一种边框拼接型材冲压检测装置的制作方法
- 国知局
- 2024-06-21 09:46:47
本技术涉及冲压设备,尤其涉及一种边框拼接型材冲压检测装置。
背景技术:
1、太阳能电池组件随太阳能的重视受到广泛应用,在太阳能电池组件的安装运输过程中,依靠封装框架实现固定和密封效果,同时保证太阳能电池组件的运输安全。封装框架的相邻两框体之间采用角度大于90°的角码进行固定连接,使两型材端部连接位置过盈配合,确保连接稳固。
2、在边框型材的加工过程中,需要采用先后两道工序对其相邻两平面依次进行冲压操作,第一道工序目前依靠人工进行冲压操作,在加工途中会出现漏加工的情况,当型材送入第二道加工工序后无法对前部工序的漏加工情况进行快速识别,抽检的方式无法杜绝漏加工情况,使未加工完全的边框型材流入客户端,影响用户使用,造成不必要的投诉。
技术实现思路
1、本实用新型的目的就是针对现有技术中存在的缺陷提供一种边框拼接型材冲压检测装置。
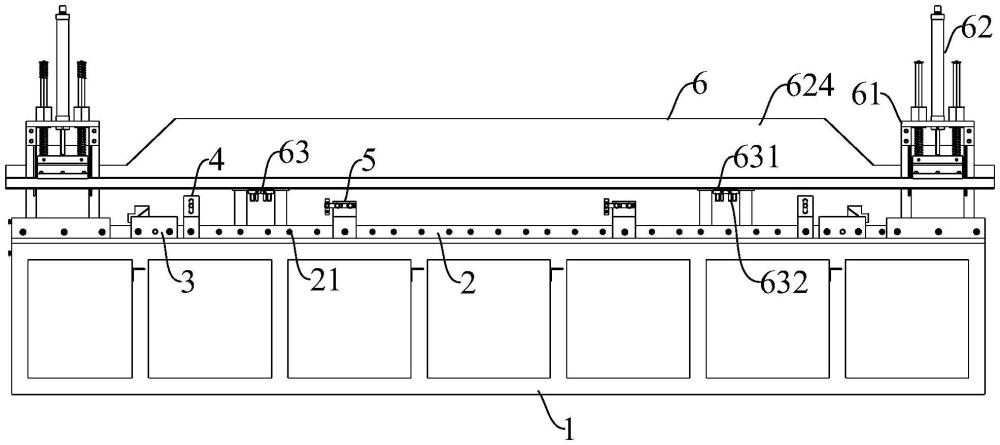
2、为了达到上述目的,本实用新型所采用的技术方案是:一种边框拼接型材冲压检测装置,包括支撑台和设置其上的基座和顶座,在所述基座上设置有限位组件、第一检测组件和第二检测组件,所述顶座包括驱动装置和升降座,在所述升降座上设置有冲压组件;
3、所述限位组件包括第一安装座和设置其上的限位块,所述第一检测组件包括第二安装座和设置其上的行程开关,所述第二检测组件包括第三安装座和设置其上的光电开关;
4、所述冲压组件包括动力装置和冲压头,所述冲压头朝向所述基座设置,所述行程开关和所述光电开关均与所述动力装置电性连接;
5、所述驱动装置包括支撑架和设置其上的液压缸、导向柱和连接座,所述液压缸竖直设置且其输出轴与所述连接座相连,所述连接座与所述升降座固定连接。
6、进一步的,所述第一安装座、所述第二安装座和所述第三安装座均能沿所述基座长度方向滑动,并通过螺栓与所述基座固定连接;
7、在所述基座的长边处竖直侧面上设置有第一定位孔,且沿所述基座长度方向均设有多个,所述第一安装座、所述第二安装座和所述第三安装座对应所述第一定位孔分别开设有第一安装孔、第二安装孔和第三安装孔。
8、进一步的,所述第一安装座设置为l型折板,包括水平部和竖直部,所述限位块和所述第一安装孔分别位于所述水平部和所述竖直部上。
9、进一步的,在所述水平部位于所述基座宽度方向的竖直侧面上均设有多个第二定位孔,在所述限位块上设置有连接竖板,在所述连接竖板上对应所述第二定位孔开设有第四安装孔。
10、进一步的,所述限位组件在所述基座长度方向上对称设置有两组;
11、在两所述限位块相互朝向的一侧设置有限位槽,在所述限位块远离所述竖直部的一侧设置有挡板部。
12、进一步的,所述第二安装座设置为折板结构,包括第一平板和设置在其两端的第一竖板和第二竖板;
13、所述第二安装孔位于所述第一竖板上,在所述第二竖板上设置有第一调节孔,所述行程开关设置在所述第一调节孔内,所述第一调节孔沿竖直方向设置。
14、进一步的,所述第三安装座设置为折板结构,包括第二平板和分别设置在其两端的第三竖板和第四竖板;
15、所述第三安装孔位于所述第三竖板上,在所述第四竖板上设置有第一调节板,在所述第一调节板上设置有第二调节板,所述光电开关设置在所述第二调节板上。
16、进一步的,在所述第一调节板上沿水平方向设置有第二调节孔,在所述第二调节板上沿竖直方向设置有第三调节孔;
17、所述第一调节板通过设置在所述第二调节孔内的螺栓与所述第四竖板相连,所述第二调节板通过设置在所述第三调节孔内的螺栓与所述第一调节板相连。
18、进一步的,所述驱动装置在所述基座长度方向上设置有两个,所述限位组件靠近所述驱动装置且位于两所述驱动装置之间。
