一种多工位自动化生产的拉延模气动定位机构的制作方法
- 国知局
- 2024-06-21 09:40:21
本技术涉及隐藏式定位,具体涉及一种多工位自动化生产的拉延模气动定位机构。
背景技术:
1、传统的多工位模具,产品形状简单,环模面相对较平整,当拉延结束,钣件成型,料边收缩,环模顶起,钣件脱离凸模,在平整的环模面上难以定位,且高速生产时,压机震动大,环模上的材料面回弹大,拉延筋深度较浅,也无法有效定位钣件,导致夹手无法精确夹取钣件。
2、授权公告号为cn218192172u的中国专利公布了一种拉延模具的托料定位机构及其拉延模具,包括定位板、具有支撑面和底面的支撑块和转轴;定位板包括底板和垂直设置于底板的立板;立板设置有贯穿立板y向的通孔;支撑面为倾斜面,与底面的夹角α为锐角;转轴沿通孔的x向穿过立板,支撑块套设于位于通孔内的转轴上,且能够绕着转轴转动;支撑块在y向穿过通孔,支撑面和底面的连接端伸出通孔;通孔的z向高度,使支撑块旋转时支撑面能够释放板料;和/或,所述通孔贯通立板顶部;支撑块的底面设置有第一限位部件,与连接端位于通孔的相对两侧,并能抵靠于立板。本实用新型的托料定位机构结构简单,安装方便,通用性强,适用性广,能够实现板料的放件稳定性,提高生产稳定性。
3、上述现有技术存在的缺陷为:不能够对托料定位机构进行隐藏,装置的实用性较差。
技术实现思路
1、本实用新型目的是针对背景技术中存在的问题,提出一种便于对滑动柱进行隐藏的多工位自动化生产的拉延模气动定位机构。
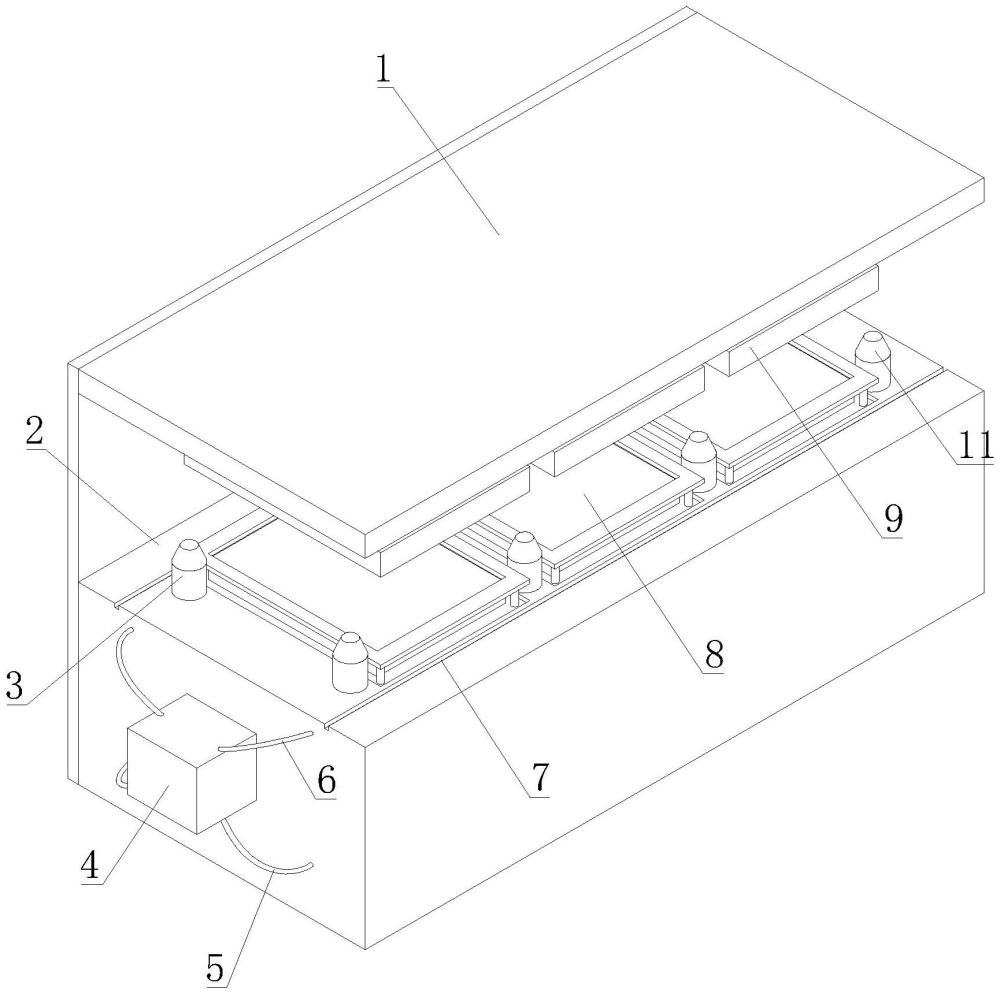
2、本实用新型的技术方案:一种多工位自动化生产的拉延模气动定位机构,包括顶板、工作台、多个气动定位组件和多个压圈组件;
3、工作台上并排设有两个限位槽,工作台的上端面上设有多个下模具;
4、多个压圈组件均滑动设置在工作台上,多个压圈组件分别位于多个下模具的正上方;
5、多个气动定位组件均安装在工作台上,多个气动定位组件与多个下模具交错分布;
6、顶板安装在工作台上,顶板上设有多个上模具组件。
7、优选的,气动定位组件包括两个圆台、两个滑动柱、两个密封滑动板和两个支撑柱;工作台内设有多个第一安装仓、两个贯穿槽和多个连通槽;多个第一安装仓并排分为两组,多个第一安装仓上均设有第一进气口;每个贯穿槽连通每组第一安装仓的底面,每个贯穿槽上均设有第二进气口;多个连通槽连通多个第一安装仓;两个圆台安装在两个滑动柱的上端面上;两个滑动柱的底端分别配合伸入每个第一安装仓内并连接每个密封滑动板;两个密封滑动板分别滑动连接两个第一安装仓的内壁;两个支撑柱分别安装在两个密封滑动板的底面;工作台上设有用于对连通槽进行进气和出气的进气组件。
8、优选的,进气组件均包括气泵、两个第一气管和多个第二气管;气泵安装在工作台上;两个第一气管和多个第二气管的一端均安装在气泵上,两个第一气管的另一端分别配合伸入第二进气口内;多个第二气管的另一端分别配合伸入多个第一进气口内。
9、优选的,每个密封滑动板的上端面上均设有倒角。
10、优选的,每个压圈组件均包括压圈、多个支撑杆、多个弹簧和多个滑动板;工作台内设有多个第二安装仓;多个支撑杆均安装在压圈的地面,每个支撑杆的底端均配合伸入第二安装仓内并连接每个滑动板;每个滑动板滑动连接每个第二安装仓的内壁;每个弹簧的两端分别连接第二安装仓的内壁和滑动板的底面。
11、优选的,每个压圈的底面均设有橡胶圈。
12、与现有技术相比,本实用新型的上述技术方案具有如下有益的技术效果:
13、使用者通过设置的进气组件将气体配合冲入贯穿槽内,进而使得贯穿槽内的气体推动多个密封滑动板向上移动,使得多个滑动柱的上端伸处工作台,进而能够对料板进行限位;然后通过设置的上模具组件和下模具进行拉延成型;由设置的弹簧推动压圈、支撑杆和滑动板向上移动,进行退料;通过向多个第一安装仓内冲入气体,进而便于使得密封滑动板带动多个滑动柱向下移动,进而便于对多个滑动柱进行隐藏。
