一种防弹陶瓷片、防弹陶瓷防溅射约束体及防弹插板的制备方法
- 国知局
- 2024-06-20 12:37:46
本发明属于陶瓷复合材料制备,具体涉及一种防弹陶瓷片、防弹陶瓷防溅射约束体及防弹插板的制备方法。
背景技术:
1、防弹部件是单兵防护用品的重要组成部分,其轻量化和舒适度是非常重要的指标。由于陶瓷材料具有高硬度、高抗压强度、低密度的特性,因此被广泛应用于制造防弹陶瓷片,其中,碳化硼、碳化硅等陶瓷材料具有高强度、高硬度、高模量、低密度、高熔点、高耐磨、高化学惰性等一系列优点,在保证防弹性能的同时实现单兵防护系统的减重要求。然而,现行的单兵防护插板在结构设计上不断进化以提高防护性能,但防弹陶瓷板的生产制备却一直存在形状单一不变、无差别化生产的问题。市售的规格化防弹陶瓷片不可避免地存在适配性差,部分士兵穿戴不舒适的问题。此外,碳化硼、碳化硅等陶瓷烧结致密化困难,尤其是碳化硼,在烧结过程中其晶界移动阻力很大、扩散系数低、烧结活化能低,致密化难度极高,常需要高温热压成型,生产效率较低。
2、近年来,一些发明专利提出了一些改进的方法。其中cn114621012a提出一种将研磨料送入到模压箱内压制成型,得到生坯成料后再送入烧结炉中进行烧结,最终成型防弹碳化硼复合陶瓷的方法;cn112174672a提出采用预制形状的石墨模具将造粒粉压制烧结成型。然而这些成型方法所制得的防弹陶瓷片均存在批次形状单一的问题,适配性差,穿戴不舒适等问题仍然需要解决。此外,对于复合方式的改进,目前单兵防弹插板的主体防弹材料是防弹陶瓷板和超高分子量聚乙烯背板,在复合过程中采用聚乙烯或芳纶等高性能纤维在陶瓷迎弹面及背面进行复合,此种复合方式对于防弹部件侧面约束力较弱,导致陶瓷防弹片受到弹击以后极易导致碎片向侧面移动,难以承受后续的弹击。
3、同时,碳化硼、碳化硅等陶瓷烧结致密化困难,尤其是碳化硼由于原子间以共价键连接,共价键高达93.94%,导致其自身在烧结过程中晶界移动阻力很大,扩散系数低,烧结活化能低,致密化难度极高,通常需要热压烧结成型。无压烧结碳化硼温度则一般要超过2250℃,低于2250℃时烧结致密度小于90%,并且容易出现晶粒异常长大和晶体表面融化的现象。为了降低烧结温度、同时提高陶瓷制品的性能,一般采用加入烧结助剂以降低烧结温度,同时增加韧性。基于此,cn 109665847 b公开了一种全致密碳化硼陶瓷复合材料及制备方法,是以65wt%-95wt%的碳化硼,5wt%-35wt%的二硅化铬为原料,采用热压烧结方法制备出几乎完全致密的碳化硼陶瓷;cn 112778013 a公开了一种无压烧结碳化硼防弹陶瓷及其制备方法,以粒径为50-500nm的碳、氧化铝、氧化锌、氧化钛中的一种或多种为烧结助剂,实现了碳化硼的无压烧结,但烧结温度仍高达2250-2300℃。上述制备方法中,热压烧结制备方法生产效率较低,而无压烧结制备方法烧结温度较高。
4、此外,目前单兵防弹插板的主体防弹材料通常使用防弹陶瓷板和超高分子量聚乙烯背板进行复合,其中,在复合时采用超高分子量聚乙烯或芳纶等高性能纤维在陶瓷迎弹面及背面进行复合,以在陶瓷防弹板在受到弹击时起到防溅射的作用。然而,这种复合方式在防弹部件侧面约束力较弱,使得陶瓷防弹片在受到弹击后,极易导致碎片向侧面移动,从而导致整体松散,难以承受后续的弹击。
技术实现思路
1、本发明的目的是为了克服现有的防弹陶瓷板受到弹击时的侧面约束,陶瓷破片从侧面溅射;防弹插板形状单一,适配性差的问题,提供一种防弹陶瓷片、防弹陶瓷防溅射约束体及防弹插板的制备方法。
2、具体方案如下:
3、一种防弹陶瓷片的制备方法,包括如下步骤:
4、(1)陶瓷复合粉体等离子球磨处理:将添加剂与b4c粉体按照重量比1:99-30:70进行球磨处理;球磨电机转速1200-1500r/min,球磨桶振动频率8-12hz,振幅5-15mm;获得球磨后的复合粉体;
5、(2)获得3d打印切片文件:采用三维扫描设备对士兵防护部位进行轮廓扫描,获得三维数字模型;将三维数字模型进行数字处理后,利用离散程序进行切片处理,获得3d打印切片文件;
