具有用于玻璃带的热管理的模制袋穴的玻璃成形辊的制作方法
- 国知局
- 2024-06-20 12:58:26
本说明书总体上涉及用于成形玻璃带的玻璃制造设备,并特别地涉及包括成形辊的玻璃制造设备,所述成形辊包括用于增强从玻璃带排热的特征。
背景技术:
1、玻璃制造设备可包括用于熔化、加工和成形玻璃的各种分立部件。为了形成具有不均匀厚度的玻璃制品,如具有不均匀厚度的玻璃片材,玻璃制造设备可以结合成形辊来形成在如所生产的状态下具有不均匀厚度轮廓的连续玻璃带。用这种方法,可以显著提高材料利用率,而不会引入在其他玻璃制造过程中(如在玻璃粘接过程中)可能发生的缺陷。
2、然而,通过这样的过程生产的玻璃带内可能存在温度差异,其中玻璃带的较厚区域表现出比玻璃带的较薄区域显著较高的温度。此外,用现有的辊压成形技术,在玻璃的成形之后但在固化之前可能没有足够的时间来解决此温度差异。此外,在过程中尽可能早地解决厚薄温度差异可以提高所得制品的质量,例如,其可以提高制造低应力和低翘曲玻璃带的能力。
3、因此,需要对辊压成形玻璃制造设备的部件进行替代设计,以解决具有不均匀厚度的玻璃带中的温度差异。
技术实现思路
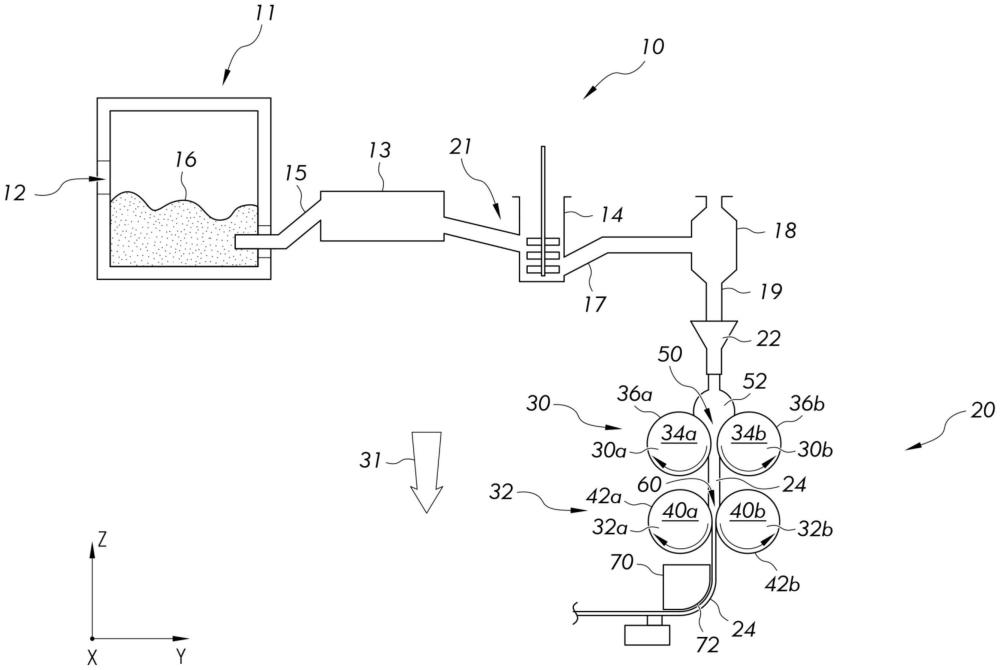
1、根据第一方面,一种用于辊压成形玻璃带或玻璃-陶瓷带的设备包括:熔融玻璃进给装置;一对相对的上部成形辊,每个上部成形辊包括一对圆形端面和在其间延伸的圆柱形玻璃成形表面,相对的上部成形辊的对在圆柱形玻璃成形表面之间限定玻璃成形间隙,该玻璃成形间隙位于熔融玻璃进给装置下方并布置成接收来自熔融玻璃进给装置的熔融玻璃流,使得熔融玻璃流在相对的上部成形辊的对之间变薄以形成模制玻璃带,相对的上部成形辊的对中的至少一个上部成形辊包括形成在其圆柱形玻璃成形表面中的模制袋穴,该模制袋穴包括从模制袋穴的基部延伸的多个分立的模制特征,如从圆柱形玻璃成形表面评估的,模制袋穴的基部包括至少0.5mm的深度;和其间限定有玻璃定型间隙的一对相对的下部辊,该玻璃定型间隙位于玻璃成形间隙下方并被配置成接收模制玻璃带使得模制玻璃带由相对的下部辊的对重新成形至目标厚度。
2、第二方面包括第一方面的设备,其中所述多个分立的模制特征包括从模制袋穴的基部延伸的多个凸台,所述多个凸台围绕至少一个上部成形辊沿周向方向连续延伸并由限定在所述多个凸台中的每一个之间的多个凹槽间隔开。
3、第三方面包括前述方面中任一项的设备,其中所述多个凸台由其多个凹槽等距地间隔开。
4、第四方面包括前述方面中任一项的设备,其中:相对的上部成形辊的对中的第一个的圆柱形玻璃成形表面包括第一模制袋穴、从第一模制袋穴的基部延伸并由限定在多个第一凸台之间的多个第一凹槽间隔开的多个第一凸台;并且相对的上部成形辊的对中的第二个的圆柱形玻璃成形表面包括第二模制袋穴、从第二模制袋穴的基部延伸并由限定在多个第二凸台之间的多个第二凹槽间隔开的多个第二凸台。
