一种液压支架全系列立柱和千斤顶防腐耐磨熔覆工艺的制作方法
- 国知局
- 2024-06-20 14:40:20
本发明属煤矿机械领域,尤其涉及一种液压支架全系列立柱千斤顶防腐耐磨熔覆工艺。
背景技术:
1、立柱和千斤顶等液压油缸广泛应用于煤矿领域,液压支架已经成为井下煤矿开采的重要支护设备,作为液压支架的执行机构,立柱和千斤顶的可靠性和稳定性已经成为制约液压支架的可靠性和使用寿命主要因素;在矿井下使用一定时间后,与液体接触的缸底内凹面、活塞杆、活塞、导向套等区域很容易出现腐蚀情况,相应污染了其乳化液内部循环系统,进而影响立柱、千斤顶的安全性和使用寿命。目前国内外行业高端液压支架在防腐工艺方面,立柱和千斤顶φ160mm缸径规格以下的缸筒内壁,大多采用镀铜锡合金工艺;外径φ120mm以下的活塞杆,多采用镀铬工艺。
2、国内外同行业熔铜工艺由于熔铜焊机焊枪结构问题,因缸径≤φ160mm时无法实施熔焊铜铝合金工艺焊接,只适用于内径φ160mm以上缸筒;普通激光熔覆加工细长活塞杆容易变形,只适用于外径φ120mm以上的活塞杆;
3、因此,亟需设计一种适用于从φ80-φ630mm、杆径φ45mm及以上全系列立柱和千斤顶的防腐耐磨熔覆工艺。
技术实现思路
1、本发明的目的是提供一种液压支架全系列立柱千斤顶防腐耐磨熔覆工艺,以解决上述问题,达到全方面保护、高耐腐蚀性、长周期使用寿命、高可靠性的全方位表面加工处理的技术应用。
2、为实现上述目的,本发明提供了如下方案:
3、一种液压支架全系列立柱千斤顶防腐耐磨熔覆工艺,包括以下步骤:
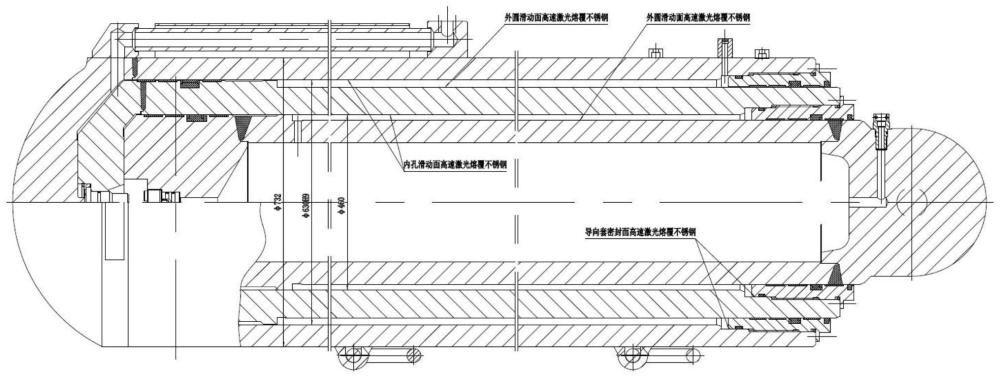
4、步骤1:缸筒内壁和立柱采用高速激光熔覆不锈钢及刮削滚光加工工艺;
5、步骤2:活柱体、缸筒外圆和活塞杆外圆采用高速激光熔覆不锈钢及精磨加工工艺。
6、φ80-φ160mm缸径千斤顶缸筒内壁采用高速激光熔覆不锈钢及刮削滚光加工工艺;φ45-φ120mm范围内活塞杆在1500mm长度范围内采用高速激光熔覆不锈钢及精磨加工工艺。
7、所述缸筒内孔加工到公称尺寸1.0—1.1mm,成品熔覆层厚度在0.4mm以上;熔覆前镗序内外圆粗糙度保证在ra3.2-ra6.3之间,用于在熔覆前增加消应力处理工艺。
8、φ180-φ360mm缸径立柱、千斤顶缸筒内壁采用高速激光熔覆不锈钢及刮削滚光加工工艺;φ120-φ230mm活柱体及活塞杆在2500mm长度范围内采用高速激光熔覆不锈钢及精磨加工工艺。
9、所述缸筒内孔加工到公称尺寸1.2—1.3mm,成品熔覆层厚度在0.5mm以上;熔覆前镗序内外圆粗糙度保证在ra3.2-ra6.3之间,用于在熔覆前增加消应力处理工艺。
10、φ380-φ630mm缸径千斤顶缸筒内壁采用高速激光熔覆不锈钢及刮削滚光加工工艺;φ250mm以上活柱体在3500mm长度范围内采用高速激光熔覆不锈钢及精磨加工工艺。
11、所述缸筒内孔加工到公称尺寸1.2—1.3mm,成品熔覆层厚度在0.5mm以上;熔覆前镗序内外圆粗糙度保证在ra3.2-ra6.3之间,用于在熔覆前增加消应力处理工艺。
