模制工具和通过增材制造来制作模制工具的方法与流程
- 国知局
- 2024-06-20 15:11:19
本公开涉及一种包括共晶合金的模制工具。还公开了一种制作模制工具的方法和一种使用该模制工具来制作复合部件的方法。
背景技术:
1、复合材料,例如陶瓷基质复合(cmc)材料,通常是众所周知的,并且在陶瓷基质中包括增强纤维。在某些cmc材料中,增强纤维和基质都可以是陶瓷材料。这些材料可被用在许多应用中,例如,包括作为高温应用中(例如,发动机排气管)和温度可达到300°f至2000°f的隔热板应用中的金属结构的替代品。制作复合材料的技术可以包括将湿的复合材料铺设在具有期望形状的模制工具上,然后将复合物干燥或初步固化,以形成生坯。形成生坯的初始干燥或初步固化步骤之后,随之是烧结或最终固化阶段,然后最终将复合部件从模制工具移除。替代地,可能希望在最终烧结步骤之前将模制工具移除,以避免在高温下在模制工具和复合物表面之间的热膨胀系数(cte)失配问题。热失配问题可能使复合(例如cmc)部件的最终形状变形。
2、如果部件的几何轮廓接近模制工具,则部件的复杂性可能导致模制工具被生坯夹住。如果不是不可能的话,这种被夹住的工具很难移除,尤其是在烧结之前,因为生坯可能相对脆弱。一些现有的解决方案可以移除被卡住的工具,但它们成本高昂,并且不符合环保要求,或者二者兼而有之。
3、一种已知的解决方案是由可溶解材料(例如,共晶盐)制作模制工具,在本文中也称为叠层工具(layup tool)。共晶盐是水溶性的,其可以从复杂的部件中去除。然而,共晶盐还具有使其难以处理的一些特性,例如高加工温度(例如,在约500°f的高温下进行铸造)、高密度、腐蚀性废物流、凝固时的高收缩率(约20%)以及缓慢的冲洗时间(例如,几天)。此外,共晶盐可能是昂贵的,并且需要水从cmc材料中冲洗出工具材料,该cmc材料也可以是水基的,这可能会在烧结之前导致部件腐蚀。
4、另一种已知的解决方案是使用分开(break-apart)的模制工具,这些模制工具在使用之后可以被拆卸,以允许用于从陶瓷部件上移除。然而,拆开的模制工具可能很复杂,因为它们是由多个件构成的,这导致成本很高。
5、燃尽工具是另一种已知的解决方案。这些工具由能够从工具燃烧的可燃材料制成。然而,燃尽工具会引起热失配问题,并且也会存在环境危害,这是不可取的。
6、因此,本领域需要替代的材料和过程,这些材料和过程可以在制造复合部件时提供易于移除的工具。
技术实现思路
1、根据本公开,提供了一种模制工具,该模制工具包括具有用于模制部件的工具表面的工具主体,该工具主体包括共晶金属。
2、根据本公开,提供了一种通过增材制造来制作模制工具的方法。该方法包括如下步骤:形成共晶合金的第一层,该形成包括沉积液体形式的所述共晶合金,然后冷却以形成固体共晶合金;在所述第一层上形成所述共晶合金的附加层,所述附加层的形成包括沉积液体形式的所述共晶材料,然后冷却以形成固体共晶合金,并且重复一次或多次以形成包括具有工具表面的所述模制工具的结构,所述模制工具包括所述共晶合金。
3、根据本公开,提供了另一种制作复合部件的方法。该方法包括如下步骤:将可模制复合材料铺设在工具上,所述工具包括具有熔化温度的共晶合金;将可模制复合材料加热到低于所述共晶的所述熔化温度的第一温度,冷却以形成固体共晶合金,从而形成生坯;将所述生坯加热到第二温度,以形成复合部件,所述第二温度高于所述共晶合金的所述熔化温度,以便熔化所述模制工具,从而形成液体工具合金;以及将所述液体模制工具材料的至少一部分从所述复合部件移除。
