一种车门护板结构的制作方法
- 国知局
- 2024-08-02 16:22:53
本申请涉及汽车零部件生产领域的,尤其是涉及一种车门护板结构。
背景技术:
1、目前,汽车喷漆车门护板装饰件一般由外板、内板分体式结构,通过焊接的方式组装,但分体式结构模具数量多,生产工序多,导致成本较高。如何降低成本、简化工序是各主机厂及汽车零部件厂商面对的课题。
技术实现思路
1、为了降低成本、简化工序,本申请提供一种车门护板结构。
2、本申请提供的一种车门护板结构,采用如下的技术方案:
3、一种车门护板结构,包括内板、外板,所述外板注塑成型在所述内板上。
4、通过采用上述技术方案,内板自身采用一次注塑成型,外板通过二次注塑成型在内板上,直接将外板成型在内板上,节省了内板的开模费用及原料,同时取消了焊接工序,减少了人工操作步骤,降低人工成本,减少了焊接工序产生的成本,实现了降低成本、简化工序的效果。
5、优选的,所述内板远离所述外板的一端一体成型有第一安装座。
6、通过采用上述技术方案,通过第一安装座的设置,在内板成型过程中,第一安装座一同成型在内板上,便于内板与外界设备的连接。
7、优选的,所述第一安装座上开设有第一螺栓安装孔。
8、通过采用上述技术方案,通过第一螺栓安装孔的设置,便于外界设备连接在第一安装座上。
9、优选的,所述内板远离所述外板的一端一体成型有第二安装座。
10、通过采用上述技术方案,通过第二安装座的设置,在内板成型过程中,第二安装座一同成型在内板上,便于内板与外界设备的连接。
11、优选的,所述第二安装座上开设有第二螺栓安装孔。
12、通过采用上述技术方案,通过第二螺栓安装孔的设置,便于外界设备连接在第二安装座上。
13、优选的,所述第二安装座上还成型有第一插头。
14、通过采用上述技术方案,通过第一插头的设置,便于外界设备连接在第二安装座上。
15、优选的,所述内板远离所述外板的一端一体成型有第三安装座。
16、通过采用上述技术方案,通过第三安装座的设置,在内板成型过程中,第三安装座一同成型在内板上,便于内板与外界设备的连接。
17、优选的,所述第三安装座上开设有第三螺栓安装孔。
18、通过采用上述技术方案,通过第三螺栓安装孔的设置,便于外界设备连接在第三安装座上。
19、优选的,所述第三安装座上成型有第二插头。
20、通过采用上述技术方案,通过第二插头的设置,便于外界设备连接在第三安装座上。
21、综上所述,本申请包括以下至少一种有益技术效果:
22、1.车门护板在成型过程中,内板一次注塑成型,并将外板通过二次注塑成型在内板上,节省了内板的开模费用及原料,同时取消了焊接工序,减少了人工操作步骤,降低人工成本,减少了焊接工序产生的成本,实现了降低成本、简化工序的效果;
23、2.通过第一安装座、第二安装座、第三安装座的设置,便于外界设备连接在内板上。
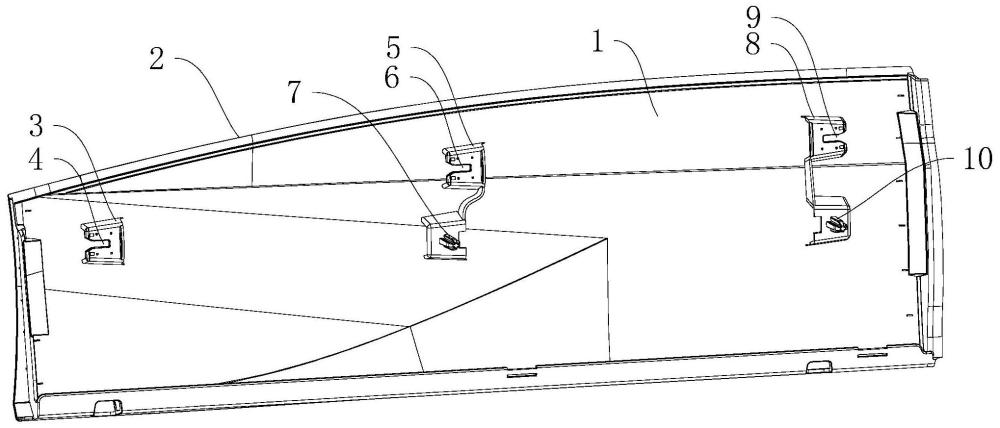
技术特征:1.一种车门护板结构,其特征在于:包括内板(1)、外板(2),所述外板(2)注塑成型在所述内板(1)上。
2.根据权利要求1所述的一种车门护板结构,其特征在于:所述内板(1)远离所述外板(2)的一端一体成型有第一安装座(3)。
3.根据权利要求2所述的一种车门护板结构,其特征在于:所述第一安装座(3)上开设有第一螺栓安装孔(4)。
4.根据权利要求1所述的一种车门护板结构,其特征在于:所述内板(1)远离所述外板(2)的一端一体成型有第二安装座(5)。
5.根据权利要求4所述的一种车门护板结构,其特征在于:所述第二安装座(5)上开设有第二螺栓安装孔(6)。
6.根据权利要求4所述的一种车门护板结构,其特征在于:所述第二安装座(5)上还成型有第一插头(7)。
7.根据权利要求1所述的一种车门护板结构,其特征在于:所述内板(1)远离所述外板(2)的一端一体成型有第三安装座(8)。
8.根据权利要求7所述的一种车门护板结构,其特征在于:所述第三安装座(8)上开设有第三螺栓安装孔(9)。
9.根据权利要求7所述的一种车门护板结构,其特征在于:所述第三安装座(8)上成型有第二插头(10)。
技术总结本申请涉及一种车门护板结构,其包括内板、外板,所述外板注塑成型在所述内板上。本申请具有降低成本、简化工序的效果。技术研发人员:李健军,李改英受保护的技术使用者:上海瑞尔实业有限公司技术研发日:20231228技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240718/250483.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。