12、与现有技术相比,本发明具有如下优点和技术效果:本发明加工处理对象为包括φ80-φ630的缸径、杆径大于φ45的液压支架全系列立柱和千斤顶;区别传统熔铜工艺,侧重于采用不锈钢高速激光熔覆制造技术对液压支架全系列立柱和千斤顶进行防腐处理,提高了液压支架全系列立柱和千斤顶的高耐磨性、高防腐蚀性,填补了小缸径缸筒、小杆径细长活塞杆加工处理的行业空白,解决了小缸径缸筒和小杆径细长活塞杆机械加工和防腐处理的技术难题。
技术特征:1.一种液压支架全系列立柱和千斤顶防腐耐磨熔覆工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种液压支架全系列立柱和千斤顶防腐耐磨高速激光熔覆工艺,其特征在于:φ80-φ160mm缸径千斤顶缸筒内壁采用高速激光熔覆不锈钢及刮削滚光加工工艺;φ45-φ120mm范围内活塞杆在1500mm长度范围内采用高速激光熔覆不锈钢及精磨加工工艺。
3.根据权利要求2所述的一种液压支架全系列立柱千斤顶防腐耐磨高速激光熔覆工艺,其特征在于:所述缸筒内孔加工到公称尺寸1.0—1.1mm,成品熔覆层厚度在0.4mm以上;熔覆前镗序内外圆粗糙度保证在ra3.2-ra6.3之间,用于在熔覆前增加消应力处理工艺。
4.根据权利要求1所述的一种液压支架全系列立柱和千斤顶防腐耐磨高速激光熔覆工艺,其特征在于:φ180-φ360mm缸径立柱、千斤顶缸筒内壁采用高速激光熔覆不锈钢及刮削滚光加工工艺;φ120-φ230mm活柱体及活塞杆在2500mm长度范围内采用高速激光熔覆不锈钢及精磨加工工艺。
5.根据权利要求4所述的一种液压支架全系列立柱千斤顶防腐耐磨高速激光熔覆工艺,其特征在于:所述缸筒内孔加工到公称尺寸1.2—1.3mm,成品熔覆层厚度在0.5mm以上;熔覆前镗序内外圆粗糙度保证在ra3.2-ra6.3之间,用于在熔覆前增加消应力处理工艺。
6.根据权利要求1所述的一种液压支架全系列立柱千斤顶防腐耐磨高速激光熔覆工艺,其特征在于:φ380-φ630mm缸径千斤顶缸筒内壁采用高速激光熔覆不锈钢及刮削滚光加工工艺;φ250mm以上活柱体在3500mm长度范围内采用高速激光熔覆不锈钢及精磨加工工艺。
7.根据权利要求6所述的一种液压支架全系列立柱千斤顶防腐耐磨高速激光熔覆工艺,其特征在于:所述缸筒内孔加工到公称尺寸1.2—1.3mm,成品熔覆层厚度在0.5mm以上;熔覆前镗序内外圆粗糙度保证在ra3.2-ra6.3之间,用于在熔覆前增加消应力处理工艺。
技术总结本发明公开一种液压支架全系列立柱和千斤顶防腐耐磨熔覆工艺,包括:缸筒内壁和立柱采用高速激光熔覆不锈钢及刮削滚光加工工艺;活柱体、缸筒外圆和活塞杆外圆采用高速激光熔覆不锈钢及精磨加工工艺。本发明加工处理对象为包括φ80‑φ630的缸径、杆径大于φ45的液压支架全系列立柱和千斤顶;区别传统熔铜工艺,侧重于采用不锈钢高速激光熔覆制造技术对液压支架全系列立柱和千斤顶进行防腐处理,提高了液压支架全系列立柱和千斤顶的高耐磨性、高防腐蚀性,填补了小缸径缸筒、小杆径细长活塞杆加工处理的行业空白,解决了小缸径缸筒和小杆径细长活塞杆机械加工和防腐处理的技术难题。技术研发人员:杨征,郭现生,薛晓强,郭钏,张晓彤,黄建丰,陈韬宇,张锦波,赵国锋,陈水生,刘朕中受保护的技术使用者:林州重机集团股份有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10673.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表