一种用在烧嘴罩制造过程中的模具的制作方法
- 国知局
- 2024-06-20 15:59:51
本技术涉及模具制造领域,特别是涉及一种用在烧嘴罩制造过程中的模具。
背景技术:
1、因煤烧嘴在汽化炉的高温环境中工作,在烧嘴头部设计有1个烧嘴冷却罩,以便在烧嘴头部提供一个冷环境,达到保护烧嘴的作用。
2、烧嘴罩总体结构为水冷盘管锥形结构,8件单独的环管组成塔式锥形传热面。环管上打2孔,分别焊接有连接进水管和出水管,里面两环管间缝隙用焊道填充,水冷盘管内通过锅炉给水进行强制循环,将热量移走,从而降低烧嘴罩盘管的金属温度。起到保护烧嘴头部,减少对烧嘴头部的辐射热作用。
3、烧嘴罩单台造价较高。受制作精度等因素的影响更换较频繁,同时因为更换烧嘴罩增加了停炉的次数,影响到整个系统频繁停车。之前,煤气化装置因烧嘴罩泄漏而造成的停车次数占装置总停车次数的51%,烧嘴罩频繁泄露成为制约装置长周期生产的最突出的问题。
4、烧嘴罩的塔型环管对精度的要求比较高,塔型环管由8件共9圈单环管组为1套,因工艺需要整体锥度共有3个角度,环管直径的误差直接影响到整体角度的变化而不能形成对烧嘴的完全保护。
5、但是,现有的环管加工方式,使得其内侧不完全同心,环管间隙存在参差,粉煤容易易附着在环管座,管璧就容易附着煤粉形成过烧。
技术实现思路
1、本实用新型一种用在烧嘴罩制造过程中的模具,以解决上述背景技术中提出的问题。
2、为解决上述技术问题,本实用新型采用的一个技术方案是:
3、一种用在烧嘴罩制造过程中的模具,所述烧嘴罩包括环管和竖管,所述用在烧嘴罩制造过程中的模具包括
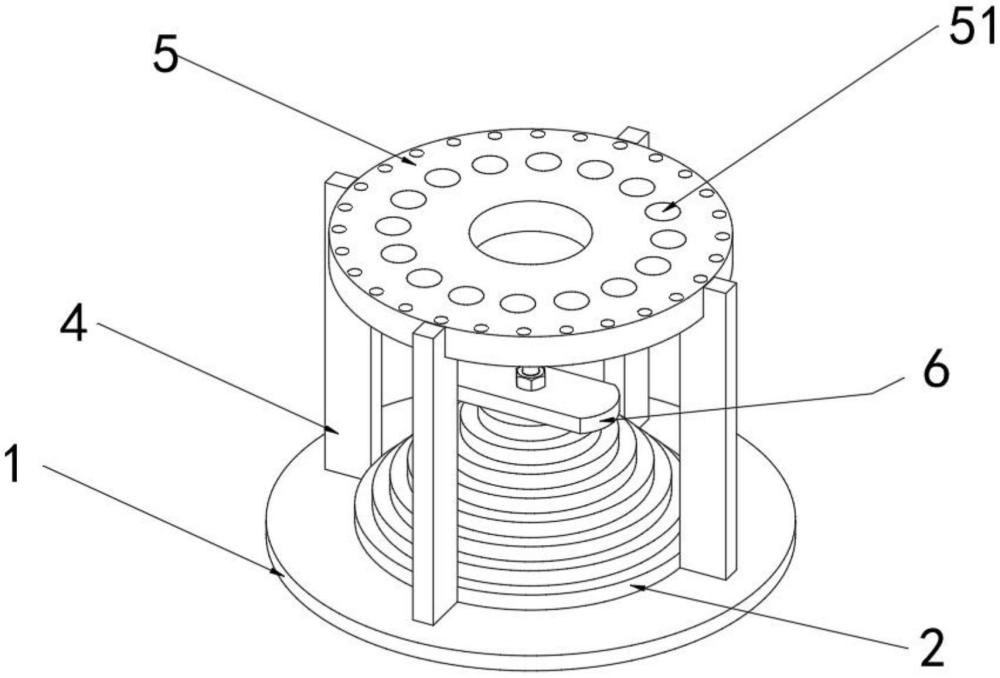
4、底座;
5、定位机构,所述定位机构设置在底座上,所述定位机构用于对环管进行辅助定位;
6、支撑组件,所述支撑组件下端设置在定位机构周向上,所述支撑组件上端设置有定位板。
7、作为优选,所述定位机构包括胎具,所述底座设置为圆柱型,所述胎具固定安装在底座的上表面中心,所述胎具为多个依次叠堆的环管固定柱,各环管固定柱轴心处于同一直线上,各环管固定柱的直径由上到下依次等额增加。
8、作为优选,胎具包括八个依次叠堆的环管固定柱,相邻的两个环管固定柱之间:处于下方的环管固定柱的直径和处于上方的环管固定柱的直径相差为环管的直径。
9、作为优选,所述胎具顶部设置有用于固定环管的压板,所述压板的两端长度大于胎具顶部的直径,所述压板和胎具可拆卸的连接。
10、作为优选,所述压板为长条形或者扇形。
11、作为优选,所述胎具顶部设置有螺纹孔,所述压板通过螺栓和胎具固定连接。
12、作为优选,所述支撑组件包括至少三根立板,各立板下端固定在胎具底端的侧壁上。
13、作为优选,所述支撑组件包括四根立板,各立板沿胎具底端周向间隔九十度设置。
14、作为优选,各立板的内壁上设置有竖直分布的刻度槽,各立板的顶面内侧设置有固定凹槽,所述定位板贴靠在固定凹槽内。
15、作为优选,定位板为圆环状,定位板设有多个用于固定进水管和出水管的定位孔。
16、本实用新型的有益效果如下:通过该胎具使制作加工工序更加规范,从根本上解决了生产组对过程中塔型换热的环管不同心和不平行的问题。
