复合变质剂包芯线的制作方法
- 国知局
- 2024-06-20 14:41:32
本技术属于钢、铁、冶金、铸造领域,尤其涉及一种复合变质剂包芯线。
背景技术:
1、在球墨铸铁铸造工艺中,对铁液进行脱硫脱氧和净化铁水等预处理和球化处理,须向铁液中添加脱硫脱氧、促进球化的包芯线。目前,上述包芯线的加入方式是将球化包芯线、孕育包芯线等合金包芯线,通过喂丝机送入铁液内部,达到球化处理、孕育处理、脱硫脱氧等效果,提高铁液品质,提高铸造产品成品率。
2、各种含有镁、硅、稀土、钙、钡、等合金元素的包芯线是由带钢和包裹在带钢中的粉料层构成,粉料层为稀土镁硅合金粉或由镁粉与其它硅系合金粉、或多元素粉料的混合物。使用时,包芯线从铁水的表面插入并穿过铁水到达其内部进行反应,以净化铁水中杂质元素与反球化元素等,达到铸铁的球化过程,提高铁水的材质性能,改善铸铁的使用性能,并能显著提高包芯线中合金的收得率,降低合金消耗,降低铸造成本,经济效益显著。
3、现有的包芯线将粉料包裹在带钢中,需要通过合拢带钢逐渐缩小带钢的内径,并将带钢两侧的接口挤压至贴合状态,使带钢两侧的边缘相互贴合,再将带钢贴合的部分相互固定,然后将贴合的部分弯折并与包芯线表面贴合,使包芯线表面呈圆柱状。具体讲:带钢开始初成型,经过多组压线轮模具将带钢卷成开口8mm-15mm的c型开口槽;带钢完全成型,两端边缘相互压合并形成有压边,压边凸出设置在管状的带钢上;压边经过固定后弯折,使压边贴合在管体表面。
4、但是采用这种结构的包芯线,不但导致带钢成型工艺复杂,粉料填充不均匀,容易出现漏粉,空线,开裂等问题,而且浪费了带钢的表面积,导致同型号的包覆管需要更多带钢才能加工。
技术实现思路
1、本实用新型提供一种复合变质剂包芯线,以解决背景技术中提及的粉料填充结构不合理导致带钢浪费、空线、开裂、粉料填充不均匀的技术问题。
2、为实现上述目的,本实用新型的包芯线的具体技术方案如下:
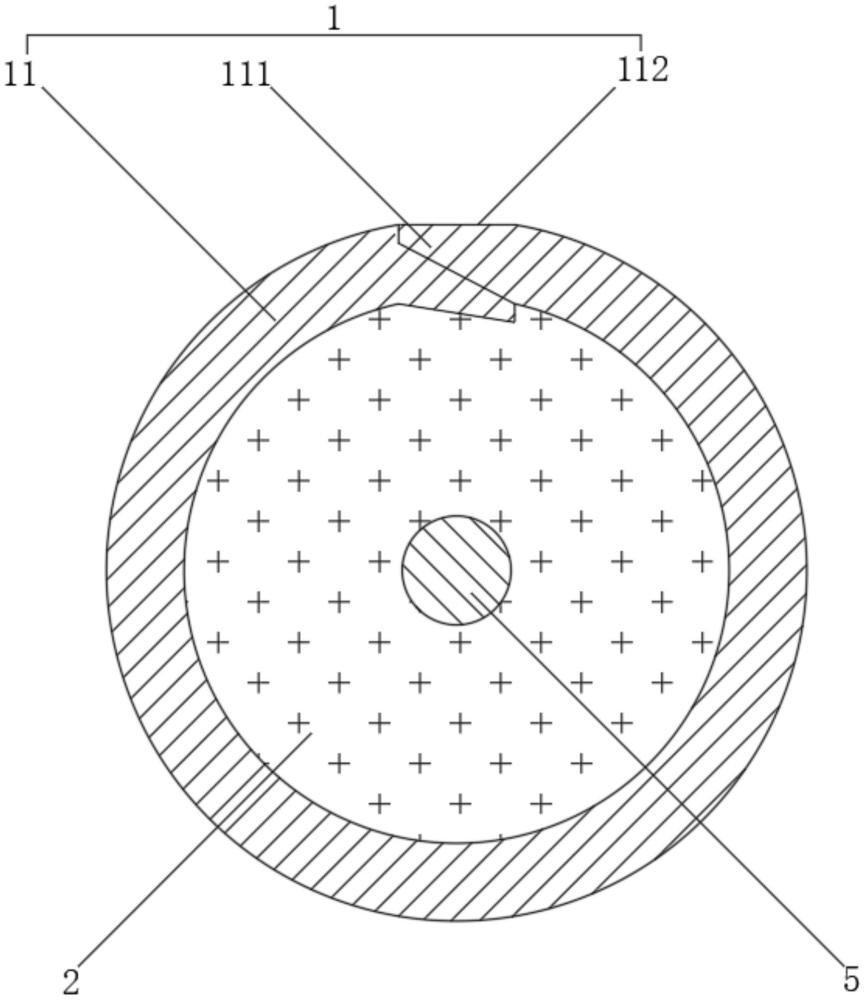
3、一种复合变质剂包芯线,包括包覆管,包覆管的中心位置设置有金属芯线,包覆管头部设有挡粉部,包覆管尾部设有供空气脉冲和粉料充入的进料口;空气脉冲将粉料压入包覆管内,挡粉部阻挡粉料,使粉料填充在包覆管和金属芯线之间。
4、进一步的,挡粉部包括已填充固定在包覆管内的粉料。
5、进一步的,挡粉部为固定在包覆管头部上的端盖。
6、进一步的,包覆管头部在轮体上缠绕成线卷。
7、进一步的,包覆管为合拢成管状的带钢,带钢两侧形成有合拢部,两合拢部相对对接,使带钢合拢成管状。
8、进一步的,两合拢部端面搭接或对接,以供焊接,使两合拢部相互固定。
9、进一步的,两合拢部形成有位于同一平面上的压平面,以将两合拢部对齐。
10、进一步的,粉料由多元合金混合而成。
11、进一步的,金属芯线为纯镁线、镁合金线或稀土镁线。
12、进一步的,金属芯线表面设置有钝化层。
13、本实用新型的复合变质剂包芯线具有以下优点:
14、1、通过在包覆管上设置挡粉部和进料口,利用空气脉冲送料系统将粉料带入包覆管内腔中,而且利用挡粉部将粉料压实在包覆管内腔中;同时由于挡粉部位于包覆管头部,空气脉冲使空气和粉料从进料口进入包覆管内,挡粉部将粉料挡住,从而空气脉冲的压力将粉料压实,无需将包覆管缩径也可以将粉料压实,保证粉料填充均匀、不致密,防止包芯线出现开裂、空线等问题;
15、2、利用端盖堵住包覆管头部,从而作为开机阶段包覆管的挡粉部;而随着流水线上包覆管逐渐成型,填充在包覆管内的粉料已固定在包覆管内,又作为挡粉部去固定后续被空气脉冲冲入的粉料;同时,将复合变质剂包芯线缠绕在复卷机构的轮体上,使包芯线缠绕成线卷;
