LNG气瓶内前后封头组件自动焊接成型装置的制作方法
- 国知局
- 2024-06-21 09:48:18
本技术涉及焊接装置领域,特别涉及lng气瓶内前后封头组件自动焊接成型装置。
背景技术:
1、lng(液化天然气)气瓶是一种特殊的高压气瓶,用于储存液态天然气。液态天然气储存在气瓶中需要被保持在极低的温度和高压下,以保持其液态状态,在对lng气瓶生产时,需要将lng气瓶前后封头进行焊接。
2、目前,公告号为cn208800926u的中国实用新型,公开了一种液化气瓶的焊接装置,包括定位架,定位架上方设有支架,所述定位架用于定位下封头和上封头,所述下封头下方设有用于驱动下封头转动的驱动机构,所述支架上设有轨道,所述轨道上设有滑块,支架上还设有驱动滑块的气缸,所述滑块上固定有焊枪,所述焊枪包括喷嘴,所述喷嘴为筒状结构,所述喷嘴的的环璧上设有环形水腔,所述环形水腔分别与冷却水进管、冷却水出管连通,所述冷却水进管与水泵、水箱、散热器、冷却水出管通过管道依次连通构成回路。本实用新型保证了液化气瓶焊接设备正常稳定的工作,具有成本低、冷却效果好的优点。
3、现有的焊接装置,不能对不同大小的液化气瓶进行焊接,一般焊接装置只能对固定大小的液化气瓶进行焊接,若需要对不同大小的液化气瓶进行焊接,需要更换焊接装置,增加了使用成本,降低了工作效率,也不具备焊烟处理功能,焊接过程中会产生大量的烟雾,其中含有很多有毒有害物质,如氧化镁、二氧化硫、一氧化碳等,污染空气,如果长时间暴露在这些有毒有害烟雾环境中,会对工人的身体健康造成不利影响,为了解决上述所存在的问题,我们提出lng气瓶内前后封头组件自动焊接成型装置。
技术实现思路
1、本实用新型的目的是提供lng气瓶内前后封头组件自动焊接成型装置,其优点是能对不同大小的液化气瓶进行焊接和具备焊烟处理功能。
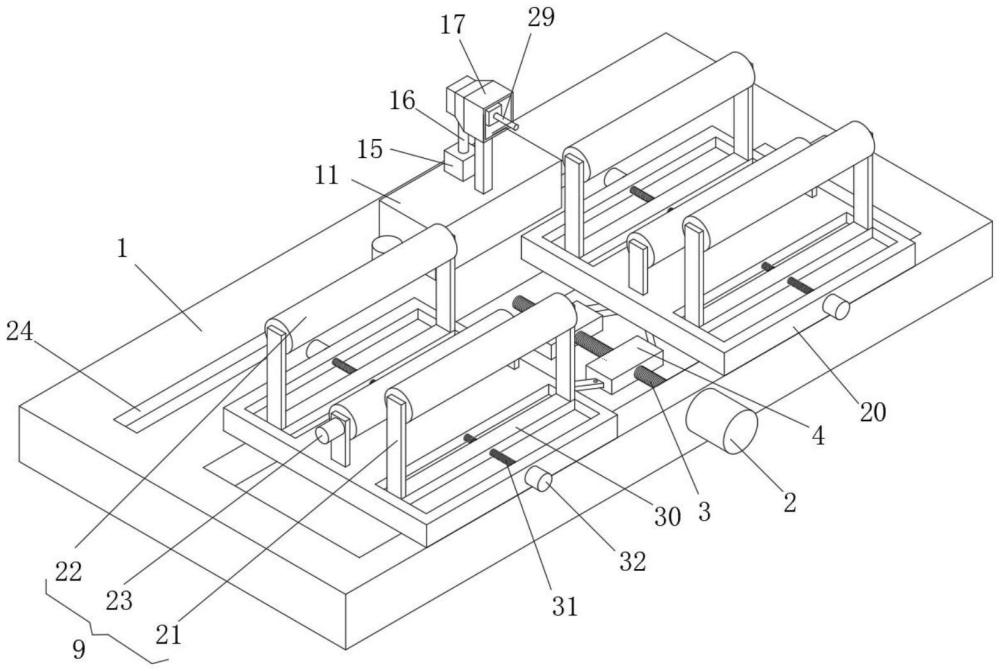
2、本实用新型的上述技术目的是通过以下技术方案得以实现的:lng气瓶内前后封头组件自动焊接成型装置,包括底板,所述底板的表面栓接有第一电机,所述第一电机的输出端延伸至底板的内部并栓接有第一螺杆,且第一螺杆的另一端与底板的内壁转动连接,所述第一螺杆的表面螺纹连接有第一滑板,且第一滑板与底板的内壁滑动连接,所述第一滑板的表面铰接有伸缩架,所述伸缩架的另一端设置有第二滑板,所述第二滑板的表面开设有第一滑槽,所述第一滑槽的内部滑动连接有第一滑块,且第一滑块与伸缩架的一端铰接,所述第二滑板的顶部设置有转动机构,所述底板的顶部设置有调节机构,所述调节机构的顶部栓接有处理箱,所述处理箱的内壁栓接有过滤网,所述过滤网之间填充有活性炭和有机棉,所述处理箱的顶部连通有吸风机,所述吸风机的输入端连通有连接管,所述连接管的另一端连通有集气罩,所述集气罩的底部栓接有支撑杆,且支撑杆的底部与处理箱的顶部栓接,所述集气罩的内部设置有焊接机构。
3、采用上述技术方案,通过第一电机转动带动第一螺杆转动,第一螺杆转动使第一滑板相对移动,第一滑板相对移动带动伸缩架伸缩,伸缩架伸缩带动第二滑板移动,第二滑板移动带动转动机构相对移动的的方式,能够达到对不同大小的液化气瓶进行焊接的目的,提高了装置的实用性和适用性,降低了焊接的成本,通过吸风机焊烟通过集烟罩吸入连接管,在从连接管进入处理箱中,焊烟经过有机棉和活性炭过滤后,将焊烟中的颗粒物过滤,过滤后的焊烟在经过活性炭处理,将焊烟中的有害气体处理的方式,能够达到对焊烟处理的目的,保护了环境,保证了人的身体健康。
