一种应用于无人机的高硬度铝合金机架及其制备工艺的制作方法
- 国知局
- 2024-08-01 06:13:33
本发明涉及铝合金机架,尤其涉及一种应用于无人机的高硬度铝合金机架及其制备工艺。
背景技术:
1、现无人机机架所采用的铝合金制备工艺较为简单,大多仅采用单一的切割方式进行快速切割成型处理,同时并未采用高强度耐腐蚀材料进行制备,在加工的同时无法根据加工需要对其进行多次精细切割操作加工,从而导致加工而成的铝合金机架强度有限,铝合金机架在长时间高强度的使用下容易发生形变等现象,进而影响到无人机铝合金机架的使用寿命,故而急需设置一种采用具有高强度耐腐蚀的6013铝合金制作铝合金机架,同时在加工过程中进行多次精细切割操作,以确保后续加工的稳定性。
技术实现思路
1、为了克服在铝合金机架加工的过程中,会因为未采用高强度耐腐蚀材料进行制备,在加工的同时无法根据加工需要对其进行多次精细切割操作加工,从而导致加工而成的铝合金机架强度有限的问题。
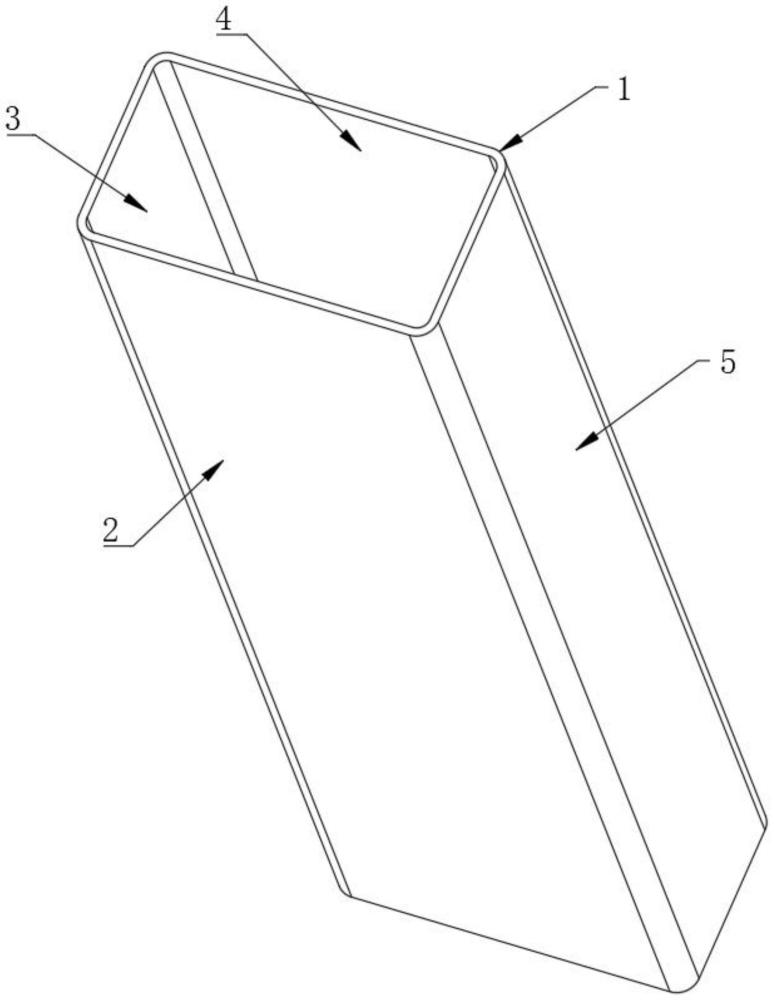
2、本发明的技术方案为:一种应用于无人机的高硬度铝合金机架,包括有机架本体、第一铝合金板、第二铝合金板、第三铝合金板、第四铝合金板;机架本体内部设有第一铝合金板;第一铝合金板的一侧端部焊接有第二铝合金板;第二铝合金板外侧远离第一铝合金板的一端焊接有第三铝合金板;第三铝合金板外侧远离第二铝合金板的一端焊接有第四铝合金板。
3、作为优选,第一铝合金板、第二铝合金板、第三铝合金板与第四铝合金板围合形成中空矩形状的机架本体;机架本体的四边均设有弧形磨边。
4、一种应用于无人机的高硬度铝合金机架制备工艺,其包括如上述所述的一种应用于无人机的高硬度铝合金机架,其步骤如下:
5、步骤一:准备材料
6、选择高硬度的6013铝合金材料,根据设计要求裁剪成板条状,为后续制作成中空矩形状的机架本体1做准备;
7、步骤二:初步切割
8、使用数控切割机等设备对板条状6013铝合金进行初步切割处理,确保铝合金板的大致的形状;
9、步骤三:精细切割
10、使用精细切割工具进行第二次精细切割,以得到铝合金板精确的形状和尺寸;
11、步骤四:打磨表面
12、使用打磨工具对切割后的铝合金板进行精细打磨和修整,确保表面光滑,无毛刺;
13、步骤五:精细加工
14、使用数控机床对步骤二中切割好的铝合金板进行精确加工,保证尺寸的精准度和表面光滑度;
15、步骤六:焊接
16、将精密加工好的铝合金板采用焊接设备两两对接进行焊接,将铝合金板组装成机架本体形状;
17、步骤七:边缘弧度加工
18、使用角磨机切割后,对切割边缘进行打磨,使其平滑;
19、步骤八:抛光