16、3、通过带钢合拢形成包覆管,可以有效利用带钢的有限面积,保证可以有效转化为包覆管的截面积,以节省带钢的消耗量;
17、4、包芯线用于铁水冶金铸造,而带钢本身由钢制成,为铁和炭元素组成,因此进入铁水后,减少对冶金反应的干扰,为粉料最好的承载材料之一;
18、5、利用激光焊接,焊接时加热和冷却速度极快,热影响区小;焊接应力和变形很小,可以有效的将带钢焊接成型。
19、6、通过镁线的加入,减少了合金粉料的重熔,避免了二次冶炼过程中镁的烧损以及高能耗、高污染的产生,减少了碳排放,提高了粉料的有效使用率;
20、7、将金属芯线设置在粉料的中心位置,还可有效地减少包芯线在插入底部的过程中过早地融化、汽化情况,这是由于铁水的温度一般远高于金属芯线的熔点,甚至汽化温度,保障金属芯线在接近包底约10公分最佳反应位置才与铁水发生反应,提高金属芯线材料在铁水中镁等合金元素在铁水的使用率和吸收率,降低铁水的处理成本,提高包芯线的利用系数,并可实现采用喂线方法一次完成铁水的球化与孕育处理过程,减少喂线处理设备的投入;
21、8、钝化层主要针对镁线,通过喷涂法将钝化液喷涂到镁线表面,以形成一层隔绝空气的保护层,防止镁的氧化反应。
技术特征:1.一种复合变质剂包芯线,包括包覆管,包覆管的中心位置设置有金属芯线,其特征在于,包覆管头部设有挡粉部,包覆管尾部设有供空气脉冲和粉料充入的进料口;空气脉冲将粉料压入包覆管内,挡粉部阻挡粉料,使粉料填充在包覆管和金属芯线之间。
2.根据权利要求1所述的复合变质剂包芯线,其特征在于,挡粉部包括已填充固定在包覆管内的粉料。
3.根据权利要求1或2所述的复合变质剂包芯线,其特征在于,挡粉部为固定在包覆管头部上的端盖。
4.根据权利要求3所述的复合变质剂包芯线,其特征在于,包覆管头部在轮体上缠绕成线卷。
5.根据权利要求1所述的复合变质剂包芯线,其特征在于,包覆管为合拢成管状的带钢,带钢两侧形成有合拢部,两合拢部相对对接,使带钢合拢成管状。
6.根据权利要求5所述的复合变质剂包芯线,其特征在于,两合拢部端面搭接或对接,以供焊接,使两合拢部相互固定。
7.根据权利要求6所述的复合变质剂包芯线,其特征在于,两合拢部形成有位于同一平面上的压平面,以将两合拢部对齐。
8.根据权利要求1所述的复合变质剂包芯线,其特征在于,粉料由多元合金混合而成。
9.根据权利要求1所述的复合变质剂包芯线,其特征在于,金属芯线为纯镁线、镁合金线或稀土镁线。
10.根据权利要求9所述的复合变质剂包芯线,其特征在于,金属芯线表面设置有钝化层。
技术总结本技术公开了一种复合变质剂包芯线,包括包覆管,包覆管中心位置设置有金属芯线,包覆管头部设有挡粉部,包覆管尾部设有供空气脉冲和粉料充入的进料口;空气脉冲将粉料压入包覆管内,挡粉部阻挡粉料,使粉料填充在包覆管和金属芯线之间。本技术所述的包芯线,其金属芯线与合金粉料也不需要经过二次冶炼融化,避免了二次冶炼过程中镁的烧损以及高能耗、高污染的产生;通过在包覆管上设置挡粉部和进料口,利用空气脉冲送料系统将粉料送入包覆管内腔中,而且利用挡粉部将粉料压实在包覆管内腔中,同时由于空气脉冲的压力将粉料压实,从而无需将包覆管缩径也可以将粉料压实,可以有效利用带钢的有限面积,节省同型号包芯线所使用的带钢量。技术研发人员:朱永志,佟福双受保护的技术使用者:中孚惠心(天津)商贸有限公司技术研发日:20231012技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/10722.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。