一种异型管凹槽焊接系统的制作方法
- 国知局
- 2024-06-20 17:09:38
本技术涉及金属焊接,尤其与一种异型管凹槽焊接系统相关。
背景技术:
1、目前,在钢管制造过程中,均采用对称的成型方式使钢板成型,而这也就造成钢板不能过度变形,在焊接前,成型的钢板通常呈“c”型,成型后的钢板圆周方向始终不能自然闭合,在焊接时需要依靠挤压辊提供的挤压力保证钢板左右两侧线性接触,但由于此时钢板处于弹性变形范围内,钢板的反弹现象始终存在,在经过挤压辊之后也仍然有回弹力存在,使得钢管焊接后的焊缝在回弹力的作用下处于拉伸状态,对焊缝质量存在一定的不良影响。
2、并且,板边的错边(也叫搭焊)也是影响焊接质量的一个重要原因,如果对于管件侧边的调整不当,出现错边,就会降低焊缝处的有效壁厚,从而容易在此处产生应力集中,在后续使用过程中就可能在外力作用下发生开裂。
技术实现思路
1、针对上述相关现有技术的不足,本申请提供一种异型管凹槽焊接系统,对钢管焊接时保证焊接部位齐平,避免错边的情况出现,保证焊接效果,具有较强的实用性。
2、为了实现上述目的,本实用新型采用以下技术:
3、一种异型管凹槽焊接系统,包括:
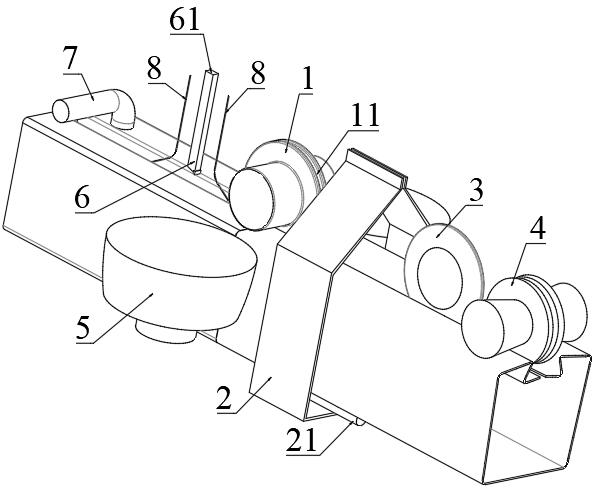
4、依次间隔布置的第一挤压轧辊、感应线圈、第一导向轧辊、第二导向轧辊,异型管从感应线圈穿过,第一挤压轧辊、第一导向轧辊、第二导向轧辊下端均位于异型管的凹槽中,且与异型管接触,第一导向轧辊呈圆台形,且至少一部分位于异型管焊缝中,第二导向轧辊有两个,且对称布置,分别位于异型管焊缝的两侧;第一挤压轧辊两侧分别设有一个第二挤压轧辊,两个第二挤压轧辊对称布置,且上端的直径大于下端直径,用于对异型管两侧施加压力。
5、进一步地,第一挤压轧辊周侧沿其圆周方向设有环槽,用于穿过异型管的焊接部分。
6、进一步地,第一挤压轧辊远离感应线圈的一端还设有刮疤刀,刮疤刀可拆卸地安装于连杆上,且刮疤刀位于异型管的凹槽中,用于刮去焊接留下的物料。
7、进一步地,刮疤刀远离第一挤压轧辊的一侧还设有冷却水管,用于喷洒冷却水至异型管凹槽中。
8、进一步地,刮疤刀与第一挤压轧辊之间、刮疤刀与冷却水管之间均设有沿竖直方向移动的吹水管,吹水管呈l形,且上端均连接气源,下端位于异型管的凹槽中,且位于刮疤刀与冷却水管之间的吹水管下端朝向所述冷却水管,位于刮疤刀与第一挤压轧辊之间的吹水管下端朝向第一挤压轧辊。
9、进一步地,感应线圈下端还设有多个高频焊接阻抗器。
10、本实用新型有益效果在于:对钢管焊接时,通过第一导向轧辊使钢管的焊缝保持正中的位置,从而保证焊接时高频焊机做的功都集中到焊接点上;第二导向轧辊对侧边的上部施加压力,保证异型管凹槽的焊接部位齐平,避免出现错边现象,同时还利用第一挤压轧辊和第二挤压轧辊分别对钢管的两侧和上下方位施加压力,减少回弹力,保证焊接部位齐平,避免错边的情况出现,进一步保证焊接效果;而冷却水管的设置可以使焊接后的钢管加速冷却定型;通过吹水管将冷却水管流出的冷却水吹走,避免冷却水流动至焊接点,从而防止出现焊接不良的情况发生。
技术特征:1.一种异型管凹槽焊接系统,其特征在于,包括:
2.根据权利要求1所述的异型管凹槽焊接系统,其特征在于,所述第一挤压轧辊(1)周侧沿其圆周方向设有环槽(11),用于穿过异型管的焊接部分。
3.根据权利要求1所述的异型管凹槽焊接系统,其特征在于,所述第一挤压轧辊(1)远离所述感应线圈(2)的一端还设有刮疤刀(6),所述刮疤刀(6)可拆卸地安装于连杆(61)上,且所述刮疤刀(6)位于异型管的凹槽中,用于刮去焊接留下的物料。
4.根据权利要求3所述的异型管凹槽焊接系统,其特征在于,所述刮疤刀(6)远离所述第一挤压轧辊(1)的一侧还设有冷却水管(7),用于喷洒冷却水至异型管凹槽中。
5.根据权利要求4所述的异型管凹槽焊接系统,其特征在于,所述刮疤刀(6)与所述第一挤压轧辊(1)之间、所述刮疤刀(6)与所述冷却水管(7)之间均设有沿竖直方向移动的吹水管(8),所述吹水管(8)呈l形,且上端均连接气源,下端位于异型管的凹槽中,且位于所述刮疤刀(6)与所述冷却水管(7)之间的所述吹水管(8)下端朝向所述冷却水管(7),位于所述刮疤刀(6)与所述第一挤压轧辊(1)之间所述吹水管(8)下端朝向所述第一挤压轧辊(1)。
6.根据权利要求1所述的异型管凹槽焊接系统,其特征在于,所述感应线圈(2)下端还设有多个高频焊接阻抗器(21)。
技术总结一种异型管凹槽焊接系统,包括:依次布置的第一挤压轧辊、感应线圈、第一导向轧辊、第二导向轧辊,异型管从感应线圈穿过,第一挤压轧辊、第一导向轧辊、第二导向轧辊下端均位于异型管的凹槽中,且与异型管接触,第一导向轧辊呈圆台形,且至少一部分位于异型管焊缝中,第二导向轧辊有两个,且对称布置,分别位于异型管焊缝的两侧;第一挤压轧辊两侧分别设有一个第二挤压轧辊,且上端的直径大于下端直径,用于对异型管两侧施加压力。第一挤压轧辊周侧沿其圆周方向设有环槽,用于穿过异型管的焊接部分。第一挤压轧辊远离感应线圈的一端还设有吹水管、刮疤刀、冷却水管。对钢管焊接时保证焊接部位齐平,避免错边的情况出现,保证焊接效果。技术研发人员:刘德海,钟光雄,唐杰林受保护的技术使用者:德阳华智精密科技有限公司技术研发日:20231110技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/14938.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表