一种连铸板坯边角部用雾化喷枪的制作方法
- 国知局
- 2024-06-20 15:26:38
本技术涉及连铸钢坯,具体涉及一种连铸板坯边角部用雾化喷枪。
背景技术:
1、连铸工艺过程实际上是由高温钢水向固态转变的凝固传热过程,在铸坯的凝固传热过程中的冶金冷却采用雾化水作为冷却介质,所采用的喷射装置直接决定了二冷效果。
2、相关技术中,喷射装置的边角部喷嘴与中部喷嘴使用的一致,中部冷却效果较佳,但是会导致边角部的冷却强度过高,使连铸板坯在弯曲或者矫直过程中容易发生裂纹,后期轧制过程中,会在板材的边部出现裂边等缺陷,从而影响板材质量。
技术实现思路
1、本实用新型的目的在于提供一种连铸板坯边角部用雾化喷枪,以解决上述背景技术中提出的问题和缺陷的至少一个方面。
2、为实现上述目的,本实用新型提供如下技术方案:
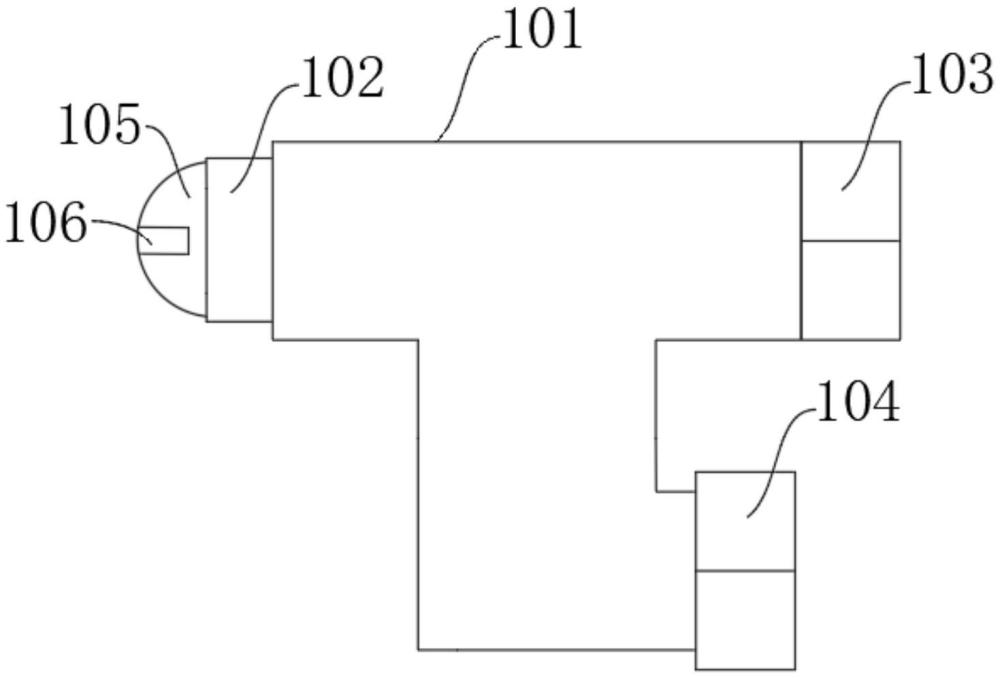
3、一种连铸板坯边角部用雾化喷枪,包括喷枪本体,还包括:
4、喷头,所述喷头设置在所述喷枪本体前端;
5、输气口,所述输气口设置在所述喷枪本体后端,所述输气口与输气装置连通;
6、输水口,所述输水口设置在所述喷枪本体一侧,所述输水口与输水装置连通;
7、所述喷头顶部设置有喷嘴,所述喷嘴沿嘴身轴线一侧封闭,另一侧设置输出口。
8、根据本方案的连铸板坯边角部用雾化喷枪,至少具有如下技术效果:
9、该连铸板坯边角部用雾化喷枪,由于喷嘴沿嘴身轴线一侧封闭,另一侧设置输出口,使喷嘴封闭的一侧限制雾化冷却介质喷射至连铸板坯边角部,降低了连铸板坯边角部冷却强度,提高了铸坯表面的高温强度,使得连铸板坯在弯曲或者矫直过程中不易发生裂纹的缺陷,同时可以防止弯曲段积渣,对连铸板坯边角部表面易产生裂纹具有更好的改善。
10、作为本实用新型更进一步的方案:所述喷嘴的喷射角度为36°~50°。
11、由于喷嘴的喷射角度为36°~50°,进一步限制喷嘴将雾化冷却介质喷射至连铸板坯的边角部,使得矫直点连铸板坯边角部保持高温强度,进一步防止边角部过冷,避免连铸板坯在弯曲或者矫直过程中的应力集中而导致裂纹的产生。
12、作为本实用新型更进一步的方案:所述喷枪本体的喷管为拉瓦尔超音速雾化结构。
13、由于喷枪本体的喷管为拉瓦尔超音速雾化结构,使得提高了喷枪本体的喷射压力以及喷射精准度,提高了除边角部以外的冷却效率。
14、作为本实用新型更进一步的方案:所述喷头设置有外螺纹,所述喷嘴设置有内螺纹,所述喷头与所述喷嘴螺纹连接。
15、由于喷头设置有外螺纹,所述喷嘴设置有内螺纹,所述喷头与所述喷嘴螺纹连接,喷嘴长期使用会造成磨损或损坏,当需要更换喷嘴时,无需将整个喷枪拆卸更换,大大降低了更换材料的成本,且提高了工作效率。
技术特征:1.一种连铸板坯边角部用雾化喷枪,包括喷枪本体(101),其特征在于,还包括:
2.根据权利要求1所述的连铸板坯边角部用雾化喷枪,其特征在于,所述喷嘴(105)的输出口(106)喷射角度为36°~50°。
3.根据权利要求2所述的连铸板坯边角部用雾化喷枪,其特征在于,所述喷枪本体(101)的喷管为拉瓦尔超音速雾化结构。
4.根据权利要求1至3任一项所述的连铸板坯边角部用雾化喷枪,其特征在于,所述喷头(102)设置有外螺纹,所述喷嘴(105)设置有内螺纹,所述喷头(102)与所述喷嘴(105)螺纹连接。
技术总结本技术公开了一种连铸板坯边角部用雾化喷枪,包括喷枪本体,还包括:喷头,喷头设置在喷枪本体前端;输气口,输气口设置在喷枪本体后端,输气口与输气装置连通;输水口,输水口设置在喷枪本体一侧,输水口与输水装置连通;喷头顶部设置有喷嘴,喷嘴沿嘴身轴线一侧封闭,另一侧设置输出口。本技术的一种连铸板坯边角部用雾化喷枪,使喷嘴封闭的一侧限制雾化冷却介质喷射至连铸板坯边角部,降低了连铸板坯边角部冷却强度,提高了铸坯表面的高温强度,使得连铸板坯在弯曲或者矫直过程中不易发生裂纹的缺陷,同时可以防止弯曲段积渣,对连铸板坯边角部表面易产生裂纹具有更好的改善。技术研发人员:黄远涛,徐龙云,马仲新,李彦,侯亮,房建明,刘延宁,蒙刚,师文,杨建华受保护的技术使用者:湖南华菱湘潭钢铁有限公司技术研发日:20231026技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240619/12137.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表