应用于刀片电池的极耳焊接夹具的制作方法
- 国知局
- 2024-06-20 17:09:33
本技术涉及焊接领域,具体而言,涉及一种应用于刀片电池的极耳焊接夹具。
背景技术:
1、从电芯的成型方式看,刀片电池是属于叠片成型的方式,相对而言的是卷绕电池。刀片电池通过结构的改进,可以大大提高成组的空间利用率,在相同的空间体积中,可以装入更多的电池,从而相对提高了整个电池包的容量。
2、在锂电池生产装配的过程中,需要根据电池的型号尺寸,设计各种工装夹具,辅助设备完成各个装配工序,设备以及工装夹具的操作难易程度和拆装速度直接影响电池的装配效率,方便拆卸的工装有助于提高装配的工作效率,提高产量,并且合适的工装可以直接提高产品的合格率。
3、在电池的装配焊接工艺上,刀片电池和卷绕成型的电池大同小异,但是结构不同,用到的工装夹具差别就比较大。在刀片电池极耳焊接时,需要先超声焊预焊,将刀片电池装入超声焊工装夹具中。焊接工装需要压紧极耳,如果压不实,会造成极耳虚焊。
4、针对上述现有技术中刀片电池极耳超声焊接中由极耳无法压实引起的极耳焊接效率低下问题,目前尚未提出有效解决方案。
技术实现思路
1、本实用新型的主要目的在于提供一种应用于刀片电池的极耳焊接夹具,以解决现有技术中刀片电池极耳超声焊接中由极耳无法压实引起的极耳焊接效率低下的问题。
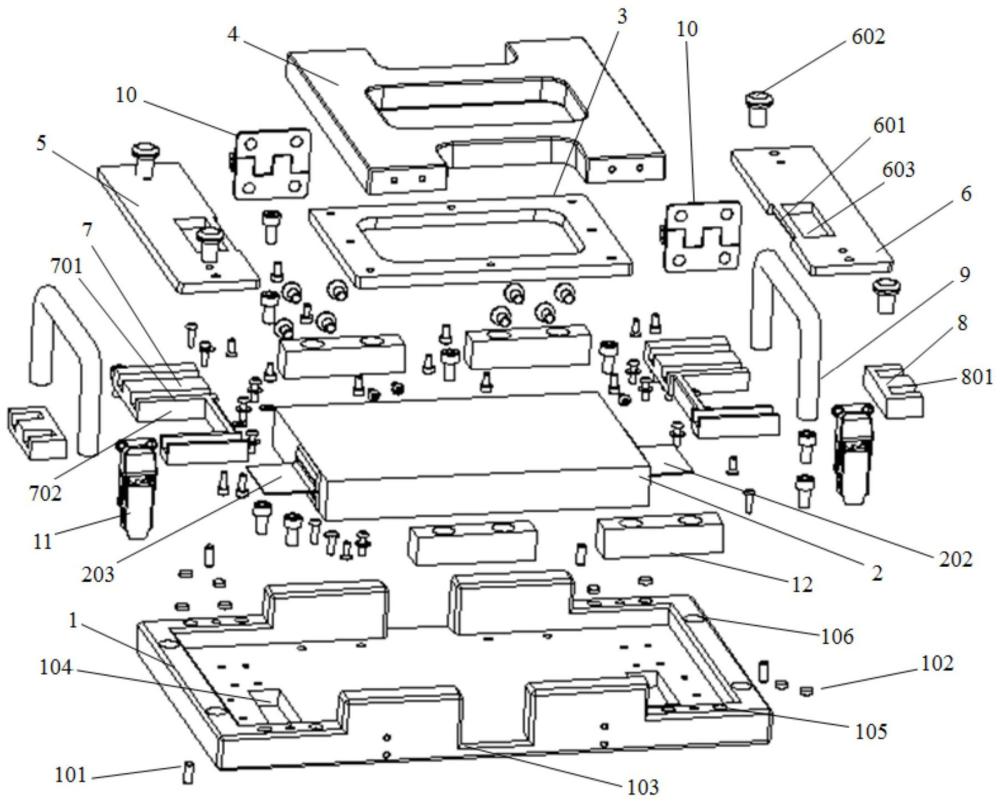
2、为了实现上述目的,根据本实用新型的一个方面,提供了一种应用于刀片电池的极耳焊接夹具,包括:夹具基体,夹具基体具有电池工位和极耳工位,电池工位用于放置刀片电池,极耳工位用于放置待焊接极耳,沿电池工位的长度方向的两端分别设置一个极耳工位;盖板组件,盖板组件与夹具基体可拆卸地连接,盖板组件与夹具基体连接时,盖板组件与夹具基体围设成电池安装空间,刀片电池位于电池安装空间内;极耳支撑组件,极耳支撑组件设置于极耳工位上,极耳支撑组件用于放置待焊接极耳,极耳支撑组件与极耳工位一一对应设置;极耳压装组件,极耳压装组件与夹具基体可拆卸地连接,极耳压装组件与夹具基体连接时,极耳压装组件与极耳支撑组件围设成极耳安装空间,待焊接极耳位于极耳安装空间内,极耳压装组件与极耳工位一一对应设置;其中,极耳压装组件上开设有焊头方孔,夹具基体的底部开设有焊座方孔,以供焊接装置对待焊接极耳进行焊接。
3、进一步地,极耳焊接夹具还包括电池限位组件,电池限位组件设置于电池工位上,且电池限位组件设置于刀片电池与夹具基体的侧壁之间,刀片电池的宽度方向的端部设置有至少一个电池限位组件。
4、进一步地,极耳压装组件包括:极耳压板,极耳压板与夹具基体可拆卸地连接,极耳压板与夹具基体连接时,极耳压板的下表面与待焊接极耳的上表面抵接,极耳压板上开设有焊头方孔。
5、进一步地,极耳支撑组件包括:第一支撑块,第一支撑块设置于极耳工位上,第一支撑块与刀片电池的长度方向的端部抵接,第一支撑块的远离刀片电池的一端与夹具基体的侧壁之间围设成限位空间;第二支撑块,第二支撑块设置于限位空间内,第二支撑块与第一支撑块沿刀片电池的高度方向的高度相同地设置;待焊接极耳与第一支撑块的上表面、第二支撑块的上表面搭接。
6、进一步地,夹具基体的底部开设有多个第一定位孔,第一支撑块、第二支撑块上均开设有沿刀片电池的长度方向延伸设置的可移动槽,可移动槽内开设有多个沿刀片电池的高度方向贯通设置的第二定位孔,第一支撑块、第二支撑块通过第一定位孔、第二定位孔与夹具基体可拆卸地连接。
7、进一步地,盖板组件包括:上盖,上盖与夹具基体可拆卸地连接;硅胶垫片,硅胶垫片设置于上盖与刀片电池的顶面之间。
8、进一步地,盖板组件的宽度方向的两端中,其中一端与夹具基体可活动地连接,另一端与夹具基体可拆卸地连接。