6、(3)制备防弹部件的陶瓷坯体:采用三维印刷3d打印成型技术按照所述切片文件将球磨后的所述复合粉体打印成防弹部件的陶瓷坯体;
7、(4)制备防弹陶瓷片:将所述陶瓷坯体进行常压真空烧结获得防弹陶瓷片。
8、进一步的,步骤(1)中所述b4c粉体的粒径d50为1.2-5μm;所述添加剂为sic、tib2、zro2、al2o3、cr2c3、vc、gnps、cnts、炭黑中的一种或多种;所述等离子球磨过程在硬质合金球磨罐中进行,采用惰性气体氩气作为放电气体,以直径1-10mm的硬质合金磨球为球磨介质,球料质量比10:1-60:1,
9、球磨时间1-6h;
10、任选的,步骤(2)中所述轮廓扫描的尺寸精度不低于0.02mm;
11、任选的,步骤(3)中所述3d打印采用聚乙烯吡咯烷酮水溶液为粘结剂,环境温度10-40℃,粉末打印层厚0.08-0.2mm,喷头到粉层距离1-2mm;
12、任选的,步骤(4)中所述烧结温度为1900-2150℃。
13、一种防弹陶瓷片,所述防弹陶瓷片的密度为2.48-2.75g/cm3,维氏硬度≥2800kgf/mm2,弯曲强度≥400mpa,断裂韧性>3.0mpa·m-1/2,弹性模量≥380gpa。
14、一种防弹陶瓷片所制得的防弹陶瓷防溅射约束体。
15、一种防弹陶瓷防溅射约束体的制备方法,包括如下步骤:将所述的防弹陶瓷片进行表面喷砂、超声清洗后,在表面涂覆有机偶联剂,然后以热固性胶黏剂涂覆所述防弹陶瓷片表面,并以防弹纤维丝将所述防弹陶瓷片全周进行经纬向贴合缠绕,将缠绕体进行预浸渍,预浸渍后将所述缠绕体在热压浸渍罐中进行热压复合,制得防弹陶瓷防溅射约束体。
16、进一步的,所述缠绕方式为邻层85-100°交叉,缠绕层数1-15层;所述防弹纤维丝采用芳纶、超高分子量聚乙烯防弹纤维长丝中的至少一种;所述热压复合条件为0.5-3.5mpa,温度105-130℃,保压保温时间为1.5-2.5h。
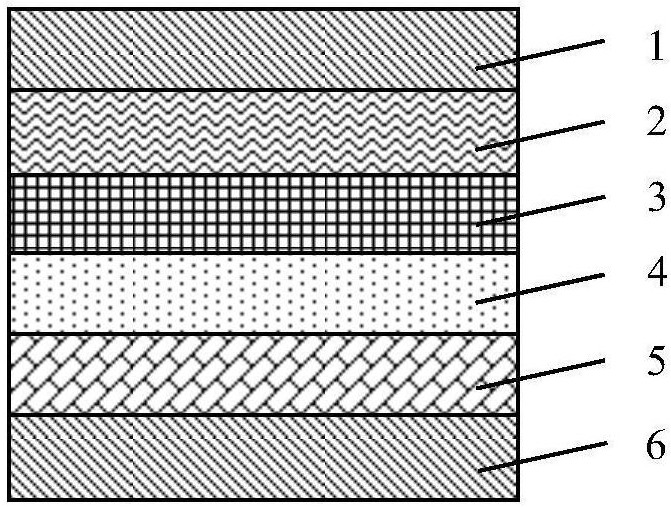
17、一种包含防弹陶瓷防溅射约束体的防弹插板,沿迎弹方向依次包括第一止裂层、第一减震层、所述防弹陶瓷防溅射约束体、防弹背板、第二减震层、第二止裂层。
18、进一步的,所述第一止裂层、所述第二止裂层为芳纶布、尼龙布、喷涂聚脲或物理植绒中的一种;所述第一减震层、所述第二减震层为海绵;所述防弹背板为多层超高分子量聚乙烯或芳纶ud布热压复合的层压板。
19、一种防弹插板的制备方法,包括如下步骤:采用高分子胶黏剂将所述第一止裂层、第一减震层、防弹陶瓷防溅射约束体、防弹背板、第二减震层、第二止裂层各层之间进行粘合后,在真空热压复合罐中完成热压复合,制得防弹插板。
20、进一步的,所述高分子胶黏剂为eva胶、聚氨酯胶黏剂或环氧树脂胶黏剂中的至少一种;
21、任选的,所述热压复合条件为温度130℃-200℃、压力3.5mpa-5 mpa、时间0.5h-2h、真空值≥-90kpa。
22、有益效果:
23、1.本发明提供了一种全新的等离子体辅助球磨法制备碳化硼粉体处理工艺,通过等离子体辅助球磨,可获得纳米级至亚微米级的超细碳化硼粉体,使碳化硼粉体的表面活性大大提高,从而解决了碳化硼微米级粉体表面活性低,烧结温度高,致密度低的问题;
24、2.本发明采用高精度三维扫描设备对士兵防护部位进行轮廓扫描,进行数字处理后获得三维数字模型,采用三维印刷3d打印成型技术获得防弹陶瓷生坯,烧结后获得军用单兵防弹陶瓷片,其尺寸与士兵防护部位适配度高;
25、3.本发明基于所获得的军用单兵防弹陶瓷片,采用经纬向贴合缠绕+预浸渍+热压复合方法制备了防弹陶瓷防溅射约束体,增强了防弹陶瓷板受到弹击时的侧面约束,解决了陶瓷破片从侧面溅射的问题;
26、4.本发明基于所制备的防弹陶瓷防溅射约束体应用于防弹插板后,与士兵身体更为贴合,高度适配,解决了原有防弹插板形状单一,适配性差的问题。
本文地址:https://www.jishuxx.com/zhuanli/20240619/6328.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表