4、本实用新型进一步设置为:所述转动机构包括滑动板,所述滑动板的顶部设置有支撑板,所述支撑板之间转动连接有转动辊,位于中间所述支撑板的表面栓接有第二电机,且第二电机的输出端与转动辊栓接。
5、采用上述技术方案,通过设置转动机构,使液化气瓶转动,方便焊接。
6、本实用新型进一步设置为:所述调节机构包括第二滑槽,所述第二滑槽开设在底板的顶部,所述第二滑槽的内部滑动连接有第二滑块,且第二滑块的顶部与处理箱的底部栓接,所述第二滑块的内壁螺纹连接有第二螺杆。
7、采用上述技术方案,通过设置调节机构,便于调节焊枪的位置,方便对不同位置进行焊接。
8、本实用新型进一步设置为:所述焊接机构包括固定架,所述固定架与集气罩的内壁栓接,所述固定架的表面栓接有焊接座,所述焊接座的表面栓接有焊枪。
9、采用上述技术方案,通过设置焊接机构,便于焊接。
10、本实用新型进一步设置为:所述支撑板的底部栓接有第三滑板,且第三滑板与滑动板的内壁滑动连接,所述第三滑板的内壁螺纹连接有第三螺杆,且第三螺杆的两端与滑动板的内壁转动连接,所述第三螺杆的一端栓接有转动头。
11、采用上述技术方案,通过设置第三滑板,第三螺杆和转动头,通过转动转动头使第三螺杆转动,第三螺杆转动带动第三滑板移动使转动辊移动,可以适用不同直径的液化气瓶。
12、本实用新型进一步设置为:所述集气罩的内壁栓接有防护网。
13、采用上述技术方案,通过设置防护网,防止较大的杂物进入,提高吸风机的使用寿命。
14、本实用新型进一步设置为:所述第二滑板的表面栓接有第三滑块,所述第三滑块的表面滑动连接有第三滑槽,且第三滑槽开设在底板的内壁。
15、采用上述技术方案,通过设置第三滑块和第三滑槽,防止第二滑板偏移,保证稳定。
16、本实用新型进一步设置为:所述处理箱的内壁栓接有导流板。
17、采用上述技术方案,通过设置导流板,提高处理效果。
18、综上所述,本实用新型具有以下有益效果:
19、1.本实用新型通过第一电机转动带动第一螺杆转动,第一螺杆转动使第一滑板相对移动,第一滑板相对移动带动伸缩架伸缩,伸缩架伸缩带动第二滑板移动,第二滑板移动带动转动机构相对移动的的方式,能够达到对不同大小的液化气瓶进行焊接的目的,提高了装置的实用性和适用性,降低了焊接的成本;
20、2.本实用新型通过吸风机焊烟通过集烟罩吸入连接管,在从连接管进入处理箱中,焊烟经过有机棉和活性炭过滤后,将焊烟中的颗粒物过滤,过滤后的焊烟在经过活性炭处理,将焊烟中的有害气体处理的方式,能够达到对焊烟处理的目的,保护了环境,保证了人的身体健康。
技术特征:1.lng气瓶内前后封头组件自动焊接成型装置,包括底板(1),其特征在于,所述底板(1)的表面栓接有第一电机(2),所述第一电机(2)的输出端延伸至底板(1)的内部并栓接有第一螺杆(3),且第一螺杆(3)的另一端与底板(1)的内壁转动连接,所述第一螺杆(3)的表面螺纹连接有第一滑板(4),且第一滑板(4)与底板(1)的内壁滑动连接,所述第一滑板(4)的表面铰接有伸缩架(5),所述伸缩架(5)的另一端设置有第二滑板(6),所述第二滑板(6)的表面开设有第一滑槽(7),所述第一滑槽(7)的内部滑动连接有第一滑块(8),且第一滑块(8)与伸缩架(5)的一端铰接,所述第二滑板(6)的顶部设置有转动机构(9),所述底板(1)的顶部设置有调节机构(10),所述调节机构(10)的顶部栓接有处理箱(11),所述处理箱(11)的内壁栓接有过滤网(12),所述过滤网(12)之间填充有活性炭(13)和有机棉(14),所述处理箱(11)的顶部连通有吸风机(15),所述吸风机(15)的输入端连通有连接管(16),所述连接管(16)的另一端连通有集气罩(17),所述集气罩(17)的底部栓接有支撑杆(18),且支撑杆(18)的底部与处理箱(11)的顶部栓接,所述集气罩(17)的内部设置有焊接机构(19)。
