风电联轴器法兰锥面网纹打磨机、锥面网纹及打磨方法与流程
- 国知局
- 2024-06-20 14:55:22
本申请涉及风电行业,风电联轴器产品加工设备及风电联轴器产品设计,具体为风电联轴器法兰锥面网纹打磨机、锥面网纹及打磨方法。
背景技术:
1、风电联轴器的力矩限制器法兰在生产时,需要在零件的表面安装一层玻纤筒作为中间筒,为了提高安装牢靠性,通常是使用粘接的方法将金属的力矩限制器法兰与非金属的玻纤筒结合在一起。为了提高粘接强度通常需要在力矩限制器法兰的表面打磨出纹路,由于力矩限制器法兰的表面为锥面,因此需要使用锥面打磨机。
2、现有技术中公开了一种用于联轴器法兰锥面的自动打磨装置,授权公告号为cn220660183u,该装置包括底座、回转组件、角磨机和滑台模组,在底座的上部一侧设有回转组件,回转组件上固定联轴器法兰,底座上部的另一侧设有滑台模组,角磨机固定在滑台模组上的浮动滑台内,且通过角磨机对联轴器法兰进行打磨。
3、但是该装置只能实现类似车床车外圆的打磨方式,打磨出的纹路只能是类似普通螺纹一样的横向纹路,如说明书附图中的图一所示,由于其核心控制器采用成品简易数控系统加步进电机的控制方案,扩展性能差,不具备二次开发条件,只能实现简单动作控制。同时,原有设备采用夹持手持角磨机的方案,固定不够牢靠,角磨机有松动的风险,角磨机松动后影响打磨片的对刀点,如果角磨机松动了,需要重复对刀操作,使用不便。
4、同时,为不断提升风电联轴器产品的市场竞争力和使用寿命,需要不断设法提高法兰锥面与玻璃纤维筒的粘接强度。
技术实现思路
1、本申请提供风电联轴器法兰锥面网纹打磨机、锥面网纹及打磨方法,通过风电联轴器法兰锥面网纹打磨机在力矩限制器法兰的锥形外表面加工出交叉的网纹,使被粘接法兰面更加粗糙化,从而提高金属与非金属的粘接强度,同时本打磨机的打磨方法可以加工出分布均匀的网格纹,进一步提高了粘接强度,可以有效解决背景技术中的问题。
2、为实现上述目的,本申请提供如下技术方案:
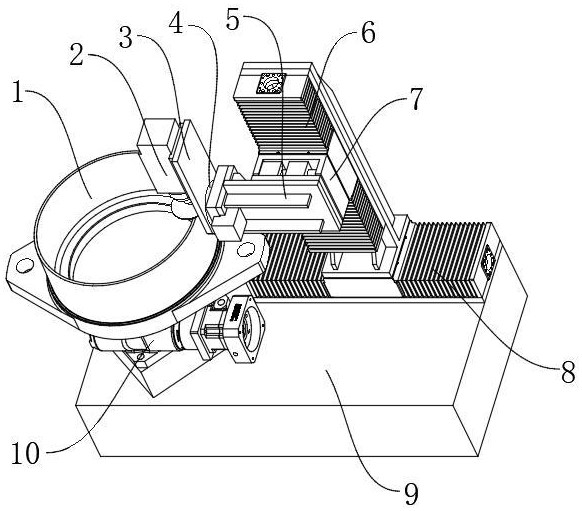
3、风电联轴器法兰锥面网纹打磨机,包括力矩限制器法兰和底座,所述底座的上表面一端通过电控转台连接有力矩限制器法兰。
4、还包括打磨电机,所述打磨电机的输出轴安装有打磨片,所述打磨电机安装在摆角电机上,摆角电机安装在y轴电控滑台上,y轴电控滑台安装在x轴电控滑台上,x轴电控滑台安装在底座上。
5、优选的,所述电控转台包括旋转电机,旋转电机的输出轴通过联轴器连接有卡座,力矩限制器法兰固定在卡座上。
6、优选的,所述y轴电控滑台安装在x轴电控滑台的滑台上,y轴电控滑台的滑台上安装有浮台,浮台上安装有支架,摆角电机安装在支架上,摆角电机的输出轴连接有电机安装座,打磨电机安装在电机安装座上。
7、优选的,所述浮台包括滑槽,滑槽安装在y轴电控滑台的滑台上,滑槽的内侧面安装有不少于一个的导杆,导杆上滑动连接有滑块,滑块与滑槽的内侧面之间设有弹簧,弹簧套接在导杆上。
8、优选的,打磨片位于摆角电机输出轴的回转中心线上。
9、锥面网纹,该锥面网纹结构位于风电联轴器力矩限制器法兰的表面,力矩限制器法兰的外表面为锥形面;所述锥形面上设有网纹,所述网纹由短段的划痕槽相互交叉构成,该锥面网纹结构是由风电联轴器法兰锥面网纹打磨机加工而成。
10、优选的,相邻的网纹组成若干环形带。
11、一种采用权利要求1-5任意一项所述的风电联轴器法兰锥面网纹打磨机的打磨方法,包括以下步骤:
12、阶段一:采取从上往下走刀。
13、转动摆角电机将其偏转一定的正向角度。
14、配合移动x轴电控滑台和y轴电控滑台将打磨片移动至力矩限制器法兰上沿的打磨起点位置。
15、同步开启打磨电机和电控转台,并控制x轴电控滑台和y轴电控滑台走差补运动,使打磨点轨迹呈现斜线,与零件锥面母线保持一致。
16、从起点走刀至一定距离h后,控制打磨片重新回到上部与第一个起点位于同一水平线、间隔一定水平距离的另一起点同样走刀距离h,如此循环,直至均布零件水平方向上的环形带区域。
17、阶段二:采取从下往上走刀。
18、转动摆角电机将其偏转一定的负向角度。
19、控制x轴电控滑台和y轴电控滑台走差补运动,使打磨点轨迹呈现斜线,与零件锥面母线保持一致。
20、从起点走刀至一定距离h后,控制打磨片重新回到下部与第一个起点位于同一水平线、间隔一定水平距离的另一起点同样走刀距离h,如此循环,直至均布零件水平方向上的环形带区域。