4、根据本公开,提供了一种包括陶瓷材料的复合部件。该复合部件具有内表面和外表面,所述内表面具有布置于其上的至少微量(trace amount)的共晶合金。
5、应当理解,上述一般描述和以下详细描述都仅为示例性的和解释性的,而不是对本教导的限制。
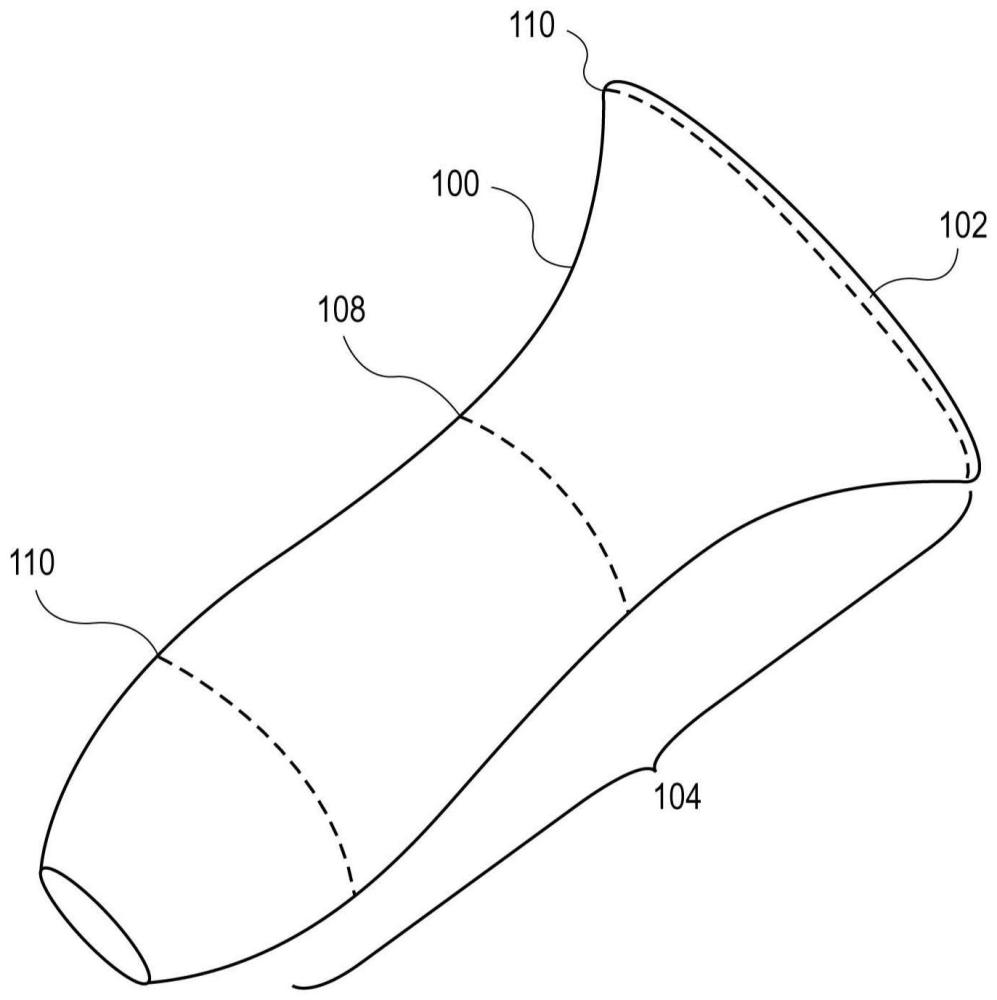
技术特征:1.一种模制工具(100),该模制工具包括:
2.根据权利要求1所述的模制工具(100),其中,所述工具表面(104)具有三维形状,所述三维形状能够防止未包围所述工具主体(102)的至少一侧的模制复合部件(106)的移除。
3.根据权利要求1所述的模制工具(100),其中,所述工具表面(104)包括凹槽形状,所述凹槽形状能够防止未包围所述工具主体(102)的至少一侧的模制复合部件(106)的移除,或者其中,所述工具表面(104)包括凹面形状,所述凹面形状能够防止未包围所述工具主体(102)的至少一侧的模制复合部件(106)的移除,或者其中,所述工具表面(104)包括布置在两个较大周边部分之间的较小周边部分。
4.根据权利要求1所述的模制工具(100),其中,所述共晶金属合金包括选自锡/锌合金、锡铅合金、锡银合金、锡铅银合金、锡铜镍锗合金、铋铅铟锡镉合金、铟铋锡合金、铋锡合金中的至少一种材料。
5.根据权利要求1所述的模制工具(100),其中,所述工具是一体式工具。
6.一种通过增材制造来制作模制工具(100)的方法,该方法包括如下步骤:
7.根据权利要求6所述的方法,所述方法还包括对所述工具表面(104)进行机加工。
8.根据权利要求6所述的方法,其中,在步骤i)和ii)中沉积所述共晶材料包括:供应包括所述金属合金的送丝,并且将所述送丝加热至高于所述金属合金的共晶点不超过10°f。
9.根据权利要求8所述的方法,其中,在步骤i)和ii)中的所述冷冻包括:使惰性气体流动,以与液体形式的所述共晶材料接触,直到所述共晶材料的温度降低到低于所述共晶材料的凝固点。
10.根据权利要求9所述的方法,其中,所述惰性气体的温度在从大约所述共晶点到低于所述共晶材料的共晶点大约50°f的范围内。
技术总结本申请涉及模制工具和通过增材制造来制作模制工具的方法。模制工具包括具有用于模制部件的工具表面的工具主体,该工具主体包括共晶合金。通过增材制造来制作模制工具的方法包括如下步骤:形成第一层共晶合金,该形成包括沉积液体形式的共晶合金,然后冷却以形成固体共晶合金;在第一层上形成共晶合金的附加层,该附加层的形成包括沉积液体形式的共晶合金,然后冷却以形成固体共晶合金;以及在第一层上重复形成共晶合金的附加层,该附加层的形成包括沉积液体形式的共晶合金,然后冷却以形成固体共晶合金,并且重复一次或多次,以形成包括具有工具表面的工具主体的结构。技术研发人员:M·D·奈文斯基,D·T·米西亚娜,M·V·达奥利奥,C·J·费尔克受保护的技术使用者:波音公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11645.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。