14、使用者通过设置的气泵、两个第一气管和多个第二气管对两个贯穿槽和多个第一安装仓进行进气,结构简单,使用方便。
技术特征:1.一种多工位自动化生产的拉延模气动定位机构,其特征在于,包括顶板(1)、工作台(2)、多个气动定位组件(3)和多个压圈组件(10);
2.根据权利要求1所述的一种多工位自动化生产的拉延模气动定位机构,其特征在于,气动定位组件(3)包括两个圆台(31)、两个滑动柱(32)、两个密封滑动板(33)和两个支撑柱(34);工作台(2)内设有多个第一安装仓(203)、两个贯穿槽(202)和多个连通槽(201);多个第一安装仓(203)并排分为两组,多个第一安装仓(203)上均设有第一进气口;每个贯穿槽(202)连通每组第一安装仓(203)的底面,每个贯穿槽(202)上均设有第二进气口;多个连通槽(201)连通多个第一安装仓(203);两个圆台(31)安装在两个滑动柱(32)的上端面上;两个滑动柱(32)的底端分别配合伸入每个第一安装仓(203)内并连接每个密封滑动板(33);两个密封滑动板(33)分别滑动连接两个第一安装仓(203)的内壁;两个支撑柱(34)分别安装在两个密封滑动板(33)的底面;工作台(2)上设有用于对连通槽(201)进行进气和出气的进气组件。
3.根据权利要求2所述的一种多工位自动化生产的拉延模气动定位机构,其特征在于,进气组件均包括气泵(4)、两个第一气管(5)和多个第二气管(6);气泵(4)安装在工作台(2)上;两个第一气管(5)和多个第二气管(6)的一端均安装在气泵(4)上,两个第一气管(5)的另一端分别配合伸入第二进气口内;多个第二气管(6)的另一端分别配合伸入多个第一进气口内。
4.根据权利要求2所述的一种多工位自动化生产的拉延模气动定位机构,其特征在于,每个密封滑动板(33)的上端面上均设有倒角。
5.根据权利要求1所述的一种多工位自动化生产的拉延模气动定位机构,其特征在于,每个压圈组件(10)均包括压圈(101)、多个支撑杆(102)、多个弹簧(103)和多个滑动板(104);工作台(2)内设有多个第二安装仓(204);多个支撑杆(102)均安装在压圈(101)的地面,每个支撑杆(102)的底端均配合伸入第二安装仓(204)内并连接每个滑动板(104);每个滑动板(104)滑动连接每个第二安装仓(204)的内壁;每个弹簧(103)的两端分别连接第二安装仓(204)的内壁和滑动板(104)的底面。
6.根据权利要求5所述的一种多工位自动化生产的拉延模气动定位机构,其特征在于,每个压圈(101)的底面均设有橡胶圈。
技术总结本技术涉及隐藏式定位技术领域,具体为一种多工位自动化生产的拉延模气动定位机构,包括顶板、工作台、多个气动定位组件和多个压圈组件;工作台上并排设有两个限位槽,工作台的上端面上设有多个下模具;多个压圈组件均滑动设置在工作台上;多个气动定位组件均安装在工作台上;顶板安装在工作台上,顶板上设有多个上模具组件。本技术使用者通过设置的进气组件将气体配合冲入贯穿槽内,进而使得贯穿槽内的气体推动多个密封滑动板向上移动,使得多个滑动柱的上端伸处工作台,进而能够对料板进行限位;通过向多个第一安装仓内冲入气体,进而便于使得密封滑动板带动多个滑动柱向下移动,进而便于对多个滑动柱进行隐藏。技术研发人员:张帆,吴艺岳受保护的技术使用者:广州屹丰模具制造有限公司技术研发日:20231026技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15615.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。