2.根据权利要求1所述的lng气瓶内前后封头组件自动焊接成型装置,其特征在于,所述转动机构(9)包括滑动板(20),所述滑动板(20)的顶部设置有支撑板(21),所述支撑板(21)之间转动连接有转动辊(22),位于中间所述支撑板(21)的表面栓接有第二电机(23),且第二电机(23)的输出端与转动辊(22)栓接。
3.根据权利要求1所述的lng气瓶内前后封头组件自动焊接成型装置,其特征在于,所述调节机构(10)包括第二滑槽(24),所述第二滑槽(24)开设在底板(1)的顶部,所述第二滑槽(24)的内部滑动连接有第二滑块(25),且第二滑块(25)的顶部与处理箱(11)的底部栓接,所述第二滑块(25)的内壁螺纹连接有第二螺杆(26)。
4.根据权利要求1所述的lng气瓶内前后封头组件自动焊接成型装置,其特征在于,所述焊接机构(19)包括固定架(27),所述固定架(27)与集气罩(17)的内壁栓接,所述固定架(27)的表面栓接有焊接座(28),所述焊接座(28)的表面栓接有焊枪(29)。
5.根据权利要求2所述的lng气瓶内前后封头组件自动焊接成型装置,其特征在于,所述支撑板(21)的底部栓接有第三滑板(30),且第三滑板(30)与滑动板(20)的内壁滑动连接,所述第三滑板(30)的内壁螺纹连接有第三螺杆(31),且第三螺杆(31)的两端与滑动板(20)的内壁转动连接,所述第三螺杆(31)的一端栓接有转动头(32)。
6.根据权利要求1所述的lng气瓶内前后封头组件自动焊接成型装置,其特征在于,所述集气罩(17)的内壁栓接有防护网(33)。
7.根据权利要求1所述的lng气瓶内前后封头组件自动焊接成型装置,其特征在于,所述第二滑板(6)的表面栓接有第三滑块(34),所述第三滑块(34)的表面滑动连接有第三滑槽(35),且第三滑槽(35)开设在底板(1)的内壁。
8.根据权利要求1所述的lng气瓶内前后封头组件自动焊接成型装置,其特征在于,所述处理箱(11)的内壁栓接有导流板(36)。
技术总结本技术公开了LNG气瓶内前后封头组件自动焊接成型装置,应用在焊接装置领域;本技术通过第一电机转动带动第一螺杆转动,第一螺杆转动使第一滑板相对移动,第一滑板相对移动带动伸缩架伸缩,伸缩架伸缩带动第二滑板移动,第二滑板移动带动转动机构相对移动的的方式,能够达到对不同大小的液化气瓶进行焊接的目的,提高了装置的实用性和适用性,降低了焊接的成本,通过吸风机焊烟通过集烟罩吸入连接管,在从连接管进入处理箱中,焊烟经过有机棉和活性炭过滤后,将焊烟中的颗粒物过滤,过滤后的焊烟在经过活性炭处理,将焊烟中的有害气体处理的方式,能够达到对焊烟处理的目的,保护了环境,保证了人的身体健康。技术研发人员:胡飞受保护的技术使用者:浙江普阳深冷装备股份有限公司技术研发日:20230908技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/16423.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表