21、向上走刀至超出零件加工区域,关闭打磨电机和电控转台,配合移动x轴电控滑台和y轴电控滑台将打磨片远离加工的零件。
22、优选的,在所述阶段一,打磨至靠近零件的底部边沿时,控制将打磨片从所处的正向角度逐渐偏转至0°以避免打磨片与力矩限制器法兰的下沿凸台干涉。
23、在所述阶段二,打磨片从零件的底部边沿开始,打磨片在摆角电机的带动下,由0°逐渐偏转至一定的负向角度。
24、优选的,所述的正向角度、负向角度均为45°。
25、与现有技术相比,本申请的有益效果是:
26、1、本风电联轴器法兰锥面网纹打磨机、锥面网纹及打磨方法,通过打磨机在风电联轴器力矩限制器法兰的锥形外表面加工出交叉的网纹,使被粘接法兰面粗糙化,从而提高金属与非金属的粘接强度,同时本打磨机、打磨方法可以加工出分布均匀的网格纹,进一步提高了粘接强度;
27、2、打磨电机带动打磨片旋转,打磨片打磨力矩限制器法兰的外表面,摆角电机带动打磨片做摆动调节,从而使得法兰外表面可以快速形成网纹,y轴电控滑台用于带动打磨片做升降运动,x轴电控滑台用于带动打磨片靠近法兰;
28、3、x轴电控滑台带动打磨片朝着力矩限制器法兰移动,直至打磨片紧压在力矩限制器法兰的外表面,随后弹簧压缩,通过弹簧可以保障打磨片始终压在力矩限制器法兰的外表面。
技术特征:1.风电联轴器法兰锥面网纹打磨机,其特征在于:包括力矩限制器法兰(1)和底座(9),所述底座(9)的上表面一端通过电控转台(10)连接有力矩限制器法兰(1);
2.根据权利要求1所述的风电联轴器法兰锥面网纹打磨机,其特征在于:所述电控转台(10)包括旋转电机(101),旋转电机(101)的输出轴通过联轴器连接有卡座(102),力矩限制器法兰(1)固定在卡座(102)上。
3.根据权利要求1所述的风电联轴器法兰锥面网纹打磨机,其特征在于:所述y轴电控滑台(6)安装在x轴电控滑台(8)的滑台上,y轴电控滑台(6)的滑台上安装有浮台(7),浮台(7)上安装有支架(5),摆角电机(4)安装在支架(5)上,摆角电机(4)的输出轴连接有电机安装座(3),打磨电机(2)安装在电机安装座(3)上。
4.根据权利要求3所述的风电联轴器法兰锥面网纹打磨机,其特征在于:所述浮台(7)包括滑槽(71),滑槽(71)安装在y轴电控滑台(6)的滑台上,滑槽(71)的内侧面安装有不少于一个的导杆(72),导杆(72)上滑动连接有滑块(73),滑块(73)与滑槽(71)的内侧面之间设有弹簧(74),弹簧(74)套接在导杆(72)上。
5.根据权利要求3所述的风电联轴器法兰锥面网纹打磨机,其特征在于:打磨片(11)位于摆角电机(4)输出轴的回转中心线上。
6.锥面网纹,该锥面网纹结构位于风电联轴器力矩限制器法兰(1)的表面,力矩限制器法兰(1)的外表面为锥形面;其特征在于:所述锥形面上设有网纹,所述网纹由短段的划痕槽相互交叉构成,该锥面网纹结构是由权利要求1-5任意一项所述的风电联轴器法兰锥面网纹打磨机加工而成。
7.根据权利要求6所述的锥面网纹,其特征在于:相邻的网纹组成若干环形带。
8.一种采用权利要求1-5任意一项所述的风电联轴器法兰锥面网纹打磨机的打磨方法,其特征在于,包括以下步骤:
9.根据权利要求8所述的打磨方法,其特征在于,
10.根据权利要求8所述的打磨方法,其特征在于,所述的正向角度、负向角度均为45°。
技术总结本申请公开了风电联轴器法兰锥面网纹打磨机、锥面网纹及打磨方法,其中锥面网纹打磨机包括底座,所述底座的上表面一端通过电控转台连接有力矩限制器法兰,还包括打磨电机,所述打磨电机的输出轴安装有打磨片,所述打磨电机安装在摆角电机上,摆角电机安装在Y轴电控滑台上,Y轴电控滑台安装在X轴电控滑台上,X轴电控滑台安装在底座上;本申请还公开了使用该打磨机加工的锥面网纹结构,以及使用该打磨机加工的打磨方法;通过该风电联轴器法兰锥面网纹打磨机在力矩限制器法兰的锥形外表面加工出交叉的网纹,使被粘接法兰面粗糙化,从而提高金属与非金属的粘接强度,同时本打磨机可以加工出分布均匀的交叉网格纹,进一步提高了粘接强度。技术研发人员:杨乐,陈湘萍受保护的技术使用者:洛阳云川风能科技有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11243.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。