一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法
- 国知局
- 2024-06-20 16:51:47
本发明属于发动机叶盘叶片修复,具体涉及一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法。
背景技术:
1、发动机叶盘叶片在服役过程中的损伤主要集中在叶身前缘和叶尖等部位,包括凹坑、腐蚀点、缺块、弯曲变形、裂纹等多种特征。其材料主要为难加工、难变形的钛合金、高温合金及耐热钢,更换全新叶片的综合成本十分高昂。因此开发叶片损伤的可靠修复技术,实现叶片多周期长寿命复用,具有极高的战略意义和经济价值。
2、激光焊接作为修复工艺的常用技术手段,具有焊接接头组织细小、热影响区小、焊接变形小、工业自动化程度高等优点,尤其适用于精密构件连接领域。但传统激光焊接修复叶片时常面临焊缝气孔、侧壁未熔合、咬边、凹陷以及角变形等问题,极大地制约了其在叶片损伤修复中的应用。
技术实现思路
1、本发明的目的在于提供一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,解决了传统激光焊接修复叶片时存在的焊缝气孔、侧壁未熔合、咬边、凹陷以及角变形缺陷。
2、为了达到上述目的,本发明采用的技术方案是:
3、本发明提供的一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,步骤1,将目标叶盘叶片上的损伤区域切除,得到留存叶片;
4、步骤2,将预制的补充体与留存叶片进行拼接装配;
5、步骤3,利用摆动激光将拼接装配后的补充体与留存叶片进行焊接,得到修复完成的目标叶盘叶片。
6、优选地,步骤2中,所述补充体与切除的损伤区域的几何关系相同,且包络损伤部分。
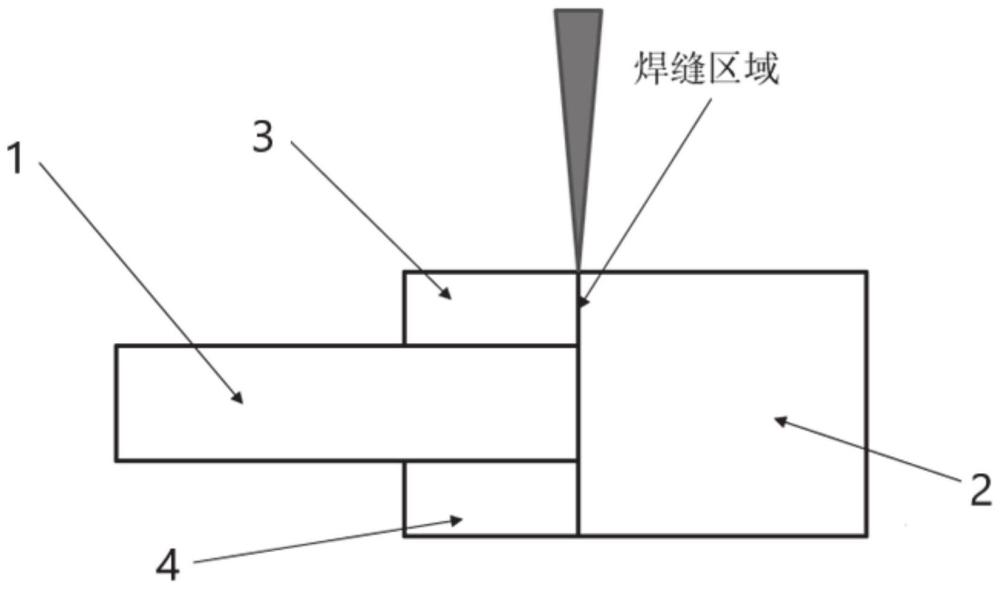
7、优选地,步骤2中,所述补充体卡装在留存叶片上。
8、优选地,所述补充体包括主补充部件、上补充辅助件和下补充辅助件,其中,所述上补充辅助件和下补充辅助件均布在主补充部件的一端端部,且上补充辅助件和下补充辅助件之间形成有卡槽,所述卡槽用于插入留存叶片。
9、优选地,步骤3中,利用摆动激光将拼接装配后的补充体与留存叶片进行焊接,具体的焊接工艺参数是:
10、修复功率为1-20kw、修复速度为0.5-8m/min、摆动频率为0-300hz、摆动幅度为1-5mm。
11、优选地,步骤3中,所述摆动激光的摆动方式为横摆、纵摆、圆摆、“8”摆或“∞”摆。
12、优选地,步骤3之后还包括对焊接修复完成后的补充体依次进行机械加工和后处理。
13、优选地,步骤3中,在进行焊接修复时,焊缝采用锁底结构。
14、优选地,步骤3中,在进行焊接修复时,留存叶片与补充体中的主补充体之间的连接位置处于焊缝中部;焊缝顶部处于上补充辅助件及主补充体与上补充辅助件等高的区域,焊缝底部处于下补充辅助件及上补充辅助件与下补充辅助件等高的区域。
15、与现有技术相比,本发明的有益效果是:
16、本发明提供的一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,首先,采用摆动激光进行修复时,一方面匙孔的稳定性得到提高,这降低了匙孔塌陷形成气孔的概率;另一方面,运动的匙孔易于捕获已形成的气泡,增强的熔池流动提高了气泡与其相互作用的几率,这均有助于消除气孔。此外,随着摆动幅度的增大,焊接模式倾向于转变成传导焊,这完全避免了匙孔塌陷形成气孔的可能性;其次,在摆动激光修复中,通过增大摆动幅度,焊缝熔宽明显增加,这降低了实际修复时留存叶片和补充体之间的装配间隙要求,同时也可避免待修区域的侧壁未熔合缺陷;再次,在留存叶片和补充体装配后,采用摆动激光修复时,可将修复表面产生的咬边及凹陷引入到辅助补充体或辅助补充部分,这避免了该类缺陷在最终修复叶片上的出现。