17、各个相邻的环管固定柱之间,直径相差环管的直径,杜绝了单圈环管直径产生误差现象。完全省掉每次制作需要放样校对、制作工装的环节。
18、减少了施工步骤,缩短制作工期,使制作烧嘴罩的难度降低,成品精度大大提高,避免了因为制作精度不够而造成的损坏,延长了使用寿命。
技术特征:1.一种用在烧嘴罩制造过程中的模具,所述烧嘴罩包括环管和竖管,其特征在于:所述用在烧嘴罩制造过程中的模具包括
2.根据权利要求1所述的用在烧嘴罩制造过程中的模具,其特征在于:所述定位机构包括胎具,所述底座设置为圆柱型,所述胎具固定安装在底座的上表面中心,所述胎具为多个依次叠堆的环管固定柱,各环管固定柱轴心处于同一直线上,各环管固定柱的直径由上到下依次等额增加。
3.根据权利要求2所述的用在烧嘴罩制造过程中的模具,其特征在于:胎具包括八个依次叠堆的环管固定柱,相邻的两个环管固定柱之间:处于下方的环管固定柱的直径和处于上方的环管固定柱的直径相差为环管的直径。
4.根据权利要求3所述的用在烧嘴罩制造过程中的模具,其特征在于:所述胎具顶部设置有用于固定环管的压板,所述压板的两端长度大于胎具顶部的直径,所述压板和胎具可拆卸的连接。
5.根据权利要求4所述的用在烧嘴罩制造过程中的模具,其特征在于:所述压板为长条形或者扇形。
6.根据权利要求4所述的用在烧嘴罩制造过程中的模具,其特征在于:所述胎具顶部设置有螺纹孔,所述压板通过螺栓和胎具固定连接。
7.根据权利要求3所述的用在烧嘴罩制造过程中的模具,其特征在于:所述支撑组件包括至少三根立板,各立板下端固定在胎具底端的侧壁上。
8.根据权利要求7所述的用在烧嘴罩制造过程中的模具,其特征在于:所述支撑组件包括四根立板,各立板沿胎具底端周向间隔九十度设置。
9.根据权利要求7所述的用在烧嘴罩制造过程中的模具,其特征在于:各立板的内壁上设置有竖直分布的刻度槽,各立板的顶面内侧设置有固定凹槽,所述定位板贴靠在固定凹槽内。
10.根据权利要求9所述的用在烧嘴罩制造过程中的模具,其特征在于:所述定位板为圆环状,定位板设有多个用于固定进水管和出水管的定位孔。
技术总结本技术公开了一种用在烧嘴罩制造过程中的模具,烧嘴罩包括环管和竖管,用在烧嘴罩制造过程中的模具包括底座;定位机构,定位机构设置在底座上,定位机构用于对环管进行辅助定位;支撑组件,支撑组件下端设置在定位机构周向上,支撑组件上端设置有定位板,通过该胎具使制作加工工序更加规范,从根本上解决了生产组对过程中塔型换热的环管不同心和不平行的问题,各个相邻的环管固定柱之间,直径相差环管的直径,杜绝了单圈环管直径产生误差现象。完全省掉每次制作需要放样校对、制作工装的环节,减少了施工步骤,缩短制作工期,使制作烧嘴罩的难度降低,成品精度大大提高,避免了因为制作精度不够而造成的损坏,延长了使用寿命。技术研发人员:张志波受保护的技术使用者:张志波技术研发日:20230825技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13069.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。