一种连铸板坯周期性压痕缺陷的快速精确排查方法与流程
- 国知局
- 2024-06-20 14:18:14
本发明涉及一种方法,具体涉及一种连铸板坯周期性压痕缺陷的快速精确排查方法,属于钢铁冶金连铸浇注。
背景技术:
1、目前的钢铁行业板坯连铸生产过程中,进场会由于铸机扇形段辊子异常导致板坯出现周期性压痕缺陷。板坯压痕呈现周期性压痕,产生压痕主要原因是某一个扇形段辊子异常,导致辊子一边突出,旋转时呈凸轮状,某个点开口度异常,板坯经过时产生间断性的压痕所致。每次产生压痕后,如果不及时发现和处置,将会导致后续的轧制过程出现批量的轧制缺陷。为防止后续批量的轧制异常,必须及时停机查找原因异常扇形段位置。但是由于辊子错位一般都是几个毫米,很难通过肉眼或者其他工具测量查找出异常辊位置。行业内针对此质量缺陷异常,一般都是通过个人经验或者逐个排除方法来确定异常扇形段位置,这种方法准确率低,错误率高,导致这种周期性的压痕缺陷从发现到处置结束往往需要15天左右时间,严重影响了钢厂连铸生产的稳定顺行。
2、通过发明人的检索,目前还没有公开过针对板坯周期性氩痕的的查找解决技术方案。唯一公开的申请号位cn201607396u-连铸板坯表面划痕检测装置,其也是通过装置来检查板坯是否有划痕或者压痕,但是无法通过检测出的压痕或者划痕来查找铸机的异常扇形段位置。鉴于目前板坯周期性划痕的发生率高,查找困难,对连铸生产冲击大的情况,必须要有一种能快速查找导致板坯压痕的异常扇形段的技术方案。
技术实现思路
1、本发明正是针对现有技术中存在的问题,提供一种连铸板坯周期性压痕缺陷的快速精确排查方法,该方案主要是通过前期对划痕的长度测量,预算出异常扇形段的辊径进行的首次排查,然后通过铸机尾坯阶段的尾坯精确停位进行精确排查来寻找产生板坯压痕的流线异常扇形段位置。利用该技术方案,可以实现在30分钟内快速精确查找导致板坯压痕的异常扇形段位置。
2、为了实现上述目的,本发明的技术方案如下,一种连铸板坯周期性压痕缺陷的快速精确排查方法,所述方法包括以下步骤:
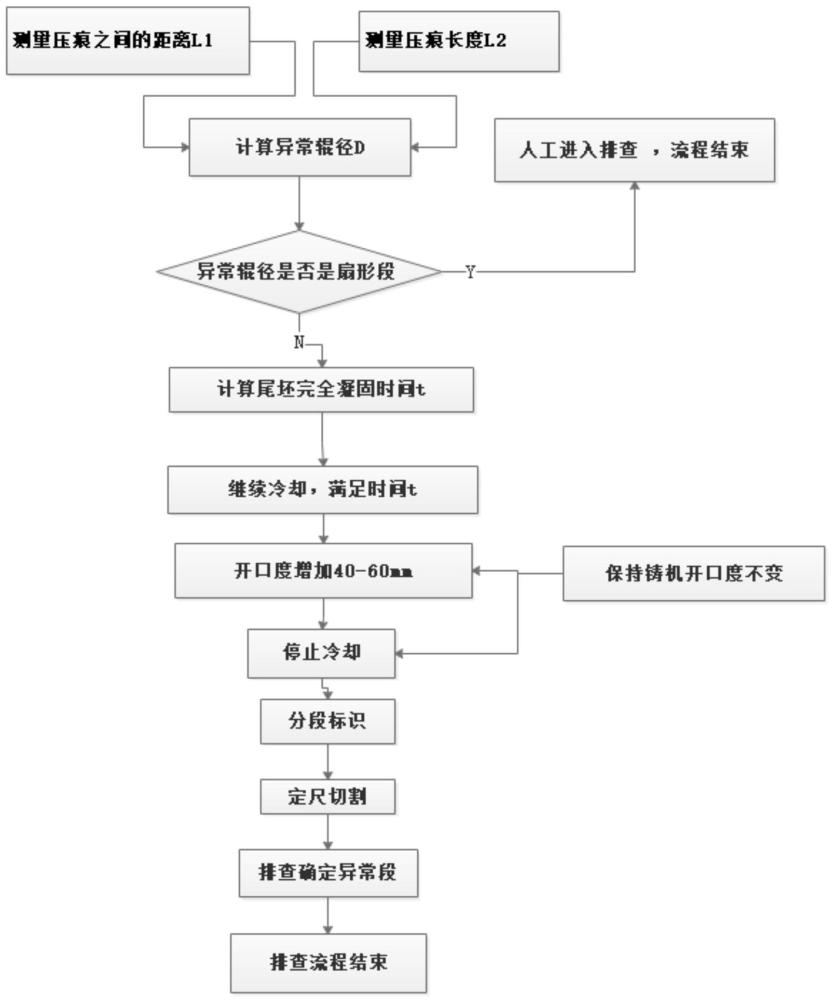
3、步骤1:异常扇形段初步分区,
4、1.1测量出压痕板坯两个压痕之间的距离l1,压痕长度l2,设异常段辊径为d。
5、1.2则异常断辊径d=(l1+l2)/3.14
6、1.3对比铸机辊列图,初步确定异常辊径辊子所在区域。如计算出异常辊径为扇形段区域,则可以通过人工进入铸机流线排查确定;如果计算出异常辊径为水平段区域,则继续按照本技术方案进行查找。
7、步骤2:水平段区域异常辊径的出尾坯阶段的精确检查定位,
8、2.1依据凝固定理,按照板坯铸机取凝固系数,计算尾坯停留在矫直段后完全凝固所需要的时间
9、2.1.1设板坯厚度为e凝固时间t,凝固系数范围k(25-28)mm/min2,按照凝固定律公式计算出板坯弯曲凝固需要的时间t,t=(e/k)2