19、进一步的,所述导向柱竖直设置并与所述支撑架滑动连接,所述导向柱的一端与所述连接座固定连接。
20、本实用新型的有益效果为:
21、在本申请中,将通过设置在基座上的限位组件对型材卡紧定位,当型材定位后出触发第一检测组件,通过第二检测组件检测型材上前道冲压工序的冲压孔;当第一检测组件和第二检测组件上行程开关和光电开光均满足触发条件,向冲压组件的动力装置发送指令,通过动力装置驱动冲压头对型材进行冲压操作;
22、当型材位于冲压工位时与行程开关的触头相接触,触发行程开关;光电开关的检测头与前序冲压孔对应设置,当检测头检测到型材上的冲压孔时光电开关触发,开始对型材进行冲压操作,不仅确保型材的冲压精度,同时避免前道冲压工序漏加工情况。
技术特征:1.一种边框拼接型材冲压检测装置,其特征在于,包括支撑台和设置其上的基座和顶座,在所述基座上设置有限位组件、第一检测组件和第二检测组件,所述顶座包括驱动装置和升降座,在所述升降座上设置有冲压组件;
2.根据权利要求1所述的边框拼接型材冲压检测装置,其特征在于,所述第一安装座、所述第二安装座和所述第三安装座均能沿所述基座长度方向滑动,并通过螺栓与所述基座固定连接;
3.根据权利要求2所述的边框拼接型材冲压检测装置,其特征在于,所述第一安装座设置为l型折板,包括水平部和竖直部,所述限位块和所述第一安装孔分别位于所述水平部和所述竖直部上。
4.根据权利要求3所述的边框拼接型材冲压检测装置,其特征在于,在所述水平部位于所述基座宽度方向的竖直侧面上均设有多个第二定位孔,在所述限位块上设置有连接竖板,在所述连接竖板上对应所述第二定位孔开设有第四安装孔。
5.根据权利要求3所述的边框拼接型材冲压检测装置,其特征在于,所述限位组件在所述基座长度方向上对称设置有两组;
6.根据权利要求2所述的边框拼接型材冲压检测装置,其特征在于,所述第二安装座设置为折板结构,包括第一平板和设置在其两端的第一竖板和第二竖板;
7.根据权利要求2所述的边框拼接型材冲压检测装置,其特征在于,所述第三安装座设置为折板结构,包括第二平板和分别设置在其两端的第三竖板和第四竖板;
8.根据权利要求7所述的边框拼接型材冲压检测装置,其特征在于,在所述第一调节板上沿水平方向设置有第二调节孔,在所述第二调节板上沿竖直方向设置有第三调节孔;
9.根据权利要求1所述的边框拼接型材冲压检测装置,其特征在于,所述驱动装置在所述基座长度方向上设置有两个,所述限位组件靠近所述驱动装置且位于两所述驱动装置之间。
10.根据权利要求1所述的边框拼接型材冲压检测装置,其特征在于,所述导向柱竖直设置并与所述支撑架滑动连接,所述导向柱的一端与所述连接座固定连接。
技术总结本技术涉及冲压设备技术领域,尤其涉及一种边框拼接型材冲压检测装置,包括支撑台和设置其上的基座和顶座,在基座上设置有限位组件、第一检测组件和第二检测组件,顶座包括驱动装置和升降座,在升降座上设置有冲压组件;通过设置在基座上的限位组件对型材卡紧定位,当型材定位后出触发第一检测组件,通过第二检测组件检测型材上前道冲压工序的冲压孔;当第一检测组件和第二检测组件上行程开关和光电开光均满足触发条件,向冲压组件的动力装置发送指令,通过动力装置驱动冲压头对型材进行冲压操作;不仅确保型材的冲压精度,同时避免前道冲压工序漏加工的情况。技术研发人员:张亮亮,张树平,赵红星受保护的技术使用者:江苏凯伦铝业有限公司技术研发日:20230926技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/16277.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表