5、第五方面包括第四方面的设备,其中:第一模制袋穴的基部包括多个第一基部节段,所述多个第一凸台中的每一个定位在所述多个第一基部节段中的一对之间并朝向所述多个第二凹槽中的一个径向延伸,使得所述多个第一凸台中的每一个面向第二模制袋穴的第二基部节段中的一个;并且第二模制袋穴的基部包括多个第二基部节段,所述多个第二凸台中的每一个定位在所述多个第二基部节段中的一对之间并朝向所述多个第一凹槽中的一个径向延伸,使得所述多个第二凸台中的每一个面向第一模制袋穴的第一基部节段中的一个。
6、第六方面包括第四至第五方面中任一项的设备,其中:所述多个第一凸台中的每一个和所述多个第二凸台中的每一个包括凸台表面和在凸台表面的任一侧上的一对侧表面,侧表面的对中的每一个相对于与其相关的第一模制袋穴或第二模制袋穴的基部以小于90°的拔模角取向。
7、第七方面包括第四至第六方面中任一项的设备,其中所述多个第一凸台中的每一个的拔模角等于所述多个第二凸台中的每一个的拔模角。
8、第八方面包括第四至第七方面中任一项的设备,其中所述多个第一凸台和所述多个第二凸台各自具有等于相应模制袋穴的深度的高度维度,所述多个第一凸台的高度维度在其凸台表面与第一模制袋穴的基部之间测量,并且所述多个第二凸台的高度维度在其凸台表面与第二模制袋穴的基部之间测量。
9、第九方面包括第四至第八方面中任一项的设备,其中所述多个第一凸台中的每一个的凸台表面与相对的上部成形辊的对中的第一个同轴,并且所述多个第二凸台中的每一个的凸台表面与相对的上部成形辊的对中的第二个同轴。
10、第十方面包括第四至第九方面中任一项的设备,其中所述多个第一基部节段各自与相对的上部成形辊的对中的第一个同轴,并且所述多个第二基部节段各自与相对的上部成形辊的对中的第二个同轴。
11、第十一方面包括第四至第十方面中任一项的设备,其中第一模制袋穴的所述多个第一凸台由所述多个第一基部节段等距地间隔开,并且第二模制袋穴的所述多个第二凸台由所述多个第二基部节段等距地间隔开。
12、第十二方面包括第四至第十一方面中任一项的设备,其中第一模制袋穴中的所述多个第一凸台在数量上大于第二模制袋穴中的所述多个第二凸台。
13、第十三方面包括第四至第十二方面中任一项的设备,其中第一模制袋穴中的所述多个第一凸台在数量上等于第二模制袋穴的所述多个第二凹槽。
14、第十四方面包括第一至第三方面中任一项的设备,其中:相对的上部成形辊的对中的第一个的圆柱形玻璃成形表面包括第一模制袋穴;相对的上部成形辊的对中的第二个的圆柱形玻璃成形表面包括第二模制袋穴;第一模制袋穴的所述多个凸台包括从第一模制袋穴的基部延伸的多个第一凸台,所述多个第一凸台由限定在所述多个第一凸台之间的多个第一凹槽间隔开;第二模制袋穴的所述多个凸台包括从第二模制袋穴的基部延伸的多个第二凸台,所述多个第二凸台由限定在所述多个第二凸台之间的多个第二凹槽间隔开;第一模制袋穴的基部包括多个第一基部节段,所述多个第一凸台中的单个凸台定位在所述多个第一基部节段的对之间;第二模制袋穴的基部包括多个第二基部节段,所述多个第二凸台中的单个凸台定位在所述多个第二基部节段的对之间;第一模制袋穴的所述多个第一凸台中的每一个突出于相对的上部成形辊的对中的第一个的圆柱形玻璃成形表面;并且第二模制袋穴的所述多个第二凸台中的每一个突出于相对的上部成形辊的对中的第二个的圆柱形玻璃成形表面。