20、使用较粗的砂纸对机架表面进行打磨,去除表面的粗糙度和划痕,然后使用较细的砂纸进行二次打磨,使表面更加光滑,最后使用抛光蜡和抛光工具(如电动抛光机)对机架表面进行抛光处理,以增加光泽度和提高表面光洁度;
21、步骤九:冷却成型
22、待机架表面抛光完成后,可以对其进行自然冷却或采用水冷却、空气冷却等方法,确保机架表面不受热影响,定型之后同时检查是否有变形或瑕疵;
23、步骤十:表面清洗
24、使用清洗设备对机架进行彻底的清洗,去除表面的油污、氧化物和其他杂质;步骤十一:阳极氧化
25、将清洗干净的机架放入阳极氧化槽中,使用阳极氧化电源为机架提供电流,使机架表面产生氧化膜,然后控制槽液的温度、电流密度和氧化时间,以获得所需的氧化膜厚度和颜色;
26、步骤十二:喷涂
27、准备喷涂设备和涂料,对机架表面进行预处理,如干燥、脱脂等,使用喷枪将涂料均匀地喷涂在机架表面,控制喷涂的温度、湿度和喷涂速度,以获得均匀的涂层;
28、步骤十三:烘烤固化
29、使用烘箱对喷涂后的机架进行固化处理,使涂料层干燥并固化成坚硬的涂层;步骤十四:检测与修整对表面处理后的机架进行质量检测,确保其符合要求,对不合格的部分进行修整或重新处理。
30、作为优选,步骤三中精细切割工具可以采用线切割机或等离子切割机。
31、作为优选,精细切割工具的切割速度通常在10-30米/分钟之间,切割丝张力可以根据切割丝的直径和材质进行调整,通常在100-300牛顿之间,可以使用适当的切割液,如水或专用切割液,以提高切割效率和切割质量。
32、作为优选,步骤五中数控机床的加工速度可根据加工要求和机床性能调整,通常在10-50米/分钟之间,进给速度通常在0.1-10毫米/分钟之间,加工精度根据机架的尺寸要求和精度要求进行设置,通常在0.01-0.1毫米之间。
33、作为优选,步骤六中焊接设备通常是焊接机器人或手工电弧焊接工具。
34、作为优选,步骤十中清洗设备可以采用高压水枪超声波清洗机等设备。
35、作为优选,步骤十二中喷涂设备可采用喷枪、喷涂机器人等。
36、本发明的有益效果:
37、1、本发明的铝合金机架采用的是6013铝合金材,具有较高的强度和硬度、良好的耐腐蚀性、优秀的可焊性和加工性,在进行切割加工的过程中,采用多次切割的方法,可以达到稳定精细切割的效果,以确保后续加工的稳定性,使铝合金机架在长时间使用下不会发生形变等现象,进而提升了铝合金机架整体的使用寿命和使用的稳定性。
技术特征:1.一种应用于无人机的高硬度铝合金机架,包括有机架本体(1);其特征在于:还包括有第一铝合金板(2)、第二铝合金板(3)、第三铝合金板(4)、第四铝合金板(5);机架本体(1)内部设有第一铝合金板(2);第一铝合金板(2)的一侧端部焊接有第二铝合金板(3);第二铝合金板(3)外侧远离第一铝合金板(2)的一端焊接有第三铝合金板(4);第三铝合金板(4)外侧远离第二铝合金板(3)的一端焊接有第四铝合金板(5)。
