅拌头对应的第一焊缝减薄理论值;
20、其中,m1为所述第一焊缝减薄理论值,t为所述理论下压量,h为所述机器设定下压量。
21、在一种可能的实现方式中,所述根据无搅拌针的第二搅拌头的搅拌头参数,计算所述第二搅拌头对应的第二焊缝减薄理论值,包括:
22、根据计算所述第二搅拌头对应的第二焊缝减薄理论值;
23、其中,m2为所述第二焊缝减薄理论值,r′为所述第二搅拌头的轴肩半径,α′为所述第二搅拌头的搅拌头倾斜角,α′与所述第一搅拌头的搅拌头倾斜角相同,h′为所述第二搅拌头的机器设定下压量。
24、在一种可能的实现方式中,所述第二搅拌头的轴肩半径大于或等于所述第一搅拌头的轴肩半径。
25、第二方面,本发明实施例提供了一种搅拌摩擦焊的焊缝减薄填补设备,包括存储器和处理器,所述存储器用于存储计算机程序,所述处理器用于调用并运行所述存储器中存储的计算机程序,执行如上第一方面或第一方面的任一种可能的实现方式所述方法的步骤。
26、第三方面,本发明实施例提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现如上第一方面或第一方面的任一种可能的实现方式所述方法的步骤。
27、本发明实施例提供一种搅拌摩擦焊的焊缝减薄填补方法、设备及存储介质,通过根据对待焊工件进行搅拌摩擦焊的第一搅拌头的搅拌头参数,以及第一搅拌头的机器设定下压量,计算第一搅拌头对应的第一焊缝减薄理论值,根据无搅拌针的第二搅拌头的搅拌头参数,计算第二搅拌头对应的第二焊缝减薄理论值,将第一焊缝减薄理论值和第二焊缝减薄理论值相加,得到总焊缝减薄理论值,可以准确的估计待焊工件进行搅拌摩擦焊后的焊缝减薄量,进而根据总焊缝减薄理论值确定目标片材的厚度,并将目标片材设置在利用第一搅拌头对待焊工件进行搅拌摩擦焊后的焊缝处,然后通过第二搅拌头对目标片材进行搅拌摩擦焊填补待焊工件的焊缝,从而既可以通过增加目标片材的方式更好的抑制焊缝减薄,提高焊缝的性能和完整性,又无需重新设计焊接程序和设备,降低实现难度和成本。
本文地址:https://www.jishuxx.com/zhuanli/20240618/12968.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表