15、第十五方面包括第十四方面的设备,其中当在延伸通过相对的上部成形辊的对中的第一个的第一旋转轴和相对的上部成形辊的对中的第二个的第二旋转轴的平面中评估时,所述多个第一基部节段中的每一个和所述多个第二基部节段中的每一个是至少部分弯曲的。
16、第十六方面包括第十四至第十五方面中任一项的设备,其中第一模制袋穴的所述多个第一凸台中的每一个朝向第二模制袋穴的所述多个第二基部节段中的一个径向延伸,并且第二模制袋穴的所述多个第二凸台中的每一个朝向第一模制袋穴的所述多个第一基部节段中的一个径向延伸。
17、第十七方面包括第十四至第十六方面中任一项的设备,其中所述多个第一凸台中的每一个径向延伸超出玻璃成形间隙的中心线,所述多个第二凸台中的每一个径向延伸超出玻璃成形间隙的中心线,所述多个第一凸台中的每一个突出于相对的上部成形辊的对中的第二个的所述多个第二凸台,并且所述多个第二凸台中的每一个突出于相对的上部成形辊的对中的第一个的所述多个第一凸台。
18、第十八方面包括第十四至第十七方面中任一项的设备,其中限定在第一模制袋穴中的所述多个第一凹槽包括最内凹槽、最外凹槽和多个中心凹槽;并且第二模制袋穴的所述多个第二凸台包括径向延伸到最内凹槽中的最内凸台、径向延伸到最外凹槽中的最外凸台和径向延伸到所述多个中心凹槽的相应一个中的多个中心凸台。
19、第十九方面包括第十四至第十八方面中任一项的设备,其中:所述多个第一凸台中的每一个包括第一凸台表面和在第一凸台表面与第一模制袋穴的基部之间测量的高度维度,并且所述多个第一凸台中的每一个的高度维度大于深度与玻璃成形间隙之和,使得所述多个第一凸台中的每一个突出于相对的上部成形辊的对中的第二个的圆柱形玻璃成形表面;并且所述多个第二凸台中的每一个包括第二凸台表面和在第二凸台表面与第二模制袋穴的基部之间测量的高度维度,并且所述多个第二凸台中的每一个的高度维度大于深度与玻璃成形间隙之和使得所述多个第二凸台中的每一个突出于相对的上部成形辊的对中的第一个的圆柱形玻璃成形表面。
20、第二十方面包括第十四至第十九方面中任一项的设备,其中所述多个第一凸台中的每一个包括第一凸台表面,所述第一凸台表面在倒圆边缘处过渡到所述多个第一基部节段中相关的一个,并且所述多个第二凸台中的每一个包括第二凸台表面,所述第二凸台表面在倒圆边缘处过渡到所述多个第二基部节段中相关的一个。
21、第二十一方面包括第十四至第二十方面中任一项的设备,其中所述多个第一凸台中的每一个包括由第一恒定弧限定的第一凸台表面,并且所述多个第二凸台中的每一个包括由第二恒定弧限定的第二凸台表面。
22、第二十二方面包括第十四至第二十一方面中任一项的设备,其中所述多个第一凸台中的每一个和所述多个第二凸台中的每一个包括圆柱形凸台表面,所述圆柱形凸台表面包括在圆柱形凸台表面的任一侧上的一对侧表面。
23、第二十三方面包括第十四至第二十二方面中任一项的设备,其中所述多个第一凸台中的每一个和所述多个第二凸台中的每一个包括凸台表面和在凸台表面的任一侧上的一对侧表面,侧表面的对中的每一个相对于与其相关的圆柱形玻璃成形表面以小于90°的拔模角取向。