10、2.1.2采集终浇后到尾坯停留在矫直段出口的时间t1。
11、2.1.3计算出板坯停留在矫直段后,弯曲凝固还需要的时间t2
12、t2=t-t1
13、2.2按照计算出来的时间t2,让尾坯停留在矫直段后继续冷却,满足时间t2。
14、2.3尾坯继续冷却阶段,维持原开口度保持铸机压下状态不变。
15、2.4继续冷却时间满足后,将铸机所有扇形段开口度调整增加40mm-60mm。
16、2.5针对铸机流线内的板坯停止冷却。
17、2.6将铸机内的板坯分段做好标识。
18、2.7启动铸机和切前辊道,将做好标识的板坯输送出流线并按照原计划定尺进行切割。
19、步骤3:流线异常扇形段精确排查
20、3.1压痕第一次出现在做好标识的段,则判断该段异常,若所有板坯都有压痕,则判断矫直段异常。
21、步骤4.板坯压痕排查工艺结束。
22、相对于现有技术,本发明具有如下优点,该工艺技术的发明,首先通过异常扇形段的辊径进行的首次排查进行异常段的初步分区确定,然后通过铸机尾坯阶段的尾坯停位进行精确排查来寻找产生板坯压痕的流线异常扇形段位置。利用该技术方案,可以实现在30分钟内快速精确查找导致板坯压痕的异常扇形段位置。梅钢连铸2022年板坯压痕发生累计12批次,实验阶段,利用该方法累计只增加了336分钟的停机时间,平均检查确定时间28分钟。该技术方案快速有效,很好的避免了铸机板坯压痕批量缺陷的发生,保证了钢厂连铸生产的稳定顺行。
技术特征:1.一种连铸板坯周期性压痕缺陷的快速精确排查方法,其特征在于,所述方法包括以下步骤:
2.根据权利要求1所述的连铸板坯周期性压痕缺陷的快速精确排查方法,其特征在于,步骤1:异常扇形段初步分区,具体如下:
3.根据权利要求2所述的连铸板坯周期性压痕缺陷的快速精确排查方法,其特征在于,步骤2:水平段区域异常辊径的出尾坯阶段的精确检查定位,具体如下:
4.根据权利要求3所述的连铸板坯周期性压痕缺陷的快速精确排查方法,其特征在于,步骤3:流线异常扇形段精确排查,具体如下:
技术总结本发明涉及一种连铸板坯周期性压痕缺陷的快速精确排查方法,所述方法包括以下步骤:步骤1:异常扇形段初步分区,步骤2:水平段区域异常辊径的出尾坯阶段的精确检查定位,步骤3:流线异常扇形段精确排查,步骤4.板坯压痕排查工艺结束。该方案主要是通过前期对划痕的长度测量,预算出异常扇形段的辊径进行的首次排查,然后通过铸机尾坯阶段的尾坯精确停位进行精确排查来寻找产生板坯压痕的流线异常扇形段位置。利用该技术方案,可以实现在30分钟内快速精确查找导致板坯压痕的异常扇形段位置。技术研发人员:邹世文,胡妍莉,李红闯,张巍受保护的技术使用者:上海梅山钢铁股份有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9993.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。