9、进一步地,盖板组件的宽度方向的两端中,其中一端通过合页与夹具基体可活动地连接,另一端通过塔扣与夹具基体可拆卸地连接。
10、进一步地,夹具基体的边框的朝向极耳压板的端面上开设有多个磁铁槽,磁铁槽内设置有磁铁,极耳压板与夹具基体通过磁铁可拆卸地连接。
11、进一步地,极耳焊接夹具还包括:提手,提手为至少一个,提手与夹具基体连接。
12、应用本实用新型的技术方案,盖板组件可压装刀片电池,极耳压装组件与极耳支撑组件配合实现对待焊接极耳的定位固定,极耳压装组件有效压实极耳,提高超声焊接质量,提高电池焊接拆装速度,解决现有技术中刀片电池极耳超声焊接中由极耳无法压实引起的极耳焊接效率低下的问题。
技术特征:1.一种应用于刀片电池的极耳焊接夹具,其特征在于,包括:
2.根据权利要求1所述的应用于刀片电池的极耳焊接夹具,其特征在于,所述极耳焊接夹具还包括:
3.根据权利要求1所述的应用于刀片电池的极耳焊接夹具,其特征在于,所述极耳压装组件包括:
4.根据权利要求1所述的应用于刀片电池的极耳焊接夹具,其特征在于,所述极耳支撑组件包括:
5.根据权利要求4所述的应用于刀片电池的极耳焊接夹具,其特征在于,所述夹具基体(1)的底部开设有多个第一定位孔,所述第一支撑块(7)、所述第二支撑块(8)上均开设有沿所述刀片电池的长度方向延伸设置的可移动槽,所述可移动槽内开设有多个沿所述刀片电池的高度方向贯通设置的第二定位孔,所述第一支撑块(7)、所述第二支撑块(8)通过所述第一定位孔、所述第二定位孔与所述夹具基体(1)可拆卸地连接。
6.根据权利要求1所述的应用于刀片电池的极耳焊接夹具,其特征在于,所述盖板组件包括:
7.根据权利要求1或6所述的应用于刀片电池的极耳焊接夹具,其特征在于,所述盖板组件的宽度方向的两端中,其中一端与所述夹具基体(1)可活动地连接,另一端与所述夹具基体(1)可拆卸地连接。
8.根据权利要求7所述的应用于刀片电池的极耳焊接夹具,其特征在于,所述盖板组件的宽度方向的两端中,其中一端通过合页(10)与所述夹具基体(1)可活动地连接,另一端通过塔扣(11)与所述夹具基体(1)可拆卸地连接。
9.根据权利要求3所述的应用于刀片电池的极耳焊接夹具,其特征在于,所述夹具基体(1)的边框的朝向所述极耳压板的端面上开设有多个磁铁槽(105),所述磁铁槽(105)内设置有磁铁,所述极耳压板与所述夹具基体(1)通过所述磁铁可拆卸地连接。
10.根据权利要求1所述的应用于刀片电池的极耳焊接夹具,其特征在于,所述极耳焊接夹具还包括:
技术总结本技术提供了一种应用于刀片电池的极耳焊接夹具,涉及焊接领域。刀片电池的极耳焊接夹具包括:夹具基体,夹具基体具有电池工位和极耳工位;盖板组件,盖板组件与夹具基体可拆卸地连接;极耳支撑组件,极耳支撑组件设置于极耳工位上,极耳支撑组件与极耳工位一一对应设置;极耳压装组件,极耳压装组件与夹具基体可拆卸地连接,极耳压装组件与夹具基体连接时,极耳压装组件与极耳支撑组件围设成极耳安装空间,待焊接极耳位于极耳安装空间内,极耳压装组件与极耳工位一一对应设置。本方案能有效压实极耳,提高超声焊接质量,提高电池焊接拆装速度,解决现有技术中刀片电池极耳超声焊接中由极耳无法压实引起的极耳焊接效率低下的问题。技术研发人员:王宝成,单旭,杨联贵,谭豪,刘洋受保护的技术使用者:格力钛新能源股份有限公司技术研发日:20231108技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/14934.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
套密封圈机构的制作方法
下一篇
返回列表