24、第二十四方面包括第十四至第二十三方面中任一项的设备,其中第一模制袋穴中的所述多个第一凸台在数量上大于第二模制袋穴中的所述多个第二凸台。
25、第二十五方面包括第十四至第二十四方面中任一项的设备,其中第一模制袋穴中的所述多个第一凸台在数量上等于与第二模制袋穴相关的所述多个第二凹槽。
26、第二十六方面包括第一至第三方面中任一项的设备,其中所述多个分立的模制特征包括由第一凹槽阵列和第二凹槽阵列限定的滚花图案,第一凹槽阵列和第二凹槽阵列至少部分地围绕相对的上部成形辊的对中的至少一个连续地延伸,第二凹槽阵列横切第一凹槽阵列以限定滚花图案的多个滚花,所述多个滚花中的每一个包括峰,并且第一凹槽阵列和第二凹槽阵列的每个分立的凹槽包括凹槽基部,所述多个滚花中的每一个包括在峰与凹槽基部之间测量的高度维度。
27、第二十七方面包括第二十六方面的设备,其中高度维度等于深度。
28、第二十八方面包括第二十六至第二十七方面中任一项的设备,其中第一凹槽阵列和第二凹槽阵列各自围绕相对的上部成形辊的对中的至少一个的圆周螺旋延伸。
29、第二十九方面包括第二十六至第二十八方面中任一项的设备,其中所述多个滚花中的每一个的峰包括平坦接触表面。
30、第三十方面包括第二十六至第二十九方面中任一项的设备,其中所述多个滚花中的每一个的平坦接触表面与圆柱形玻璃成形表面齐平。
31、第三十一方面包括第二十六至第三十方面中任一项的设备,其中所述多个滚花中的每一个的形状为截头锥体。
32、第三十二方面包括第二十六至第三十一方面中任一项的设备,其中形成在相对的上部成形辊的对中的至少一个上的模制袋穴延伸相对的上部成形辊的对中的至少一个的整个轴向长度。
33、第三十三方面包括第二十六至第三十二方面中任一项的设备,其中所述滚花图案包括形成在相对的上部成形辊的对中的第一个的圆柱形玻璃成形表面中的第一滚花图案和形成在相对的上部成形辊的对中的第二个的圆柱形玻璃成形表面中的第二滚花图案。
34、第三十四方面包括第二十六至第三十三方面中任一项的设备,其中所述第一滚花图案和所述第二滚花图案是相同的。
35、第三十五方面包括前述方面中任一项的设备,其中模制袋穴的轴向长度小于相对的上部成形辊的对中的至少一个的轴向长度。
36、本文描述的玻璃成形设备的成形辊的实施方案的另外的特征和优点将在下面的详细描述中阐述,并且部分地,对于本领域技术人员来说将从该描述显而易见或者通过实践本文描述的实施方案而认识到,包括下面的详细描述、权利要求书以及附图。
37、前面的一般描述和下面的详细描述都描述了各种实施方案并且旨在提供概述或框架以理解所要求保护主题的性质和特点。纳入附图以提供对各种实施方案的进一步理解并且并入到本说明书中和构成本说明书的一部分。附图示意了本文描述的各种实施方案,并且与描述一起用于解释所要求保护主题的原理和操作。
本文地址:https://www.jishuxx.com/zhuanli/20240619/7217.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表