粘合片、橡皮膏及它们的制造方法与流程
- 国知局
- 2024-08-02 17:20:03
本发明涉及粘合片、橡皮膏及它们的制造方法。
背景技术:
1、对于如医疗用途中使用的橡皮膏、粘合绷带、运动用途中使用的缠带用带那样直接粘贴于人体皮肤的粘合带,要求粘合力和透湿性、防水性。这样的粘合带例如具有在支撑体上设置有粘合剂层的结构,为了对粘合带赋予良好的透湿性,已知对上述支撑体、上述粘合剂层赋予透湿性(例如,日本特开平07-024049号公报(专利文献1)、日本特开2007-099936号公报(专利文献2)等)。
2、专利文献1中记载了在无纺布上涂布有粘合剂的救急橡皮膏用粘合膜。专利文献1中记载了通过使涂布于无纺布的粘合剂为多孔性、并对粘合剂进行图案涂布,从而防止透湿性的降低。专利文献2中记载了在设置于支撑体层的粘合剂层的粘合面形成给定图案的凹部,从而提高透气性。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开平07-024049号公报
6、专利文献2:日本特开2007-099936号公报
技术实现思路
1、发明所要解决的问题
2、然而,如专利文献1中记载的那样,为了使粘合剂为多孔性,需要特殊的材料。另外,为了如专利文献1中记载的那样对粘合剂进行图案涂布、如专利文献2中记载的那样在粘合剂层形成凹部,需要专用的设备,也存在用于制造粘合片的工序数增加等的问题。
3、本发明的目的在于提供不需要特殊设备就可以制造的、具有良好的透湿性的粘合片、橡皮膏及它们的制造方法。
4、解决问题的方法
5、本发明为以下的粘合片、橡皮膏及它们的制造方法。
6、〔1〕一种粘合片,其具有:
7、基材层、以及
8、层叠于所述基材层的粘合层,其中,
9、所述粘合层在粘贴面具有形成了凹状的凹坑部,
10、所述凹坑部的表面具有多个贯穿孔。
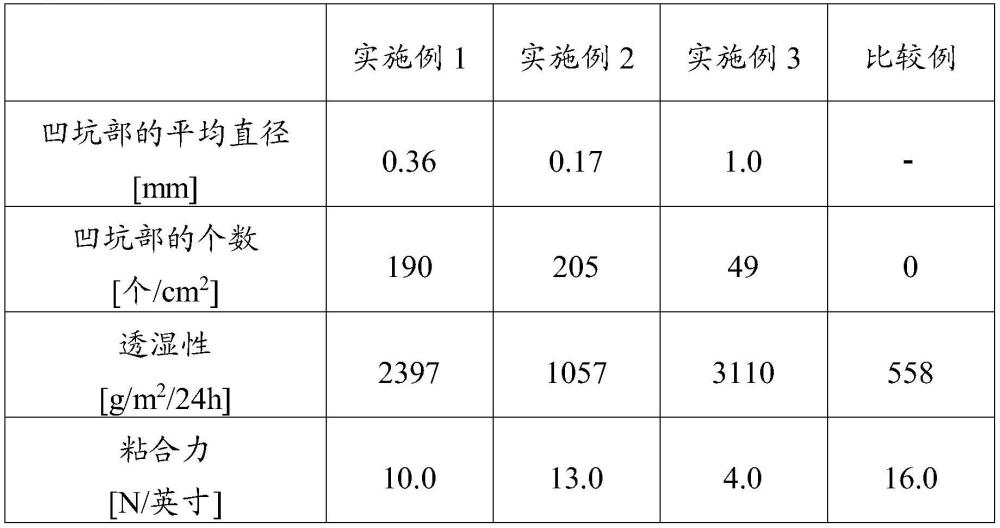
11、〔2〕所述凹坑部包含平均直径为0.04~0.8mm的第1凹坑部,
12、在所述粘贴面中,每1cm2单位面积存在50~500个所述第1凹坑部。
13、〔3〕所述粘贴面中的所述凹坑部的总面积相对于所述粘贴面的总面积为5~50%。
14、〔4〕所述贯穿孔为迷宫状。
15、〔5〕所述基材层具有无纺布,
16、在所述无纺布上层叠有所述粘合层。
17、〔6〕所述无纺布为熔喷无纺布。
18、〔7〕所述无纺布的平均纤维直径为0.5~20.0μm。
19、〔8〕在所述基材层的与层叠有所述粘合层的一侧相反侧的面具有耐水性层。
20、〔9〕一种橡皮膏,其具备所述粘合片。
21、〔10〕一种粘合片的制造方法,该方法具有:
22、准备无纺布的工序;
23、在所述无纺布上层叠粘合层的工序;以及
24、在所述粘合层的作为与接触无纺布的一侧相反侧的面的粘贴面形成朝向所述无纺布侧形成了凹状的凹坑部,并且在所述凹坑部的表面形成多个贯穿孔的工序。
25、〔11〕所述准备无纺布的工序通过熔喷法形成并准备所述无纺布。
26、〔12〕一种橡皮膏的制造方法,该方法包括:通过所述制造方法制造粘合片的工序。
27、发明的效果
28、本发明可以提供不需要特殊设备就能够制造的、具有良好的透湿性的粘合片、橡皮膏及它们的制造方法。
技术特征:1.一种粘合片,其具有:
2.根据权利要求1所述的粘合片,其中,
3.根据权利要求1所述的粘合片,其中,
4.根据权利要求1所述的粘合片,其中,
5.根据权利要求1所述的粘合片,其中,
6.根据权利要求5所述的粘合片,其中,
7.根据权利要求5或6所述的粘合片,其中,
8.一种橡皮膏,其具备权利要求1~7中任一项所述的粘合片。
9.一种粘合片的制造方法,该方法具有:
10.根据权利要求9所述的粘合片的制造方法,其中,
11.一种橡皮膏的制造方法,该方法包括:通过权利要求9或10所述的制造方法制造粘合片的工序。
技术总结本发明提供一种粘合片,其具有粘合层,粘合层在粘贴面具有形成了凹状的凹坑部。凹坑部的表面具有多个贯穿孔。技术研发人员:城谷泰弘,清水阳平,松岛康臣,谷口纯一受保护的技术使用者:株式会社可乐丽技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240718/255240.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表