2.根据权利要求1所述的一种应用于无人机的高硬度铝合金机架,其特征在于:第一铝合金板(2)、第二铝合金板(3)、第三铝合金板(4)与第四铝合金板(5)围合形成中空矩形状的机架本体(1);机架本体(1)的四边均设有弧形磨边。
3.一种应用于无人机的高硬度铝合金机架制备工艺,其特征在于包括根据权利要求1-2所述的一种应用于无人机的高硬度铝合金机架,其步骤如下:
4.根据权利要求3所述的一种应用于无人机的高硬度铝合金机架制备工艺,其特征在于:步骤三中精细切割工具可以采用线切割机或等离子切割机。
5.根据权利要求4所述的一种应用于无人机的高硬度铝合金机架制备工艺,其特征在于:精细切割工具的切割速度通常在10-30米/分钟之间,切割丝张力可以根据切割丝的直径和材质进行调整,通常在100-300牛顿之间,可以使用适当的切割液,如水或专用切割液,以提高切割效率和切割质量。
6.根据权利要求3所述的一种应用于无人机的高硬度铝合金机架制备工艺,其特征在于:步骤五中数控机床的加工速度可根据加工要求和机床性能调整,通常在10-50米/分钟之间,进给速度通常在0.1-10毫米/分钟之间,加工精度根据机架的尺寸要求和精度要求进行设置,通常在0.01-0.1毫米之间。
7.根据权利要求3所述的一种应用于无人机的高硬度铝合金机架制备工艺,其特征在于:步骤六中焊接设备通常是焊接机器人或手工电弧焊接工具。
8.根据权利要求3所述的一种应用于无人机的高硬度铝合金机架制备工艺,其特征在于:步骤十中清洗设备可以采用高压水枪超声波清洗机等设备。
9.根据权利要求3所述的一种应用于无人机的高硬度铝合金机架制备工艺,其特征在于:步骤十二中喷涂设备可采用喷枪、喷涂机器人等。
技术总结本发明涉及铝合金机架技术领域,尤其涉及一种应用于无人机的高硬度铝合金机架及其制备工艺。技术问题:在铝合金机架加工的过程中,会因为未采用高强度耐腐蚀材料进行制备,在加工的同时无法根据加工需要对其进行多次精细切割操作加工,从而导致加工而成的铝合金机架强度有限的问题。技术方案:一种应用于无人机的高硬度铝合金机架及其制备工艺,包括有机架本体、第一铝合金板、第二铝合金板、第三铝合金板、第四铝合金板。本发明的铝合金机架采用的是6013铝合金材,具有较高的强度和硬度、良好的耐腐蚀性、优秀的可焊性和加工性,在进行切割加工的过程中,采用多次切割的方法,可以达到稳定精细切割的效果,以确保后续加工的稳定性。技术研发人员:叶健龙受保护的技术使用者:东莞市铝美铝型材有限公司技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240722/222931.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。