17、进一步的,焊缝设置为锁底结构,无需进行激光焊接修复时所需要的背部保护,防止修复时的背部飞溅影响到同一叶盘上的其他发动机叶片,并且,根据损伤切除后叶片剩余部分的厚度设计的摆动激光锁底焊接结构,使得切割留存叶片的切割截面处于摆动激光焊接后焊缝的钉杆部位,上补充辅助件和下补充辅助件体分别对应焊缝的钉头部分和尾部,在将多余补充体切割后,宽度均匀的钉杆部分保留,宽度不均匀且容易产生应力集中的钉头部分与尾部随着补充体被切除,提高了修复后的叶片性能,降低了修复区域在日后服役过程中再次发生损伤的风险。
18、补充:在进行焊接修复时,留存叶片与补充体中的主补充体之间的连接位置处于焊缝中部;焊缝顶部处于上补充辅助件及主补充体与上补充辅助件等高的区域,焊缝底部处于下补充辅助件及上补充辅助件与下补充辅助件等高的区域,该设置的目的在于焊缝的顶部和底部区域焊缝形状不均匀,这些不均匀的部分在焊缝凝固收缩时会导致其应力分布不均匀,不均匀分布的应力有可能会导致焊接过程中裂纹的产生,为了避免产生焊接裂纹这样危害很大的缺陷,从而将焊缝这样设置便于后续保留焊缝均匀部分而去除焊缝头部和底部。
技术特征:1.一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,其特征在于,步骤2中,所述补充体与切除的损伤区域的几何关系相同,且包络损伤部分。
3.根据权利要求1所述的一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,其特征在于,步骤2中,所述补充体卡装在留存叶片上。
4.根据权利要求1所述的一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,其特征在于,所述补充体包括主补充部件、上补充辅助件和下补充辅助件,其中,所述上补充辅助件和下补充辅助件均布在主补充部件的一端端部,且上补充辅助件和下补充辅助件之间形成有卡槽,所述卡槽用于插入留存叶片。
5.根据权利要求1所述的一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,其特征在于,步骤3中,利用摆动激光将拼接装配后的补充体与留存叶片进行焊接,具体的焊接工艺参数是:
6.根据权利要求1所述的一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,其特征在于,步骤3中,所述摆动激光的摆动方式为横摆、纵摆、圆摆、“8”摆或“∞”摆。
7.根据权利要求1所述的一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,其特征在于,步骤3之后还包括对焊接修复完成后的补充体依次进行机械加工和后处理。
8.根据权利要求1所述的一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,其特征在于,步骤3中,在进行焊接修复时,焊缝采用锁底结构。
9.根据权利要求1所述的一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,其特征在于,步骤3中,在进行焊接修复时,留存叶片与补充体中的主补充体之间的连接位置处于焊缝中部;焊缝顶部处于上补充辅助件及主补充体与上补充辅助件等高的区域,焊缝底部处于下补充辅助件及上补充辅助件与下补充辅助件等高的区域。
技术总结本发明提供的一种发动机叶盘叶片大面积损伤的摆动激光焊接修复方法,步骤1,将目标叶盘叶片上的损伤区域切除,得到留存叶片;步骤2,将预制的补充体与留存叶片进行拼接装配;步骤3,利用摆动激光将拼接装配后的补充体与留存叶片进行焊接,得到修复完成的目标叶盘叶片;本发明采用摆动激光修复时,可将修复表面产生的咬边及凹陷引入到辅助补充体或辅助补充部分,这避免了该类缺陷在最终修复叶片上的出现。技术研发人员:刘宏,王毅龙,李晨曦,税佳,杨冠军受保护的技术使用者:西安交通大学技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14409.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表